КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Изображение резьбы и резьбовых соединений
|
|
|
|
И S Он
Ю ю
т— I
гранной правильной призмы с диаметром описанной окружности 60 мм. В основании — круглый фланец диаметром 100 мм и толщиной 12 мм с четырьмя отверстиями диаметром 12 мм. В центральной части корпуса — сквозное цилиндрическое отверстие диаметром 18 мм, в верхней части — цилиндрическая расточка диаметром 40 мм на глубину 20 мм и прямоугольный вырез (паз) шириной 34 и глубиной 15 мм. Паз образован двумя профильными и одной горизонтальной плоскостью Боковые стенки паза врезаются в боковые грани шестигранной призмы и в стенки цилиндрической расточки диаметром 40 мм. Два боковых ребра под углом 60° придают жесткость корпусу. Корпус имеет две плоскости симметрии — фронтальную и профильную.
Учитывая симметрию, внутренние формы выявлены половиной фронтального и половиной профильного разрезов, соединенных с половинами главного вида и вида слева соответственно.
На профильном разрезе условно изображено крепежное отверстие на круглом фланце, не попадающее в секущую плоскость (см. рис. 12.50). Тонкостенное ребро на фронтальном разрезе, стенки которого параллельны секущей плоскости, не заштриховано. На виде слева граница между видом и разрезом указана волнистой линией справа от оси для выявления ребра

|
W
£
w\
±
 | |
|
Я=т ш
I яр
ф
Рис. 12.56
призмы. Наглядное представление о конструкции детали дает построенное изометрическое изображение.
Пример чертежа детали с изображениями на пяти плоскостях проекций приведен на рисунке 12.56. Фронтальный разрез, вид сверху, половина вида слева с местными разрезами и соединенная с ним половина профильного разреза дают достаточно полное представление о форме детали. Вид снизу уточняет конфигурацию полости в продолговатой части детали. На виде справа показана кольцевая форма выступа на правом конце детали.
|
|
|
ш
1. Как называют основные виды и где их располагают на чертежах?
2. Какие дополнительные виды применяют для изображения и как их указывают на чертежах?
3. Что называют разрезом и как изображают простые разрезы?
4. Какие разрезы называют сложными и как их обозначают на чертежах?
5. Что называют сечением и как его изображают на чертежах?
6. Что называют выносным элементом и как его изображают на чертежах?
Как изображают винтовые линии пружин на чертеже?
Глава тринадцатая
ИЗОБРАЖЕНИЕ СОЕДИНЕНИЙ ДЕТАЛЕЙ, ТИПОВЫХ ЭЛЕМЕНТОВ ДЕТАЛЕЙ
13.1. Общие сведения
Соединения деталей между собой в приборах, машинах, установках весьма разнообразны по своему назначению, конструктивной форме, технологии изготовления.
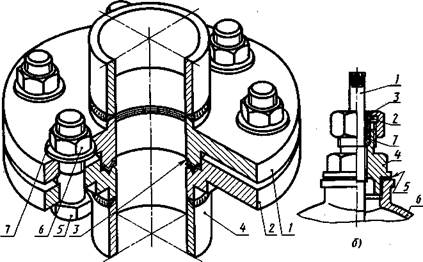
Примеры применения некоторых из них приведены на рисунке 13.1. В конструкции (рис. 13.1, а) разъемного фланцевого соединения вакуумного трубопровода применены три вида соединений: разъемное (вакуумное и болтовое) и неразъемное (сварное). Соединение фланцев 1 и 2 образуют кольцевой зуб на фланце 1 и ответная канавка на фланце 2, в которую зуб вдавливает металлическую кольцевую прокладку 3 из пластичного ленточного материала, например меди. Формы сечений зуба и канавки установлены экспериментально и приведены выше (см. выносные
а)
Рис. 13.1, а, б
элементы / на рис. 12.41, а и б). Сжатие фланцев вдоль оси обеспечивает болтовое соединение (в данном случае четырьмя болтами), состоящее из болта 5, шайбы 7 и гайки 6. Патрубки 4 приварены к цилиндрическим выступам фланцев плавящимся электродом (на изображении их соединения условно показаны форма кромок до сварки и наплавленный металл — сварной шов).
