КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Методика определения параметров режима многоэлектродной 3 страница
|
|
|
|
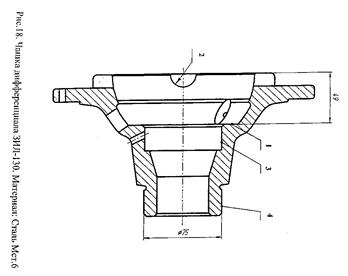
| Позиция на чертеже рис. 18 | Наименование дефекта | Контрольный инструмент для установления дефекта | Размер, мм | Заключение | ||
| номиналь- ный | допусти- мый | |||||
| Задиры, риски или неравномерный износ торца под шайбу шестерни полуоси | Расстояние от оси крестовины до торца 49 +0,20 | 49,80 | Протачивание «как чисто» | |||
| Износ отверстий под шипы крестовины | Нутромер индикаторный | 
| 28,11 | Сверление новых отверстий под углом 45О | ||
| Износ отверстий под шейку шестерни полуоси | _ „ _ | 75±0,05 | 75,12 | Постановка ДРД | ||
| Износ шейки под роликовый подшипник | Микрометр 75-100 мм | 
| 75,00 | Восстановление под номинальный размер |
 | |||
 | |||
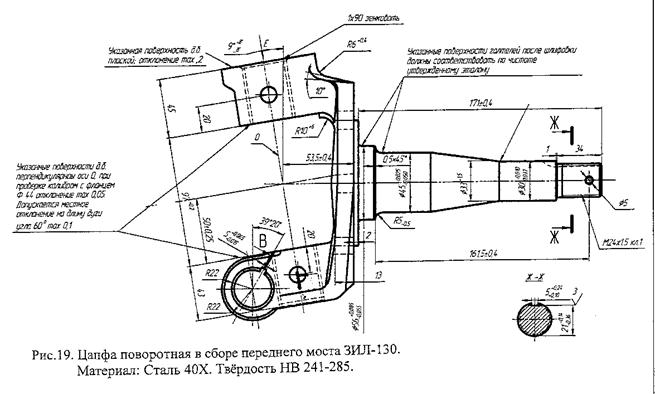
Карта № 19. Технические требования на устранение дефектов поворотной цапфы ЗИЛ-130
| Позиция на чертеже рис. 19 | Наименование дефекта | Контрольный инструмент для установления дефекта | Размер, мм | Заключение | ||
| номиналь- ный | допусти- мый | |||||
| Износ шейки под наружный подшипник ступицы переднего колеса | Микрометр 25-50 мм | 
| 39,95 | Восстановление под номинальный размер | ||
| Износ шейки под внутренний подшипник ступицы переднего колеса | Микрометр 50-75 мм | 
| 54,94 | |||
| Износ кольца под сальник ступицы переднего | Микрометр 100-160 мм | 112 –0,07 | 111,70 | |||
| Износ резьбы под гайку цапфы | Резьбовой калибр М36х2-кл.1. | М36х2-кл.1. | Наплавка | |||
| Износ отверстий во втулках под шкворень | Нутромер индикаторный 25-50 мм | 
| Замена втулок |
 |
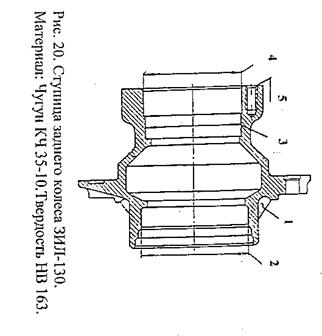
Карта № 20. Технические требования на устранение дефектов ступицы заднего колеса ЗИЛ-130
| Позиция на чертеже рис. 20 | Наименование дефекта | Инструмент для установления дефекта | Размер, мм | Заключение | ||
| номиналь- ный | допусти- мый | |||||
| Трещины на рёбрах ступицы | Осмотр | Заварка | ||||
| Износ отверстия под наружное кольцо внутреннего подшипника | Индикаторный нутромер 100-160 мм | 
| 149,99 | Восстанов- ление под номинальный размер | ||
| Износ отверстия под наружное кольцо наружного подшипника | _ „ _ | 
| 134,99 | |||
| Износ отверстия под наружный сальник | _ „ _ | 
