КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Замена поврежденных труб и змеевиков
|
|
|
|
Кипятильные и экранные трубы, змеевики водяных экономайзеров и пароперегревателей, которые нельзя отремонтировать на месте установки, удаляют и заменяют новыми или отремонтированными трубными элементами. В зависимости от состояния поверхности нагрева замену трубных элементов производят подряд или выборочно.
Трубы и змеевики вырезают с помощью отрезных машин с тонкими абразивными дисками, а также резцовых приспособлений. Не допускается газопламенная резка труб из углеродистой и низколегированной сталей, а также электродуговая резка из аустенитных сталей в связи с тем, что в трубах остается грат, приводящий к их разрыву иаварийному останову котла. При разметке трубы для обрезки соблюдают следующие условия: в месте реза труба не должна иметь дефектов, должна быть обеспечена возможность заварки стыка с обеих сторон и расклинивания соседних труб до получения зазора 12 – 16 мм, необходимого для заварки стыка; расстояние от сварного шва до начала изгиба трубы или до приваренной детали должно быть не менее 70 мм, между сварными швами на одной трубе – не менее 150 мм. Если концы труб и змеевиков приварены к штуцерам, их отрезают по сварному шву.
Подготовка барабанов и камер к установке труб и змеевиков. Для зачистки трубных отверстий барабанов котлов от ржавчины и загрязнений применяют приспособление с раскидными щетками иприводом от электрических сверлильных машин с напряжением 36 В и частотой тока 200 Гц.
При приварке труб и змеевиков к штуцерам концы штуцеров зачищают абразивным кругом или напильником и обрабатывают на фаску. Перед приваркой концов труб к барабанам и камерам с помощью ультразвуковой дефектоскопии проверяют трубные доски котлов, находящихся в эксплуатации, на отсутствие трещин. Для этого стенки трубных отверстий на всю глубину и поверхность вокруг них со стороны наложения сварных швов зачищают до металлического блеска на ширине 15 мм. Концы труб и штуцеров очищают от ржавчины и загрязнений снаружи и изнутри.
Установка труб и змеевиков. Перед установкой концы труб и змеевиков зачищают до металлического блеска. Для зачистки наружной поверхности концов труб в топке котла применяют механизированные приспособления. Длина зачистки должна быть равна трем толщинам трубной решетки. Продольные и спиральные риски при зачистке выводят полностью, поперечные риски от абразивного камня или напильника могут быть глубиной не более 0,1 мм. На внутренней поверхности труб не должно быть окалины, следов коррозии и загрязнений на длине 60 – 100 мм.
При установке труб в трубные отверстия контролируют их положение в топке и змеевиков в газоходах. Трубы могут выходить из плоскости экрана не более чем на ±5 мм, допуск на расстояние между осями труб в кранах ±3 мм. При установке экранных труб проверяют возможность их расширения при нагревании. Холодный натяг производят в соответствии с техническими условиями (ТУ).
Если предстоит устанавливать кипятильные и экранные трубы в большом количестве, в каждом ряду помещают крайние и две-три средние маячные трубы. Все размеры маячных труб выверяют и по ним подгоняют остальные трубы, отрезая монтажные припуски на концах. Подогнанные таким образом трубы легко устанавливаются без дополнительной подгонки. Напряженная подгонка концов труб при их установке в трубные отверстия запрещается.
Концы труб и змеевиков, приваренные непосредственно к барабанам и камерам, устанавливают в трубных отверстиях с зазором по диаметру 1 – 2 мм. Плотная или защемленная установка запрещается, так как в сварном шве или околошовной зоне могут появиться трещины.
Трубы к барабанам приваривают изнутри или снаружи в зависимости от удобства выполнения сварочных работ. К камерам концы труб приваривают снаружи. При приварке труб к внутренней поверхности барабана выступающий конец трубы должен иметь длину 12 – 15 мм (рис. 2.12, а), при приварке к наружной поверхности барабана или камеры котлов среднего давления трубы устанавливают на глубину 10 мм (рис. 2.12, б).
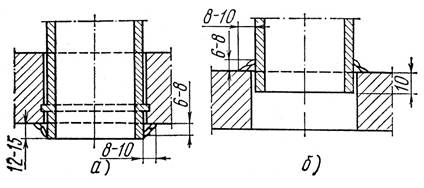
Рис. 2.12. Приварка труб к внутренней (а) и наружной (б)поверхностям барабана
При замене труб и змеевиков принимают меры против их засорения. Поступившие для ремонта трубы и змеевики очищают от окалины и грязи и хранят с пробками. Если ниже отрезаемого участка имеется змеевик или петля, их вырезают и после контроля чистоты устанавливают обратно.
|
|
|
|
|
Дата добавления: 2014-11-16; Просмотров: 1764; Нарушение авторских прав?; Мы поможем в написании вашей работы!