В конструкции угаютнительного устройства (рис. 13.1, б) применены два резьбовых соединения — накидной гайки 3 со штуцером 4 и штуцера 4 с корпусом 6. Герметичное уплотнение между штоком / и штуцером 4 создано сальниковым уплотнением, состоящим из уплотнительной набивки 7, зажимаемой втулкой 2 при завинчивании гайки 3. Уплотнительную набивку выполняют из шнура, изготовленного из пряжи и пропитанного густой смазкой или графитовым порошком, или в виде колец из резины, тефлона. Объем набивки выполняют таким, чтобы между торцами втулки 2 и штуцера 4 после сборки нового соединения оставался зазор, в пределах которого можно перемещать втулку 2 во время эксплуатации для компенсации износа набивочного материала, подтягивая гайку 3. Торцевое уплотнение между штуцером 4 и корпусом 6 обеспечивает прокладка 5 из податливого материала: паронита, резины и т. п.
|
|
|
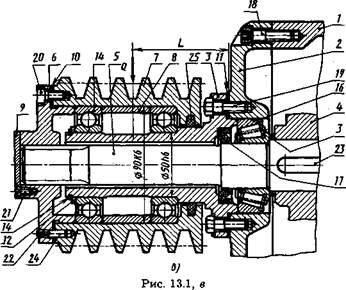
В конструкции (рис. 13.1, в) консольного шкива клиноре-менной передачи применены болтовые, винтовые, штифтовое,
|
7—1340
 шпоночное и шлицевое между валом 5 и фланцем 6 разъемные соединения, опоры на шариковых и роликовых подшипниках качения, герметичное кольцевое 25 и манжетное 17 уплотнения, уплотнения с помощью прокладок 10 и //.
шпоночное и шлицевое между валом 5 и фланцем 6 разъемные соединения, опоры на шариковых и роликовых подшипниках качения, герметичное кольцевое 25 и манжетное 17 уплотнения, уплотнения с помощью прокладок 10 и //.
В данной конструкции на неподвижном корпусе / болтами 18 закреплена крышка 2, на ней болтами 19 через прокладку //закреплен кронштейн (цапфа) 3, являющийся опорой для подшипников 14 шкива 7. На шкиве 7 винтами 20 закреплен фланец 6 (имеющий внутренние шлицы, см. рис. 13.37). Вал 5 вращается в корпусе / на роликовых подшипниках качения. Вращение от шкива 7 через фланец 6, вал 5 и шпонку 23 передается детали 4. Втулка Услужит для установки шарикоподшипников. Их положение на валу фиксирует кольцо 12 и пружинное кольцо 14. Кольцо 13 устанавливает расстояние между деталью 4 и торцем внутреннего кольца роликового подшипника. Штифт 24 фиксирует положение крышки на шкиве, винт 22 предотвращает его от выпадения. Крышка 9, закрепленная винтами 21, герметизирует полость подшипников. В данной конструкции радиальное усилие на шкиве 7 от натяжения ремней воспринимает кронштейн 3, т. е. изгибающий момент не передается на вал 5.
В конструкции сверхвысокочастотного электровакуумного прибора (рис. 13.1, г) — резонансного
|
|
|
разрядника — применены резьбовое соединение, соединения пайкой, склеиванием, сваркой, завальцовкой, пайка стекла с металлом. Поясним их.
Винтовой механизм (в верхней части на рис. 13.1, г) обеспечивает регулирование расстояния между коническими электродами, между которыми возникает электрический разряд при прохождении через разрядник электромагнитной энергии выше определенного уровня мощности. Винтовой механизм состоит из винта 4, имеющего внутреннюю более мелкую и наружную более крупную резьбы, стержня 5 с наружной резьбой и втулки 6 с внутренней резьбой. Принцип работы такого механизма будет рассмотрен ниже.
Соединение завальцовкой применено для закрепления кольца 11 во втулке 6. при завальцовке цилиндрическая часть втулки пластически деформирована так, что она обжала наружную коническую поверхность кольца 11.
Соединение двух стеклянных дисков 14 с корпусом 1 выполнено с помощью стеклоэмали. Изображают такое соединение на чертежах, как и соединения склеиванием. С помощью мастики 18 колпачок 9 приклеен к стеклу. Это соединение обеспечивает механическую прочность крепления колпачка. Электрический контакт колпачка с центральным электродом 12 обеспечивает соединения пайкой легкоплавким припоем с трубкой 13 и точечной сваркой трубки 13 с электродом 12.