| 136,40 | |||
| Срыв резьбы под шпильки крепления полуоси | Осмотр | М16-кл.2. | Срыв одной нитки | Постановка ДРД |
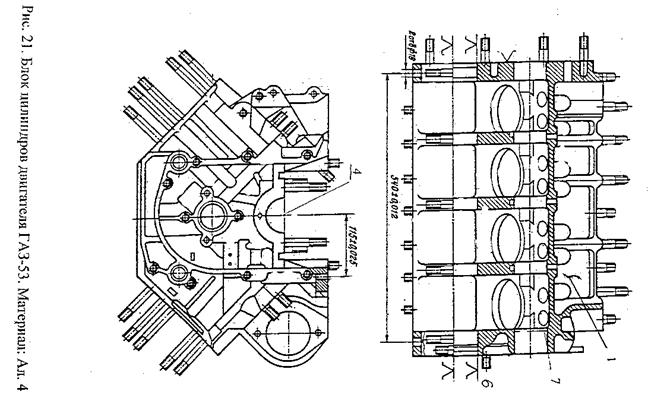
Карта № 21. Технические требования на устранение дефектов блока ЗМЗ-66 (ГАЗ-53)
| Позиция на чертеже рис. 21 | Наименование дефекта | Инструмент для установления дефекта | Размер, мм | Заключение | ||
| номиналь- ный | допусти- мый | |||||
| Трещины на блоке | Гидроиспытание под давлением 0,4 МПа | –– | –– | Заварка. Заделка эпоксидными смолами. | ||
| Износ и(или) деформация верхней расточки под гильзу | Нутромер индикаторный 100-150 мм | 100+0,054 | 99,97 | Браковать при размере более 125,06 мм | ||
| Износ нижней расточки под гильзу | То же | Браковать при размере более | ||||
| Отклонение осей гнёзд под вкладыши коренных подшипников | Индикаторное приспособление | 0,02 | 0,02 | Восстановление под номинальный размер | ||
| Отклонение от перпендикулярности осей расточек под гильзы цилиндров и гнёзд коренных подшипников коленчатого вала | 0, 03 мм на длине 100 мм | 0, 06 мм на длине 100 мм | ||||
| Деформация или износ гнёзд под вкладыши коренных подшипников | Нутромер индикаторный 50 – 100 мм | 74,5+0,018 | –– | |||
| Износ отверстий под толкатели | Нутромер 18-35 мм | 25+0,023 | 25,04 | Постановка ДРД |
Карта № 22. Технические требования на устранение дефектов головки блока КамАЗ-740
| Позиция на чертеже рис. 22 | Наименование дефекта | Инструмент установления дефекта | Размер, мм | Заключение | ||
| номиналь- ный | допусти- мый | |||||
| Трещины, захватывающие внутренние каналы, полости отверстий под форсунку, направляющие втулки, поверхность сопряжения с блоком цилиндров | - | - | Заварка. Заделка эпоксидными смолами. | |||
| Разрушении посадочных мест под сёдла клапанов и перемычек между ними | Осмотр | - | - | Обработка под РР | ||
| Повреждение или кавитационное разрушение поверхности прилегания к блоку цилиндров | Осмотр | - | - | Заварка | ||
| Ослабление посадки сёдел клапанов в гнёздах или износ гнёзд под сёдла | Опробывание посадки ударами медного молотка | Впускной 55+0,33 Выпускной 52+0,03 | Р.Р впускного 55,5+0,33 РР выпускного 52,5+0,03 | Обработка под РР |
Окончание карты № 22
