КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Производство труб
|
|
|
|
ПРОКАТНОЕ ПРОИЗВОДСТВО
ОБРАБОТКА МЕТАЛЛА ДАВЛЕНИЕМ
Прокатке подвергается около 75 % выплавленной стали. Прокатка (рис. 6.4) бывает продольной (а), поперечной (б), поперечно-винтовой (в).

Рис. 6.4. Виды прокатки:
а) продольная; б) поперечная; в) поперечно-винтовая; 1 - валки; 2 - заготовка
Слитки сначала поступают на мощные обжимные станы продольной прокатки: квадратные — на блюминги (для получения блюмов - балок квадратного сечения со скругленными углами со стороной от 150 до 450 мм), прямоугольные - на слябинги для получения слябов — прямоугольных заготовок для листового проката. Далее слябы поступают на листовые станы продольной прокатки, имеющие гладкие валки (рис. 6.5).
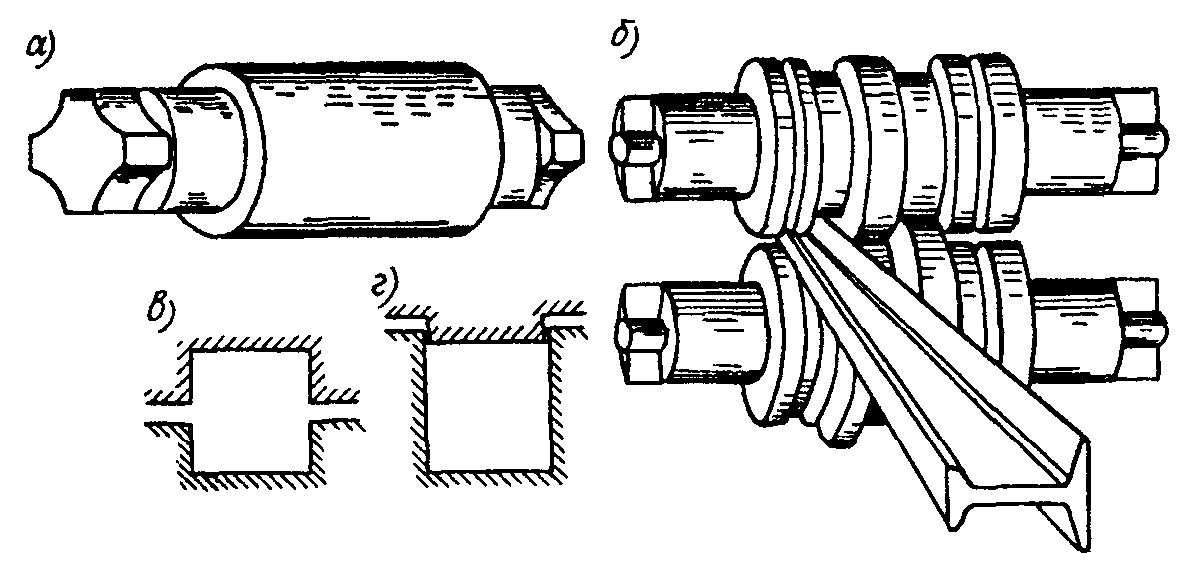
Рис. 6.5. Валки прокатных станов:
а) гладкий; б) вырезной; в), г) открытый и закрытый калибр
Для получения бесшовных труб прокаткой цилиндрические слитки поступают на прошивные станы поперечно-винтовой прокатки (рис. 6.6 а), где в заготовке 3 при обжатии ее в валках 1вскрывается полость, калибруемая пробкой (оправкой) 4; 2 - поддерживающие валки. В результате получается бесшовная гильза, которая затем на трубопрокатном стане многократной последовательной продольной прокаткой в валках с калибрами постоянного сечения б или методом возвратно-поступательного движения в обжимных валках переменного сечения в (б, в: 1 - валки; 2 - оправка).
При производстве сварных труб сначала из полосы гибкой в нескольких парах валков получают заготовку (рис. 6.7 а), соединенные кромки которой сваривают различными видами электрической или печной (кузнечной) сваркой, в последнем случае нагретая заготовка протягивается через фильеру, благодаря чему кромки сдавливаются и свариваются в пластическом состоянии. Заготовка для труб большого диаметра сворачивается в спираль и сваривается спиральным швом (рис. 6.7 б).

Рис. 6.6. Прокатка бесшовных труб

Рис. 6.7. Изготовление сварных труб:
а) гибка полосы в валках; б) получение труб со спиральным швом
|
|
|
|
|
Дата добавления: 2014-11-16; Просмотров: 946; Нарушение авторских прав?; Мы поможем в написании вашей работы!