Пайкой стекла с металлом образованы соединения электрода 12 со стеклянной оболочкой 17, стаканчика 8 с цилиндром 16, пайкой стекла со стеклом соединен диск 15 с цилиндром 16 и стеклянной оболочкой 17.
Пайкой тугоплавким припоем (температура плавления выше 750° С) соединены между собой детали: корпус 1, электрод 3, втулки 6, 7, стаканчик 8, мембрана 10, электрод 2, винт 5.
Многие детали машин и приборов имеют резьбу. Поверхность резьбы образует плоский контур при винтовом движении по цилиндрической или конической поверхности. При этом различные участки плоского контура могут образовывать различные соосные винтовые поверхности — прямые (см. рис. 8.8, 8.9), косые (см. рис. 8.10) или иной формы.
Наибольшее распространение получили цилиндрические и конические резьбы, т. е. резьбы, образованные на цилиндрических или конических поверхностях (деталях).
|
|
|
Резьбовое соединение— это соединение деталей с помощью резьбы, обеспечивающее их относительную неподвижность или перемещение одной детали относительно другой. В резьбовом соединении одна из деталей имеет наружную резьбу, другая — внутреннюю.
Наружная резьба — это резьба, образованная на наружной цилиндрической или конической поверхности. В резьбовом соединении наружная резьба является охватываемой поверхностью, а имеющая ее деталь носит название болт (винт и др.).
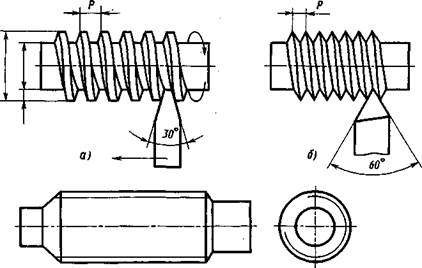
Образование наружной резьбы, например нарезанием резцом, иллюстрирует рисунок 13.2. Если резец, равномерно перемещающийся вдоль образующей, углубить в равномерно вращающуюся заготовку, то на ее поверхности образуется винтовая поверхность; вид этой поверхности зависит от формы резца. Например, на рисунке 13.2, а резьба имеет трапецеидальный профиль, а на рисунке 13.2, б — треугольный профиль.
|
| Рис. 13.2 В) |
На чертеже деталей наружную резьбу показывают условно: сплошными основными линиями по наружному диаметру резьбы и сплошными тонкими линиями по внутреннему диаметру —
А-А
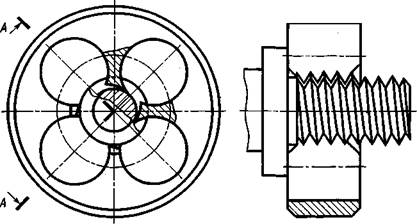
Рис. 13.3
Сбег
Длина резьбы
резьбы
с полным профилем (D
Z
Рис. 13.4
по границе впадин — рисунок 13.2, в с обозначениями, рассматриваемыми ниже. На плоскости проекций, перпендикулярной оси резьбы, тонкую линию по границе впадин делают разомкнутой в любом месте на участке около 1/4 окружности, но она не должна начинаться и кончаться у центровой линии.
Кроме нарезания резьбовыми резцами на токарно-винто-резных станках, ее можно нарезать плашками (рис. 13.3), накатывать резьбонакатными роликами или гребенками.
Если в конце резьбы резец плавно отводят от детали, то получается участок неполного профиля в зоне перехода резьбы к гладкой части детали (рис. 13.4). Такой участок называют сбегом резьбы (на рис. 13.4 сбег резьбы на длине Lx). В местах перехода от резьбового участка к торцу детали при нарезке резьбы плашкой также может оставаться участок с неполным профилем резьбы (см. рис. 13.3 слева от плашки). Этот участок называют недорезом. Его необходимо учитывать при конструировании соединений.
В тех случаях, когда необходимо плотное прилегание торцов деталей в резьбовом соединении, на одной из деталей делают цилиндрическую проточку (их форма и размеры рассмотрены ниже).
Внутренняя резьба — это резьба, образованная на внутренней цилиндрической или конической поверхности. В резьбовом соединении внутренняя резьба является охватывающей поверхностью.