| Выработка, риски или раковины на рабочих поверхностях сёдел. Контроль: Калибром конусным с углом 90о30′ и диаметром конуса на расстоянии (2 ± 0,1мм) впускного 42мм выпускного 48 мм | - | - | Заменить сёдла в случае невозможности устранения дефекта | |||
| Ослабление посадки направляющих втулок клапанов | Опробывание посадки ударами медного молотка | - | Обработка под РР | |||
| Трещины, сколы, механические повреждения на поверхности направляющих втулок клапанов | - | - | Браковать | |||
| Износ отверстия направляющих втулок клапанов | 10+0,022 | 10,04 | Браковать при более 10, 04 | |||
| Прогорание или механическое повреждение уплотнительного кольца газового стыка | - | - | Заменить кольцо газового стыка | |||
Карта № 23. Технические требования на устранение дефектов картера сцепления ЗМЗ-53(66)
| Позиция на чертеже Рис. 23 | Наименование дефекта | Инструмент для установления дефекта | Размер, мм | Заключение | ||
| номиналь- ный | допусти- мый | |||||
| Трещины на картере | Осмотр | ─ | ─ | Заварка | ||
| Износ опорных лап по высоте | Штангенциркуль | Фрезеровать «как чисто» | ||||
| Износ отверстия под втулку вилки выключения сцепления | Нутромер индикаторный 18-35 мм | 
| 30,06 | Развёртывание до ремонтного размера 30,5 +0,045 | ||
| Износ отверстия под шейку фланца втулки вилки выключения сцепления | Нутромер индикаторный 35-50 мм | 42 +0,05 | 42,10 | Постановка ДРД, наплавка | ||
| Износ отверстия, центрирующего коробку передач относительно оси коленчатого вала | ─ | Восстановление под номинальный размер | ||||
| Износ отверстия под стартер | Нутромер | Постановка ДРД |
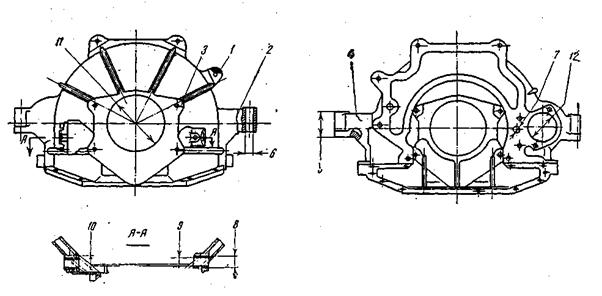
Рис. 23. Картер сцепления двигателя ЗМЗ-53 (66)
Материал: Сплав алюминия Ал-4.
Карта № 24. Технические требования на устранение дефектов коленчатого вала двигателей ВАЗ
| Позиция на чертеже рис. 24 | Наименование дефекта | Контрольный инструмент для установления дефекта | Размер, мм | Заключение | ||
| номиналь- ный | допусти- мый | |||||
| Изгиб вала | Призмы, индикатор | 0,02 | 0,05 | Правка методом ППД | ||
| Износ шатунных шеек по длине | Шаблон мм | 20 – 0,13 | 20,02 | Браковать при длине более | ||
| Износ шатунных шеек более последнего ремонтного размера | 47 -0,013 | ─ | Восстановление под номинальный размер | |||
| Износ коренных шеек более последнего ремонтного размера | 60-0,013 | ─ | _ „ _ | |||
| Износ шейки под шестерню коленчатого вала | Микрометр 25-50 мм | 
