КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Лабораторная работа 6. Выбор и обоснование режимов отжига заготовок и закалки стальных изделий
|
|
|
|
Цель работы – экспериментально доказать, что необходимым (но недостаточным) условием закалки стальных изделий является их нагрев: – выше точки Ас3 диаграммы «Fe–C» изделий из доэвтектоидных сталей (детали машин и станков), – выше точки Ас1 (727°С) изделий из заэвтектоидных сталей (инструментов). Доказательство следует получить методом пробных закалок. Кроме того, использование метода пробных закалок позволяет определить: 1) температуры критических точек Ас3 доэвтектоидных сталей, содержание углерода в которых неизвестно;. 2) концентрацию углерода в этих сталей и, следовательно, их марки; 3) температуры закалки (и отжига) изделий из доэвтектоидных сталей.
Отжиг и закалка – основные операции термической обработки стальных заготовок или изделий.
Любая операция термической обработки состоит из следующих технологических приемов:
1) нагрев изделия до заданной температуры;
2) выдержка с продолжительностью, обеспечивающей прогрев заготовки (изделия) во всем объеме до заданной температуры;
3) охлаждение заготовки (изделия) до цеховой температуры.
Структура и, следовательно, свойства изделия зависят, прежде всего:
1) от температуры нагрева;
2) от скорости охлаждения.
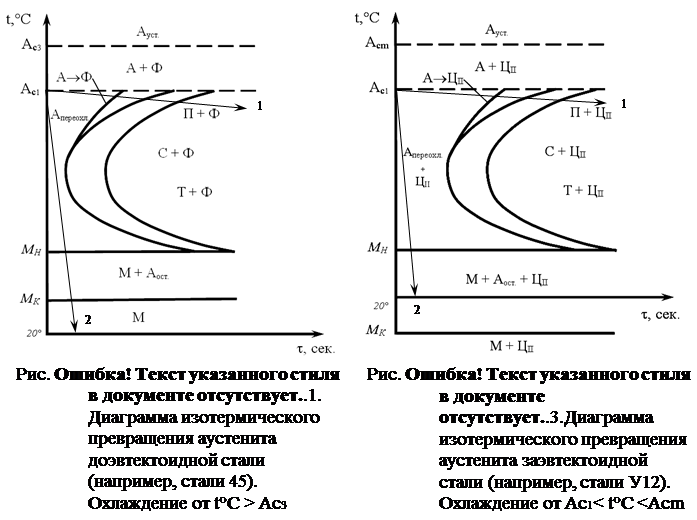
Температуру нагрева заготовки или изделия во всех случаях выбирают по диаграмме состояния сплавов «Fe-C», а скорость охлаждения – по диаграмме изотермического превращения аустенита («С-образная» диаграмма).
Для выбора температур нагрева для отжига заготовок и закалки стальных изделий необходимо знать температуры критических точек стали Ас1 и Ас3 диаграммы «Fe-C» (см. рис.6.1).
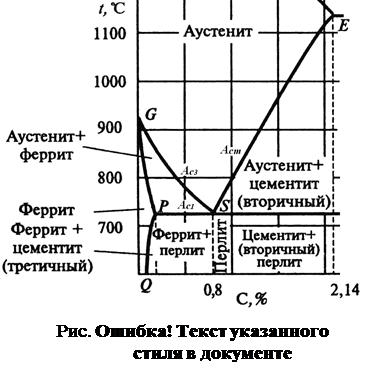 Нагрев заготовок (изделий) из доэвтектоидных сталей (%С<0,8) немного выше точки Ас3 (см. рис.6.1) обеспечивает формирование во всем их объеме мелких зерен аустенита. Эти зерна образуются при температуре точки Ас1 (727°С), и их количество растет в интервале температур нагрева «Ас1–Ас3» в результате перестройки кристаллической решетки феррита (§) в решетку аустенита (S). Это полиморфное превращение сопровождается образованием мелких зерен (в данном случае аустенита). Известно, что измельчение зерен в результате полиморфного превращения называется перекристаллизацией.
Нагрев заготовок (изделий) из доэвтектоидных сталей (%С<0,8) немного выше точки Ас3 (см. рис.6.1) обеспечивает формирование во всем их объеме мелких зерен аустенита. Эти зерна образуются при температуре точки Ас1 (727°С), и их количество растет в интервале температур нагрева «Ас1–Ас3» в результате перестройки кристаллической решетки феррита (§) в решетку аустенита (S). Это полиморфное превращение сопровождается образованием мелких зерен (в данном случае аустенита). Известно, что измельчение зерен в результате полиморфного превращения называется перекристаллизацией.
Нагрев стали значительно выше температуры Ас3 вызывает заметный рост зерен аустенита.
Нагрев заготовок (изделий) из заэвтектоидных сталей (%C>0,8) немного выше точки Ас1 (727°С) (см. рис.6.1) обеспечивает формирование во всем объеме изделия мелких зерен аустенита в результате перекристаллизации при этой температуре. При этом в структуре сохраняются зерен цементита вторичного (см. рис.6.1). Нагрев заготовок (изделий) в интервале температур «Ас1–Асm» (см. рис.6.1) вызывает растворение зерен цементита и рост аустенитных зерен.
Стальные заготовки, которые получают главным образом путем горячего деформирования слитков, а также литьем, сваркой, штамповкой и т.п., имеют повышенные значения твердости (НВ) и предела прочности (σ в), а также неудовлетворительную крупнозернистую структуру. Это затрудняет обработку заготовок в процессе производства из них деталей и инструментов и понижает свойства этих изделий.
|
|
|
|
|
Дата добавления: 2014-11-25; Просмотров: 612; Нарушение авторских прав?; Мы поможем в написании вашей работы!