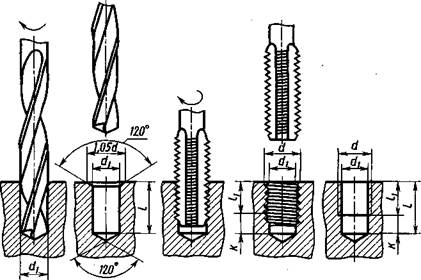
Внутреннюю резьбу нарезают резцом или с помощью специального резьбонарезного инструмента — метчика (см. рис. 13.5, в, г). Нарезание резьбы в сквозных отверстиях сравнительно просто. Более трудным является нарезание резьбы в глухих несквозных отверстиях. Такое отверстие с резьбой называют гнездом.
Последовательность получения резьбы в гнезде показана на рисунке 13.5:
а — сверление отверстия (гнезда) и обработка фаски;
б — отверстие, готовое для нарезания резьбы;
в — нарезание резьбы метчиком;
г — резьбовое гнездо (разрез);
д — резьбовое гнездо (разрез), изображаемое на чертеже.
а) б) 6) г) д)
Рис. 13.5 198
Диаметр d\ сверла выбирают по технологическим нормативам в зависимости от размера резьбы; он соответствует примерно внутреннему диаметру резьбы. Длина / — полная длина цилиндрической части отверстия. Дно гнезда, образованное режущей частью сверла, условно изображают как конус с углом при вершине, равным 120°. Глубина отверстия, которое нужно просверлить, зависит от длины резьбы с полным профилем (которую нужно нарезать) и от величины сбега резьбы. В свою очередь на деталях длину резьбы с полным профилем выбирают в зависимости от материала детали (сталь, алюминий, бронза и т. д.).
Острую кромку на торце отверстия обрабатывают на конус с углом при вершине 120° (это коническое углубление называют фаской). Размер фаски указан на рисунке 13.5, б. Наличие фаски облегчает врезание метчика. Для постепенного врезания в металл метчики имеют заборную коническую часть, которая при обработке в конце отверстия образует сбег резьбы — резьбу неполного профиля (см. рис. 13.4, г). На чертеже указывают длину резьбы с полным профилем А и длину цилиндрического отверстия / (рис. 13.5, д). Практически величина к должна быть не менее 0,5 диаметра резьбы.
Резьбовое гнездо с условным обозначением резьбы сплошными основными линиями по внутреннему диаметру резьбы и сплошными тонкими линиями по наружному диаметру показано на рисунке 13.5, д. Размеры А длины резьбы с полным профилем указывают на рабочих чертежах деталей, размер / длины цилиндрического отверстия обычно на чертежах деталей не указывают, но этот размер и диаметр dx указывают на операционных технологических эскизах на сверление гнезда (рис. 13.5, б). Размер к в чертежах не указывают, а знак диаметра d заменяют стандартным обозначением, рассматриваемым ниже.
Резьба может быть как правой, так и левой. Вращение по часовой стрелке детали с правой резьбой перемещает деталь вдоль оси в направлении от наблюдателя. Для перемещения детали с левой резьбой в направлении от наблюдателя ее вращают против часовой стрелки.
В зависимости от числа заходов (т. е. выступов или канавок) резьбы подразделяют на однозаходные и многозаходные (двухзаходные, трехзаходные и т. д.). В производстве выступ резьбы называют также винтовой ниткой. Пример двухзаход-ной винтовой линии приведен выше (см. рис. 7.7).
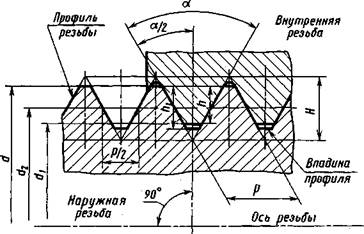
Рис. 13.6
Основные параметры резьбы. На рисунке 13.6 изображен профиль резьбы (сопряженных, свинченных внутренней и наружной резьб) и обозначены его основные параметры.
Ось резьбы — прямая, относительно которой происходит винтовое движение плоского контура, образующего резьбу.
Профиль резьбы — контур сечения резьбы в плоскости, проходящей через ее ось. В промышленности, как правило, применяют стандартные профили резьбы, некоторые из которых рассмотрены ниже. Детали с наружной резьбой трапециеидаль-ного и треугольного профиля (см. рис. 13.2, а, б).