| 29,98 | _ „ _ | ||
| Износ шейки под фланец шкива | _ „ _ | 
| 57,98 | _ „ _ | ||
| Износ отверстия под подшипник | 
| 40,00 | _ „ _ |

Карта №25. Технические требования для устранения дефектов маховика КамАЗ-740
| Позиция на чертеже рис. 25 | Обозна- чение | Наименование дефекта | Инструмент или способ установления дефекта | Размер, мм | Способы устранения дефекта | ||
| номиналь- ный | допустимый | ||||||
| Д | Сколы зубьев венца | Осмотр | 34,50 | 32,50 | Замена венца | ||
| Е | Трещины на фланце, облом шипов маховика | Осмотр | ─ | ─ | Браковать | ||
| Ж | |||||||
| В | Износ, термические трещины, риски и задиры на рабочей поверхности для 7405.1005 120-50 | А=40+0,08 Б=83,5 | А=40,5 Б=83,1 | Шлифование или протачивание «как чисто» | |||
| И | Износ отверстий под болты крепления маховика | 15,0 | 16,5 | Браковать | |||
| Л | Износ отверстий под установочные штифты | 
| 12,27 | Установит втулку | |||
| М | Износ отверстия под установочную втулку | 
| Браковать | ||||
| Г | Износ пазов по ширине | 
| 60,2 | Наплавить |
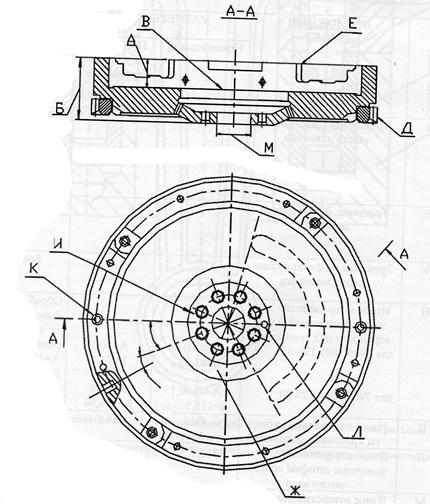
Рис.25. Маховик коленчатого вала двигателя КамАЗ-740
Карта № 26. Технические требования на картер коробки передач автомобилей КамАЗ
| Позиция на чертеже рис. 26 | Обозна- чение | Наименование дефекта | Инструмент для установления дефекта | Размеры, мм | Заключение | ||
| номиналь- ный | допусти- мый | ||||||
| Трещины, не проходящие через отверстия | Лупа 4 –х кратного увеличения | ─ | ─ | Заварка | |||
| Б | Износ отверстий под подшипники первичного и вторичного вала | Индикаторный нутромер | 150+0,04 | 150,063 | 1.Наплавить 2.Обработать в ремонтный размер 150,5+ 0,04 | ||
| В | Износ торца картера от стопорного кольца подшипника первичного вала | Восстановление под номинальный размер: для Г. 120,5+ 0,035 для Д.26,4+ 0,023 | |||||
| Г | Износ отверстия под подшипник промежуточного вала | 
| 120,054 | ||||
| Д | Износ отверстия под переднюю шейку оси блока шестерен заднего хода | Нутромер 100 - 150 мм | 
| 26,033 | |||
| Е | Износ отверстия под заднюю шейку оси блока шестерен заднего хода | 
| 32,039 | 1. Установить резьбовую втулку 2. Заварить 3. Установить ввертыш | |||
| Ж | Износ резьбы: М10х1,25-6Н | ||||||
| И | М12х1,25-6Н | ||||||
| К | М16х1,5-6Н | ||||||
| Л | М30х1,5-6Н |
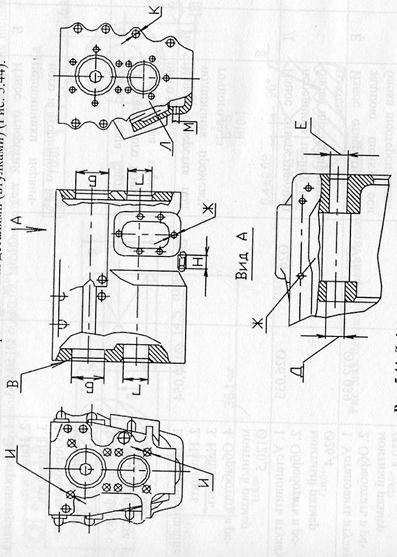
