КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Автоматы и линии параллельного действия
|
|
|
|
Для многих процессов, например обработка давлением (штамповка, вытяжка, пробивка, обрезка, чеканка и т. д.), сборка, контроль и др., длительность составных операций дифференцированного технологического процесса весьма мала (порядка одной секунды и менее). Это практически исключает возможность дальнейшего дифференцирования технологического процесса путем дробления составных операций.
Концентрация разноименных операций в многопозиционных автоматах, как правило, нерациональна, так как время обработки меньше времени холостого хода (поворота шпиндельного блока). Для таких операций более целесообразно создание многопозиционных автоматов параллельного действия с концентрацией одноименных операций.
В основе создания автоматов параллельного действия использованы однопозиционные машины, выполняющие отдельные операции дифференцированного технологического процесса (см. рис. V-5, б).
Однако любая однопозиционная машина (рис. V-16, а) имеет ограниченную производительность; при, более высоких требованиях приходится применять несколько параллельно работающих машин, выполняющих одни и те же операции (рис. V-16, б). При объединении таких автоматов в одну конструкцию появляется простейший автомат параллельного действия (рис. V-16, и), который представляет собой, по существу, группу однопозиционных автоматов, скомпонованных на одной станине. Это позволяет не только сократить занимаемую площадь, но и упростить конструкцию по сравнению с отдельными автоматами. Например, привод получается общий, а число электродвигателей и их мощность уменьшаются. Вместе С тем отказы на любом из шпинделей вызывают простои всех остальных, чего нет в отдельных однопозиционных автоматах.
Более удобным с точки зрения обслуживания является автомат с расположением рабочих шпинделей по окружности (рис. V-16, г), как более компактный. Однако при ручной загрузке полуавтомат нельзя пустить, пока все заготовки не будут сменены. С этой точки зрения более приемлемой является схема на рис. V-16, д. Здесь автомат или полуавтомат имеет центральный распределительный вал с равномерным вращением, а блок шпинделей остается неподвижным.
При вращении распределительного вала, на котором закреплены кулачки всех механизмов, циклы обработки на всех шпинделях смещаются по фазе (см. рис. V-8, б). Иными словами, если на одном шпинделе происходит загрузка, то на втором в это время — зажим заготовки, на третьем — обработка и т. д.
Неудобство такой схемы заключается в том, что при ручной загрузке-выгрузке рабочий вынужден ходить вокруг станка одновременно с вращением распределительного вала, так как зона загрузки-выгрузки меняется, следуя вращению кулачка. При автоматической загрузке по той же самой причине станки практически невозможно встраивать в автоматическую линию. Производительность автоматов параллельного действия, построенных по всем трем указанным схемам (рис. V-16, в, г, д), остается практически постоянной.
Производительность автоматов параллельного действия существенно не меняется и в том случае, если, не изменяя характера относительных перемещений, остановить распределительный вал и дать вращение столу автомата (рис. V-16, е). Обработка деталей в этом случае производится при непрерывном вращении стола, на.ходу.
Такие автоматы получили название роторных, и нашли широкое применение в самых различных отраслях производства.
При большом количестве позиции расположение их по окружности становится невыгодным из-за большого холостого пространства в центре. В этих случаях применяется конвейерная схема компоновки (рис. V-16, ж).
Роторный принцип работы дает возможность производить загрузку и съем обрабатываемых деталей всегда в одной зоне, что позволяет легко встраивать автоматы в линию, а при ручной загрузке обеспечивать максимальную простоту и удобства. Таким образом, применение роторных автоматов особенно эффективно при обработке мелких деталей простой конфигурации круглого или прямоугольного сечения, с короткими рабочими циклами, высокой частотой загрузки и выгрузки заготовок.
По окружности рабочего ротора (рис. V-17, а), который имеет непрерывное транспортное движение, расположены рабочие шпиндели, которые включают инструментальные блоки для выполнения заданных операций (на рис. V-17, б—пуансон и матрица для штамповки изделий типа колпачков). Под действием системы неподвижных торцовых копиров, расположенных сверху и снизу, некоторые элементы инструментальных блоков (пуансоны, выталкиватели и т. д.) получают в процессе вращения ротора осевые перемещения, которые являются технологическими движениями (рис. V-17, б).
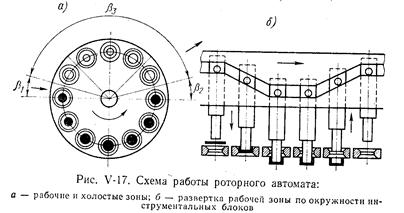
При вращении рабочего ротора посредством транспортного ротора, заталкивателя или вручную заготовки поступают на ходу в рабочие позиции, оснащенные инструментальными блоками. Затем на ходу в той же зоне b 1 происходит быстрый подвод инструмента; после этого — технологическое перемещение (штамповка, вытяжка и т. д.), а в зоне b 2 — отвод инструмента. При прохождении зоны b 3 инструментальный блок находится в раскрытом, исходном положении. За это время производятся съем готового изделия, свободный пробег (в это время может производиться осмотр инструмента, его замена, очистка и т. д.) и загрузка новой заготовки.