Боковыми сторонами профиля называют прямолинейные участки профиля, принадлежащие винтовым поверхностям.
Участки профиля, соединяющие боковые стороны выступов или канавок, называют соответственно вершиной или впадиной профиля.
Из числа основных количественных параметров резьбы отметим: угол профиля а — угол между боковыми сторонами профиля; углы наклона боковых сторон профиля Р, у — углы между боковыми сторонами профиля и перпендикуляром к оси резьбы; для резьб с симметричным профилем углы наклона равны половине угла профиля а/2; рабочая высота профиля h — высота соприкосновения сторон профиля наружной и внутренней резьбы в направлении, перпендикулярном к оси резьбы: длина свинчивания — длина соприкосновения винтовых поверхностей наружной и внутренней резьбы в осевом направлении.
Параметры, относящиеся только к цилиндрическим резьбам, следующие: высота исходного профиля Н- — высота остроугольного профиля, полученного путем продолжения боковых сторон профиля до их пересечения (если профиль построен исходя из треугольника); высота профиля hx; шаг резьбы р — расстояние между соседними одноименными боковыми сторонами профиля в направлении, параллельном оси резьбы; ход резьбы / — расстояние между ближайшими боковыми сторонами профиля, принадлежащими одной и той же винтовой поверхности, в направлении, параллельном оси резьбы; ход резьбы есть величина относительного осевого перемещения винта (гайки) за один оборот; в однозаходных резьбах ход равен шагу, в мно-гозаходных — произведению числа заходов я на шаг: / = рп; угол подъема резьбы у — угол, образованный касательной к винтовой линии в точке, лежащей на среднем диаметре резьбы, и плоскостью, перпендикулярной к оси резьбы, угол \|/ определяется зависимостью:
/ рп
наружный диаметр резьбы d — диаметр воображаемого цилиндра, описанного вокруг вершин наружной резьбы или впадин внутренней резьбы; внутренний диаметр dx — диаметр воображаемого цилиндра, вписанного во впадины наружной резьбы или вершины внутренней резьбы; средний диаметр резьбы d2 — диаметр воображаемого соосного с резьбой цилиндра, образующие которого пересекают профиль резьбы в точках, где ширина канавки равна половине номинального шага резьбы.
Конкретные значения таких параметров, как форма профиля, наружный диаметр, шаг, направление винтовой поверхности (правая или левая резьба), число заходов, отражают в условном буквенно-цифровом обозначении резьбы. Соответствующие примеры рассмотрены ниже.
По эксплуатационному назначению резьбы подразделяют на крепежные (метрические, дюймовые), крепежно-уплотнитель-ные (трубные, конические), ходовые (трапецеидальные, упорные), специальные.
Все резьбы, используемые на практике, можно разделить на две группы:
стандартные (все резьбы с установленными стандартами параметрами: профилем, шагом, диаметром и соотношениями
между ними). Стандартные резьбы составляют основную массу применяемых резьб;
нестандартные, или специальные, например прямоугольная и квадратная резьбы.
Стандартная метрическая резьба. Метрическая резьба является основным типом крепежной резьбы треугольного профиля (см. рис. 13.6) с углом профиля <х=60°. Ее используют также в деталях приборов. Размеры элементов метрической резьбы задают в миллиметрах. Для метрической резьбы в ГОСТ 8724—81 установлены следующие значения шага, мм: 0,075; 0,08; 0,09; 0,1; 0,125; 0,15; 0,175; 0,2; 0, 225; 0,25; 0,3; 0,35; 0,4; 0,45; 0,5; 0,6; 0,7; 0,75; 0,8; 1,0; 1,25; 1,5; 1,75; 2 и далее до 6 через 0,5 мм. Для метрической резьбы общего назначения установлены диаметры в диапазоне от 0,25 до 600 мм и шаги в указанном выше интервале. Метрическая резьба диаметров от 1 до 600 мм делится на два типа: с крупным шагом (для диаметров от 1 до 68 мм) и с мелкими шагами (для диаметров от 1 до 600 мм). Каждому диаметру резьбы соответствуют определенные шаги (крупные и мелкие).