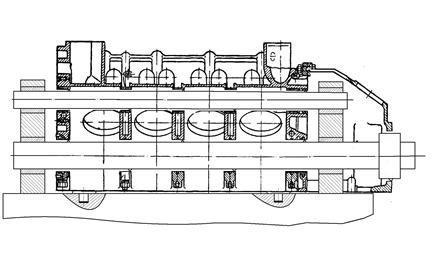
Рис.26. Картер коробки передач автомобиля КамАЗ
Карта эскиза операции расточки нижней головки шатуна
 |
Режим обработки
| Переход | Частота вращения, об/мин | Подача, мм/об | Глубина резания, мм | Штучное время, мин |
Операция: Контрольная
Оборудование: Cтол контрольный;
 Приспособление: Призмы для комплексного контроля клапана
Приспособление: Призмы для комплексного контроля клапана
| Переход | Контролируемый параметр | Мерительный инструмент | Основное время, мин | Штучное время, мин |
| Круглость | ИЧ-10 кл 1 ГОСТ577-68 | 0,07 | 0,75 | |
| Биение | ИЧ-25 кл 1 ТУ2-034-611-77 | 0,09 | ||
| Перпендикулярность | ИЧ-25 кл 1 ТУ2-034-611-77 | 0,07 | ||
| Прямолинейность | ИЧ-10 кл 1 ГОСТ577-68 | 0,11 | ||
| Параллельность | ИЧ-10 кл 1 ГОСТ577-68 | 0,11 |
Эскиз операции контроля клапана ДВС
Режим расточки постелей блока
| Переход | Частота вращения, об/мин | Подача, мм/об | Глубина резания, мм | Штучное время, мин |
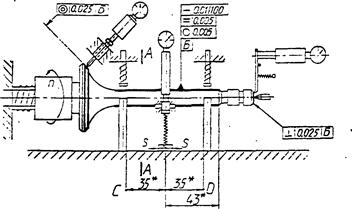
Эскиз наладки станка для расточки постелей блока и центрирующего отверстия
картера сцепления
СОДЕРЖАНИЕ
Введение……………………………………………………………………..3
1. ОБЩИЕ ПОЛОЖЕНИЯ ПО ВЫПОЛНЕНИЮ КУРСОВОЙ РАБОТЫ ………………………………………………………………….5
1.1. Цель выполнения курсовой работы…………………………………...5
1.2. Задания на курсовую работу…………………………………………...5
1.3. Объём и содержание курсовой работы……………….. ………….….7
1.4. Условия работы детали в сборочной единице………………………..8
1.5. Анализ дефектов, технических требований и определение категории технологической сложности восстанавливаемой детали……….8
1.6. Разработка рабочего ремонтного чертежа детали…… …….………13
1.7. Определение типа и организационно-технической
характеристики производства ………………………………………15
2. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ВОССТАНОВЛЕНИЯ ДЕТАЛИ ……………………………………..18
2.1. Обоснование выбора рационального способа восстановления
детали…………………………………………………………………..18
2.2. Разработка структуры маршрутно-технологического процесса
восстановления детали…………………………. ……………………24
2.3. Оформление карт маршрутно-технологического процесса………..29
2.4. Разработка структуры и содержания технологических операций…30
2.5. Расчет толщины металлопокрытия и межоперационных
размеров восстанавливаемых поверхностей ……….……………….39