Таким образом, роторная машина характеризуется тем, что орудия обработки (инструментальные блоки) перемещаются непрерывно по окружности и многократно дискретным образом воздействуют на обрабатываемые объекты, которые перемещаются по окружности с той же транспортной скоростью и вступают однократно в контакт с орудиями обработки.
Выше, на рис. 1-12, а, был показан роторный сборочный автомат, который состоит из рабочего сборочного ротора и двух транспортных роторов — загрузки и выгрузки. Транспортный ротор загрузки — двухъярусный, передача изделий в рабочий ротор происходит на ходу в зоне соприкосновения благодаря синхронному вращению с одинаковой транспортной скоростью. После загрузки собираемых изделий происходит их сближение благодаря осевым перемещениям ползунов и штоков, приводимых в действие от неподвижных копиров, и их сборка. Скорость движения ползунов определяет технологическую скорость сборки. Выдача готовых изделий производится одноярусным транспортным ротором.
Преимуществом роторных автоматов является не только малая инерционность системы, позволяющая вести обработку малой длительности с производительностью до 800—1200 об/мин, но и стационарность всех рабочих зон, идентичность конструкции загрузочных и разгрузочных устройств, что дает возможность легко и просто создавать автоматические роторные линии.
Вместе с тем принципиальная основа всех автоматов параллельного действия, в том числе роторных, является одинаковой — идентичны все методы анализа и синтеза.
При анализе производительности автоматов параллельного действия необходимо учитывать влияние тех же факторов, что и для автоматов последовательного действия.
Очевидно, в автомате параллельного действия за один рабочий цикл выдается не одна, а р готовых изделий:
 . (V-13)
. (V-13)
Время обработки детали в автоматах параллельного действия по сравнению с однопозиционной машиной (см. рис. V-16, а) не изменяется, следовательно, К = Ко, tp = const.
Суммарные внецикловые потери по сравнению с однопозиционной машиной возрастают в р раз, так как р рабочих позиций имеют р комплектов инструментов для полной обработки детали. Число механизмов по сравнению с однопозиционной машиной также увеличивается в р раз.
Следовательно, производительность автоматов параллельного действия можно выразить формулой
 . (V-14)
. (V-14)
По этой же формуле определяют и производительность конвейерных автоматов (см. рис. V-16, ж).
В случае, если имеется группа из р однопозиционных автоматов, работающих параллельно (см. рис. V-16, б), производительность, естественно, увеличивается в р раз, так как внецикловые потери сохраняются на прежнем уровне. Производительность группы независимо работающих автоматов определяется по формуле
 . (V-15)
. (V-15)
Как показывают графики (рис. V-18, а), в противоположность машинам последовательного действия автоматы параллельного действия не имеют точки максимума производительности. Увеличение числа параллельных позиций не может привести к падению производительности. Однако это вовсе не означает, что производительность можно повысить беспредельно только путем одного увеличения числа позиций. Графики показывают, что постепенно рост производительности замедляется, асимптотически приближаясь к некоторому пределу, величину которого можно определить при условии р ® ¥:
 . (v-16)
. (v-16)
Все методы повышения производительности роторных (см. рис. V-16, е) и конвейерных (см. рис. V-16, ж) автоматов — увеличение числа позиций машины, повышение скорости вращения роторов по окружности — справедливы и по отношению к стационарным автоматам параллельного действия (см. рис. V-16, в). Формула (V-16) позволяет оценить возможный рост производительности при проведении этих мероприятий.
При повышении окружной скорости ротора или конвейера угол рабочего хода a = 360° — b 1 — b 2 — b з (см. рис. V-17, а) остается неизменным, а время рабочих ходов сокращается, следовательно, увеличивается значение К. Однако фактическая производительность при этом растет непропорционально повышению скорости вращения из-за снижения коэффициента использования машины. Как следует из рис. V-18, б, повышение технологической производительности при постоянном числе позиций р имеет свой потолок, определяемый величиной внецикловых потерь машины. Аналогичный потолок имеет и создание роторных и конвейерных машин с увеличенным количеством рабочих позиций.
Графики (рис. V-18, б) показывают, что, хотя производительность при этом монотонно возрастает, наступает момент, когда дальнейшее увеличение р бессмысленно, так как выигрыш в производительности становится ничтожным, а стоимость растет.
Анализ производительности показывает, что наиболее эффективно повышение производительности роторных и конвейерных машин при малом значении внецикловых потерь, поэтому их широко применяют для операций рубки, штамповки, контроля, физико-химической и другой обработки.
Автоматические линии параллельного действия представляют собой систему параллельно работающих однопозиционных автоматов (см. рис. V-16, б), объединенных системой автоматической транспортировки изделий.
|
|
|
|
|
Дата добавления: 2014-11-25; Просмотров: 2093; Нарушение авторских прав?; Мы поможем в написании вашей работы!