КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Устройства для удаления стружки
|
|
|
|
Поворотные устройства
В автоматических линиях для обработки корпусных деталей применяют поворотные устройства, которые позволяют изменять ориентацию деталей на отдельных участках линии.
Конструкция и привод поворотного устройства должны обеспечивать возможность совмещения времени его работы а машинным или вспомогательным временем обработки детали.
Управление поворотным устройством желательно осуществлять от имеющихся уже на линии гидропанелей, чтобы не усложнять гидросистему и блокировку ее отдельных механизмов.
В зависимости от принятой технологии обработки на линиях применяются следующие поворотные устройства: барабаны для поворота детали вокруг горизонтальной оси (рис.244,а); столы для поворота детали вокруг вертикальной оси (рис. 244,б) и кантователи для поворота детали вокруг наклонной оси (рис.244,в).
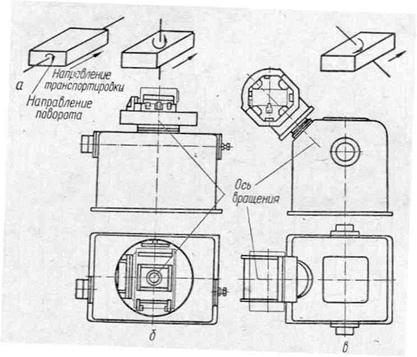
Рис. 244. Типы поворотных устройств.
При обработке материалов резанием часть материала заготовки превращается в стружку; эта часть составляет в среднем 15–25% общего веса металла.
Стружку, которая скапливается у станков, в обычных условиях убирают вручную при помощи лопаты и тачки. Такой метод уборки стружки недопустим в автоматических линиях, где должны быть предусмотрены устройства как для стружкозавивания или дробления
стружки, так и автоматически действующие конвейеры для ее уборки.
Оставаясь в отверстиях после сверления, при нарезании резьбы стружка вызывает поломку метчиков и т. п. Для предотвращения поломки инструментов стружку выдувают из отверстий сжатым воздухом или высыпают с помощью специальных встряхивающих устройств. Для облегчения отвода стружки из рабочей зоны суппортам придают вертикальное или наклонное положение, а в станинах делают окна и каналы для удобного отвода ее.
Для удаления стружки от станков применяют конвейеры с непрерывным замкнутым движением несущих рабочих органов, транспортеры с возвратно-поступательным движением несущего органа и транспортеры с винтовой рабочей поверхностью.
К конвейерам с непрерывным замкнутым движением несущих рабочих органов, состоящих из рабочей и холостой ветвей,. относятся ленточные конвейеры со стальной и прорезиненной. лентой, пластинчатые, коробчатые, скребковые и др. Они широко применяются, особенно в линиях из агрегатных станков В этом случае ленточный транспортер проходит сквозь станины станков. Для прохода его в станинах предусмотрены соответствующие окна (рис.246).
Недостатком таких конвейеров являются большие габаритные размеры, конвейеры часто забиваются стружкой и выходят из строя.
К транспортерам с возвратно-поступательным движением несущего органа относятся ершовые, скребковые, вибрационные и др. Они менее громоздки, но их нельзя изготовлять большой длины. Недостатком их является наличие инерционных нагрузок, вызывающих повышенный износ механизмов. Лучшим из этих конструкций является вибрационный транспортер, получивший в последнее время значительное распространение.
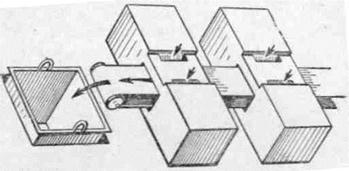
Рис. 246. Ленточный транспортер для уборки стружки.
Транспортеры с винтовой рабочей поверхностью (шнековые) имеют большое распространение; они просты и надежны в работе. Основным узлом их (рис.247) является винт (шнек) изготовленный из стальной трубы с наваренными витками из прочной стали. Винты укладываются без зазора в чугунное корыто.
Тип транспортера выбирается в зависимости от вида линии, материала обрабатываемой детали, величины припуска на обработку и других условий.
ЧАСТЬ 2
|
|
|
|
|
Дата добавления: 2014-11-25; Просмотров: 821; Нарушение авторских прав?; Мы поможем в написании вашей работы!