2.6. Нормирование технологических операций………………………….50
2.7. Указания по оформлению операционных карт и эскизов………….51
2.8. Терминологические основы документирования технологических
процессов восстановления изношенных деталей………………….. 52
3. РАСЧЕТ ПАРАМЕТРОВ РЕЖИМА И ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ ВОССТАНОВИТЕЛЬНЫХ ОПЕРАЦИЙ….59
3.1. Расчёт и обоснование параметров режима наплавочных
процессов……………………………………………………………...59
наплавки……………………………………………………………….66
3.3. Определение режима электрошлаковой наплавки………………….69
3.4. Техническое нормирование гальванических операций…………….72
3.5. Определение параметров режима и технической нормы времени
для операции хонингования отверстий……………………………...74
Библиографический список…………………………………………..77
ПРИЛОЖЕНИЯ …………………………………………………………..78
Таблица 1. Удельные показатели способов восстановления
по классам и группам деталей…………………………………………….78
Таблица 2. Характеристика способов восстановления деталей………...81
Карты дефектов автомобильных деталей № 1–26. ………………....83-134
Маршрутная карта восстановления коленчатого вала ………………...135
Операционная карта шлифования коленчатого вала……. ……………136
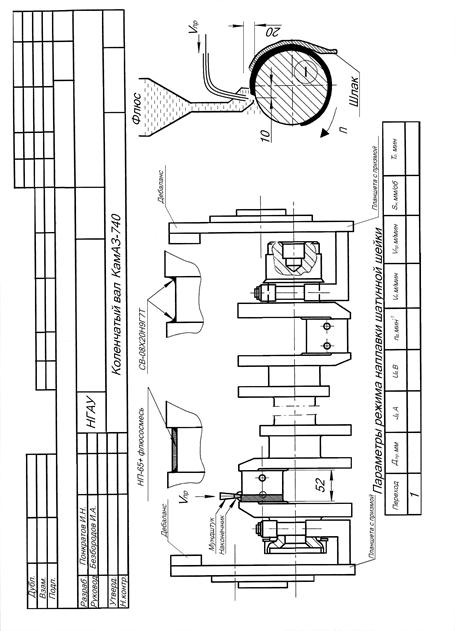
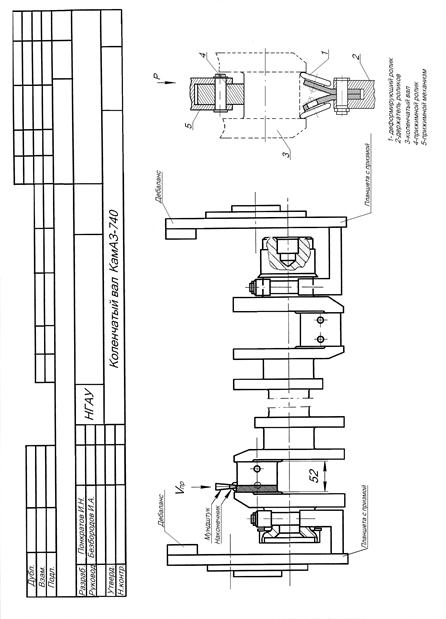
Карта эскиза операции наплавки шатунных шеек коленчатого вала...137
Карта эскиза операции упрочнения галтелей шатунных шеек вала.…138
Эскизная карта контроля клапана ДВС………………………………….139
Эскизная карта обработки шатуна……………………………………….140
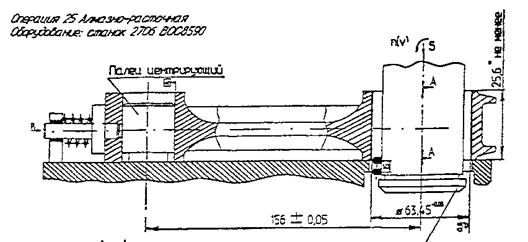
Эскиз наладки станка для расточки постелей блока цилиндров и
центрирующего отверстия картера сцепления……………………….....141
Безбородов Иван Андреевич
МЕТОДОЛОГИЧЕСКИЕ ОСНОВЫ
ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ВОССТАНОВЛЕНИЯ И УПРОЧНЕНИЯ ДЕТАЛЕЙ МАШИН
Учебное пособие
Редактор Н. К. Крупина
Компьютерная верстка В. Я Вульферт
Подписано в печать 29 января 2008 г.
Объём 8,6 уч.- изд. л. Изд. № 45
Тираж 100 экз.
Отпечатано в мини-типографии Инженерного института НГАУ
690039, Новосибирск, ул. Никитина,147
[*] Этот раздел выполняется в том случае, когда задание на проектирование технологического процесса привязано к условиям конкретного предприятия или программе производства изделия.
|
|
|
|
|
Дата добавления: 2014-10-31; Просмотров: 2915; Нарушение авторских прав?; Мы поможем в написании вашей работы!