Все стандартные диаметры резьб разделены на 1, 2 и 3-й ряды. Каждый из них имеет резьбы с крупным и мелким шагом. Их значения для диаметров от 10 до 64 мм приведены, например, в таблице 6.1 «Справочника по машиностроительному черчению». При этом каждому диаметру резьбы соответствует только один ряд (диаметры резьбы в рядах не повторяются).
Стандарт рекомендует при выборе резьб предпочитать первый ряд второму, второй третьему. Так, например, если по конструктивным соображениям допустимо использование резьб диаметром 14, 15 или 16 мм (см. табл. VII.2), то должна быть использована резьба с диаметром 16 мм.
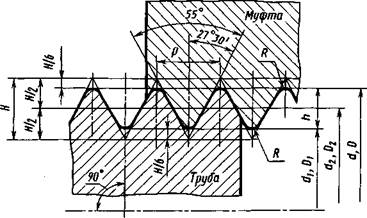
Трубная цилиндрическая резьба. Эту резьбу используют для соединений в трубопроводах, цилиндрических резьбовых соединениях. Профиль этой резьбы (рис. 13.7) — равнобедренный треугольник с углом а=55°, вершины и впадины профиля закруглены, а в соединении между вершинами и впадинами наружной и внутренней резьбы отсутствуют зазоры. Трубная резьба разработана в дюймовой системе (1 дюйм = 1" = 25,4 мм) и имеет мелкие шаги. Шаг трубной резьбы задают косвенным способом: указывают число ниток резьбы, укладывающихся на 1". Это число ниток стандартизовано в пределах от 28 до 11.
|
| Ось резьбы |
Рис. 13.7
Обозначение размера трубной резьбы имеет особенность, которая заключается в том, что размер резьбы задается не наружным диаметром трубы, на котором нарезается резьба, а величиной внутреннего диаметра трубы. Он называется диаметром трубы «в свету» и определяется как условный проходной размер трубы. Объяснение этой условности состоит в том, что конструктивный расчет трубопроводов ведется по условным проходам трубопроводов, арматуры и соединительных частей.
Например, трубная резьба в 1" нарезается снаружи на трубе, которая имеет внутренний диаметр, равный 1" (25,4 мм); размер же наружного диаметра всегда больше диаметра «в свету» на две толщины стенки трубы. Размеры некоторых трубных цилиндрических резьб, установленные ГОСТ 6357—81, приведены, например, в таблице 6.8 «Справочника по машиностроительному черчению».
Трубная коническая резьба. В соединениях топливных, масляных, водяных и воздушных трубопроводов машин широко применяют коническую трубную резьбу, обеспечивающую хорошую герметичность соединений без применения специальных уплотнений. Трубные конические резьбы (рис. 13.8) имеют два варианта профиля резьбы (при исходном профиле в форме равнобедренного треугольника):
закругленный профиль с углом профиля а=5 5° (размер этой трубной конической резьбы стандартизован ГОСТ 6211—81);
дюймовый с углом профиля <х=60° (размеры этой конической дюймовой резьбы установлены ГОСТ 6111—52).
| Рис. 13.8 |
 Внутренняя резьд~а
Внутренняя резьд~а
Линия, параллельная
Конусность поверхностей, на которых нарезают резьбу, обычно равна 1:16 (обозначение конусности см. на рис. 13.8 вверху слева). Биссектриса угла профиля перпендикулярна оси резьбы.
Диаметральные размеры конических резьб устанавливают в основной плоскости, которая перпендикулярна к оси и отстоит от торца детали с наружной резьбой на расстоянии /, регламентированном стандартами на конические резьбы. В основной плоскости диаметры резьбы равны номинальным диаметрам трубной цилиндрической резьбы.
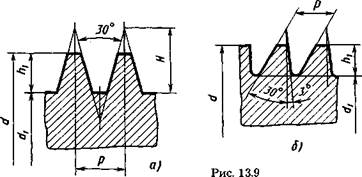
Резьба трапецеидальная (ГОСТ 24738—81). Профиль резьбы — равнобочная трапеция с углом профиля 30° между боковыми сторонами (рис. 13.9, а). Стандартизована для диаметров от 10 до 640 мм с шагами от 2 до 48 мм. Для каждого диаметра стандарт предусматривает три различных шага.
