КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Многоэлектродной наплавки
|
|
|
|
Методика определения параметров режима
Многоэлектродная наплавка (МЭН) относится к широкослойным способам дуговой механизированной наплавки, технологическая схема которой показана на рисунке 3.3. Сущность способа МЭН заключается в том, что несколько электродов (более двух), расположенные по фронту в одну линию на некотором расстоянии один от другого, подаются параллельно и одновременно в зону дуги. Причем все электродные проволоки подключены к одному полюсу источника сварочного тока и подаются в зону формирования общей ванны расплавленного металла.
Технологические возможности МЭН выше, чем у одноэлектродной наплавки: глубина и равномерность проплавления, благоприятные условия легирования наплавленного металла через флюс и в связи с этим более высокая однородность структуры наплавленного металла. При этом производительность МЭН, по сравнению с одноэлектродной наплавкой, увеличивается в 2-3 раза. Присущие процессу МЭН технологические достоинства могут быть реализованы только при оптимальном сочетании параметров режима и условий наплавочного процесса, для определения которых на первом этапе можно применять расчетный метод.
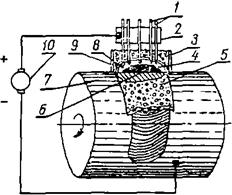
Рис. 3.3. Схема многоэлектродной наплавки:
1 — электроды: 2 — токопроводящий контакт; 3—флюс; 4— дуга; 5— лаковая корка; 6—наплавленный металл; 7 — деталь; 8 — газовый пузырь; 9 — эластичная оболочка из расплавленного флюса; 10 — источник тока
При выборе параметров режима для наплавки конкретной поверхности решается вопрос о количестве проходов при наплавке.
Ширина наплавки за один проход равна ширине валика (Вмэн), которая зависит от количества электродов (nэ), их диаметра и расстояния между ними (LЭ).
Расстояние между электродами определяют по формуле:
 (3.13)
(3.13)
где nЭ – число электродов.
Расчетное количество электродов определяют из соотношения 
Из условия обеспечения требуемой толщины наплавленного слоя число электродов (шт.) определяют по формуле
 (3.14)
(3.14)
где YВ определяется для одноэлектродной наплавки по формуле (3.4).
Силу сварочного тока МЭН (А) определяют по формуле
 (3.15)
(3.15)
где aМЭН – коэффициент многоэлектродной наплавки, г/(Аּч).
Коэффициент многоэлектродной наплавки определяют из соотношения
 (3.16)
(3.16)
Скорость подачи электродных проволок (м/мин) определяют по формуле
 (3.17)
(3.17)
Окружную скорость МЭН (м/ мин) определяют по формуле
 (3.18)
(3.18)
Частота вращения детали (мин –1 ) определяют по формуле
 (3.19)
(3.19)
Основное время МЭН (мин) определяют по формуле
 (3.20)
(3.20)
где i –число проходов.
Пример определения режима МЭН. Для наплавки поверхности катка диаметром 350 мм и шириной поверхности дорожки катания Lн = 30 мм. Принято решение: наплавку производить за один проход с использованием трёх электродов. Диаметр электродов определяют аналогично, как и для одноэлектродной наплавки.
Определяем по формуле (3.13) расстояние между электродами
Для обеспечения толщины слоя, равной 2,5 мм, число электродов (шт.) определяют по формуле (3.14):

где 
Принимаем 3 электрода с равным расстоянием между ними 8 мм.
Определяем силу сварочного тока

где коэффициент многоэлектродной наплавки составляет:
aмэн = aоэн + nЭ =14+3 =17 г /(А ּ ч),
где aоэн определяется по формуле (табл.3.3)
aоэн =3 + 5,5 dЭ =3+5,5×2 = 14 г /(А ּ ч),
Скорость подачи электродов

4. Определяем окружную скорость наплавки

5. Определяем частоту вращения катка при наплавке
6. Определяем основное время многоэлектродной наплавки
|
|
|
|
|
Дата добавления: 2014-10-31; Просмотров: 2154; Нарушение авторских прав?; Мы поможем в написании вашей работы!