КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Термическая обработка инструментов из быстрорежущей стали Р6М5
|
|
|
|
Необходимо помнить, что быстрорежущие стали, в отличие от всех других инструментальных сталей, упрочняются не при закалке, а при отпуске инструментов в результате дисперсионного твердения.
Дисперсионное твердение стали Р6М5 – это её упрочнение при отпуске в результате выделения из пересыщенного углеродом и легирующими компонентами мартенсита большого количества (~1017 1/см3) очень мелких, т.е. дисперсных частиц карбидов легирующих компонентов, которые являются препятствиями (барьерами) на пути перемещения дислокаций и поэтому упрочняют сталь.
Термическая обработка инструментов из быстрорежущих сталей состоит из двух операций: закалки и отпуска.
 Закалка инструментов из стали Р6М5. Температура закалки инструментов из стали Р6М5 равна 1210°…1230°С. Цель закалки – получение пересыщенного углеродом и легирующими компонентами мартенсита для того, чтобы в процессе отпуска обеспечить выделение из него наибольшего количества дисперсных карбидов этих компонентов и упрочнить инструмент.
Закалка инструментов из стали Р6М5. Температура закалки инструментов из стали Р6М5 равна 1210°…1230°С. Цель закалки – получение пересыщенного углеродом и легирующими компонентами мартенсита для того, чтобы в процессе отпуска обеспечить выделение из него наибольшего количества дисперсных карбидов этих компонентов и упрочнить инструмент.
Температуры закалки инструментов из быстрорежущих сталей особенно высоки (у сталей некоторых марок до 1280°…1300°С), т. к. их карбиды обладают большой устойчивостью против растворения в аустените. Температурный интервал перехода растворимых карбидов (Кп, КII) в аустенит стали Р6М5 составляет 860°C (температура Ас1 этой стали) – 1220°С. Чем выше температура закалки в этом интервале, тем больше карбидов растворяется в аустените и тем выше концентрация углерода и легирующих компонентов в мартенсите стали Р6М5 после охлаждения инструментов до цеховой температуры: превращение аустенита в мартенсит заключается в перестройке кристаллической решётки, которое протекает без изменения химического состава фаз – содержание углерода и легирующих компонентов в мартенсите такое же, что и в аустените.
По этой причине с повышением температуры закалки:
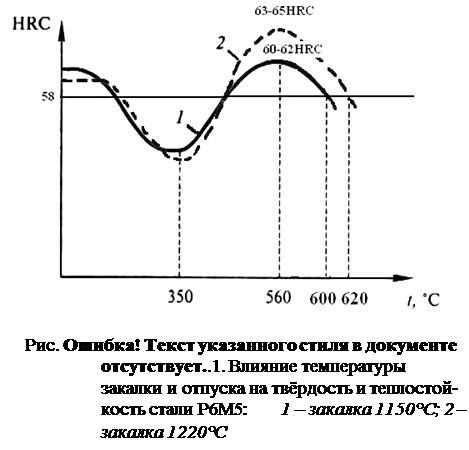
1) увеличиваются твёрдость и теплостойкость стали после отпуска инструментов благодаря тому, что в процессе отпуска возрастает количество дисперсных карбидных частиц легирующих компонентов, выделяющихся из мартенсита (см. рис.9.1);
2) растут зёрна аустенита. Это приводит к уменьшению предела прочности (sизг.) и ударной вязкости (КС) стали;
|
|
|
|
|
Дата добавления: 2014-11-25; Просмотров: 2002; Нарушение авторских прав?; Мы поможем в написании вашей работы!