КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Автоматы и линии последовательно-параллельного действия
|
|
|
|
По схеме последовательно-параллельного действия создаются наиболее производительные автоматы и все многопоточные автоматические линии.
На рис. V-19 показаны схемы различных вариантов автоматов и линий параллельно-последовательного действия.
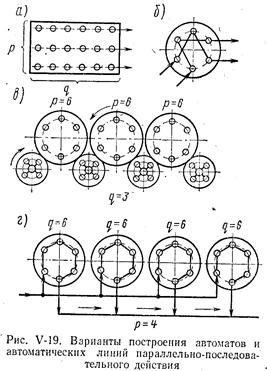
На схеме (рис. V-19, а) представлена система из р параллельных потоков с линейно расположенными последовательными позициями. По такой схеме строят автоматические линии с жесткой связью, когда после каждого шага транспортера две или несколько деталей последовательно перемещаются на очередные позиции для обработки.
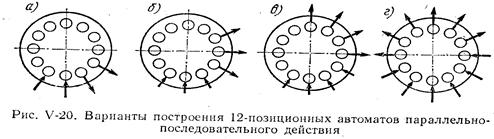
По схеме (рис. V-19, б) работают автоматы параллельно-последовательного действия с расположением рабочих позиций по окружности. По этой схеме имеется множество различных конструктивных вариантов. Так, 12-позиционный автомат (рис. V-20) можно спроектировать в четырех вариантах:
а) с возможностью осуществления шести последовательных операций двумя параллельными потоками; в этом случае шпиндельный блок поворачивается на 60°;
б) с возможностью осуществления четырех последовательных операций тремя потоками; при этом необходим поворот на 90°;
в) с возможностью осуществления трех последовательных операций четырьмя потоками (поворот на 120°);
г) с возможностью осуществления двух последовательных операции шестью параллельными потоками (при повороте на 180°).
С увеличением числа позиций в автомате параллельно-последовательного действия количество возможных комбинаций возрастает.
Автоматические линии последовательно-параллельного действия можно строить по двум основным вариантам:
1) линии из автоматов параллельного действия, соединенных последовательно; если эти автоматы роторного типа, автоматические линии также называются роторными;
2) линии из многошпиндельных автоматов последовательного действия, соединенных параллельно.
На рис. V-19, в изображена схема автоматической линии из роторных автоматов, связанных между собой транспортными роторами. В каждом роторе параллельно (со смещением по фазе) обрабатываются пять деталей. На каждом из роторов выполняется одна операция; детали, перемещаясь последовательно с одного ротора в другой, постепенно проходят весь процесс обработки. На рис. V-19, г представлена схема автоматической линии, состоящая из многошпиндельных автоматов последовательного действия, работающих параллельно.
В автоматах последовательно-параллельного действия в обработку поступает р изделий, которые выдаются за один рабочий цикл. Отсюда производительность
 .
.
Технологический процесс обработки общей длительностью tро дифференцирован на q рабочих позиций, следовательно, время рабочего хода tp = tpо/q. Длительность рабочего цикла
 .
.
Величину длительности холостых ходов (время поворота шпиндельного блока, движения шагового транспортера), также как и для автоматов последовательного действия, считаем независимой от числа позиций.
Внецикловые потери одного потока, так же как и для автоматов последовательного действия,
 , (V-17)
, (V-17)
где å Сi – потери одного комплекта инструмента; tе – потери одного комплекта механизмов и устройств (одной позиции).
Так как все р потоков сблокированы (при отказе любого элемента выходит из строя весь автомат), суммарные потери
 . (V-18)
. (V-18)
Подставляя значения Т и å tп в формулу производительности, получаем
 . (V-19)
. (V-19)
Подставляя в (V-19) значения Ко = 1/tpo получаем
 . (V-20)
. (V-20)
Нетрудно заметить, что приведенная формула производительности автоматов параллельно-последовательного действия является наиболее общей. Принимая р=1, получаем автоматы с последовательным действием; если q =1, то имеем автоматы параллельного действия.
Диаграмма производительности автоматов параллельно- последовательного действия (рис.V-21) показывает, что и здесь имеется максимум производительности при определенном значении qmax. При этом чем больше число параллельных потоков, тем выше призводительность и ниже значение qmax.
Величину qmax можно получить, взяв производную dQpq/(dq) и приравняв ее нулю:
 . (V-21)
. (V-21)
В отличие от автоматов автоматические линии последовательно-параллельного действия имеют, как правило, потоки (см. рис. V-20,г), число которых не влияет на величину внецикловых потерь; следовательно, внецикловые потери линии определяются только потерями последовательно сблокированных станков одного потока:
 .
.
Производительность автоматических линий последовательно-параллельного действия с гибкой связью
 . (V-22)
. (V-22)
Как видно, автоматы и автоматические линии последовательно-параллельного действия обладают наиболее высоким потенциалом производительности К = Корq. Однако большое количество сблокированных воедино механизмов, устройств и инструментов обуславливает высокие внецикловые потери. Поэтому чем сложнее автомат (выше значения p и q), тем выше требования к надежности работы механизмов и устройств, стойкости и стабильности инструментов, уровню системы эксплуатации.
|
|
|
|
|
Дата добавления: 2014-11-25; Просмотров: 2428; Нарушение авторских прав?; Мы поможем в написании вашей работы!