Резьба упорная (рис. 13.9, б). Стандартизована для диаметров от 10 до 600 мм с шагами от 2 до 24 мм. Для каждого диаметра резьбы предусмотрены три различных шага. Имеет несимметричный профиль и предназначена для ходовых винтов с большой односторонней нагрузкой (тиски, домкраты, прессы и др.).
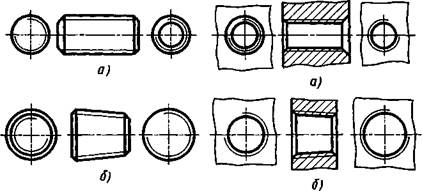
Изображение резьб. Примеры изображения наружной цилиндрической и конической резьбы на всей длине детали приведены на рисунке 13.10 (см. также рис. 13.2, в), внутренней цилиндрической и конической резьбы — на рисунке 13.11 (см. также рис. 13.5, д).
Фаску, размер которой совпадает с глубиной резьбы, в проекции на плоскость, перпендикулярную оси резьбы, не изображают. Поэтому на рисунках 13.10, а и 13.11,. о на виде слева фаска не изображена, а на виде справа фаска показана, так как она значительно больше глубины резьбы.
Невидимую резьбу изображают штриховыми линиями одинаковой толщины по наружному и внутреннему диаметрам.
|
| Рис. 13.10 Рис. 13.11 |
Линию, определяющую границу резьбы, наносят в конце полного профиля резьбы (до начала сбега). Границу резьбы проводят всегда до линии наружного диаметра резьбы и изоб-
|
| Рис. 13.13 |
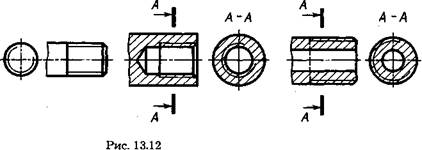
ражают, когда она видима, сплошной основной линией (рис. 13.12).
Штриховку в разрезах и сечениях доводят до сплошной толстой линии, т. е. до линии наружного диаметра наружной резьбы (рис. 13.13) и до линии внутреннего диаметра внутренней резьбы (см. рис. 13.12).
Сбег резьбы, если необходимо, изображают сплошной тонкой линией. Примеры изображения сбега резьбы приведены на рисунке 13.14 для наружной (а) и внутренней (б) резьбы. За сбегом резьбы при нарезании резьбы в упор (см. рис. 13.14, а) может оставаться участок без резьбы, называемый недоводом.В результате сбега резьбы и недовода возникает недорез резьбы (см. рис. 13.14, а). Наличие недореза резьбы необходимо учитывать при конструировании резьбовых соединений, а длину полного профиля указывать в чертежах с учетом стандартной длины недореза.
|
| Сбег резьйы |
| Недорез | ||||
| ^СЛг | ||||
| 1 | ||||
| Не | доОо | 1 —»• - | -*---- |
а)
Рис. 13.14
Рис. 13.15
| шллсз |
|
| б) |
| а) |
| Рис. 13.16 |
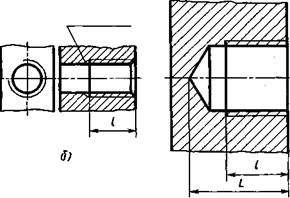
Если глухое отверстие с резьбой выполняют в стенке детали, которая является герметичной или вакуумно-плотной (рис. 13.15), то обязательно указывают глубину L отверстия под резьбу до вершины гнезда наряду с длиной / резьбы полного профиля.
Когда конец резьбы в глухом отверстии расположен близко к дну отверстия, на чертежах, по которым резьба не выполняется (например, в сборочных чертежах), допускается условно изображать резьбу до конца отверстия.
Профили резьб при необходимости (например, с нестандартным профилем) показывают на изображении детали (рис. 13.16) или как выносной элемент (см. рис. 13.19, и).
На разрезах резьбового соединения изображают только ту часть внутренней резьбы, которая не закрыта внешней резьбой (рис. 13.17).
Если через резьбу проходит отверстие или прорезь, то ее изображают условно, прерывая сплошную тонкую линию в местах расположения отверстия или прорези (рис. 13.18, а).
ч
|
|
|
|
|
Дата добавления: 2014-11-06; Просмотров: 2637; Нарушение авторских прав?; Мы поможем в написании вашей работы!