КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Основные сведения. Обработка металлов протягиванием
|
|
|
|
Обработка металлов протягиванием
Протягивание является высокопроизводительным способом обработки металлов резанием с помощью специальных инструментов - протяжек, прошивок и протяжных блоков.
Протяжка – многозубый инструмент с рядом последовательно выступающих друг над другом зубьев в направлении, перпендикулярном скорости главного движения резания.
Протяжки и прошивки широко используются в массовом и серийном производстве при обработке сквозных отверстий и наружных поверхностей.
Следует отличать протяжку от прошивки. Протяжку тянут, протягивают. Она имеет элемент для крепления в патроне – хвостовик, за который ее тянут, что отсутствует у прошивки, которую толкают, прошивают. Кроме того, протяжка относительно большой длины и работает на растяжение, а прошивка короткая, т.к. работает на сжатие.
Протягиванием достигается 7…9 квалитет точности с шероховатостью обработанной поверхности Ra до 0,63…0,20 мкм. Высокая производительность при протягивании и прошивании достигается одновременной работой нескольких режущих зубьев при большом суммарном периметре резания. Процесс прошивания имеет значительно меньшее распространение в сравнении с процессом протягивания.
С помощью протяжек можно обрабатывать внутренние и наружные поверхности различной формы. При протягивании движение подачи отсутствует, а главное движение резания может быть поступательным или вращательным.
Схема работы круглой протяжки показана на рис. 4.1, а, а схема работы прошивки – на рис. 4.1, б.
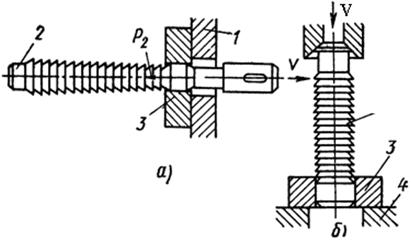
Рис. 4.1. Схема работы протяжки (а) и прошивки (б)
При протягивании заготовка 3 своей торцовой частью опирается на стенку станка 1 и остается неподвижной, протяжка 2 совершает поступательное перемещение, которое является главным движением (рис. 4.1, а). При прошивании заготовка 3 своей опорной частью опирается на стол пресса 4, а прошивка 5 под действием пресса перемещается вертикально (рис. 4.1, б). В одном и другом случаях поступательные движения инструмента являются главными движениями, а скорость движения есть скорость резания v (м/мин).
Припуск на диаметр, снимаемый протяжкой:
 (4.1)
(4.1)
где D – окончательный диаметр обрабатываемого отверстия;
D0 – наименьший диаметр предварительного отверстия.
Величину припуска при круглом протягивании выбирают в пределах 0,4 – 1,6 мм при черновом протягивании и 0,2– 1,0 мм при чистовом протягивании.
Подъем на зуб (толщина стружки) представляет собой величину, на которую постепенно увеличивается каждый последующий режущий зуб в сравнении с предыдущим. Величину подъема на зуб выбирают в зависимости от обрабатываемого материала и выдерживают одинаковой для всех режущих зубьев, за исключением нескольких (трех – четырех) последних, которые называются зачищающими. У зачищающих зубьев подъем на зуб постепенно уменьшается, так, чтобы его значение для последнего зачищающего зуба не превышало 0,01 – 0,02 мм. Последний зачищающий зуб обеспечивает заданную точность обработки и качество поверхности.
По сравнению с другими способами механической обработки протягивание имеет ряд преимуществ:
1) одновременное участие в работе нескольких зубьев обеспечивает большую величину минутной подачи в процессе протягивания. При этом, несмотря на низкую скорость рабочего движения v = 2...12 м/мин (по чугуну твердосплавные протяжки имеют v = 40...50 м/мин), относительная скорость снятия припуска получается выше, чем у других инструментов, что определяет высокую производительность процесса протягивания;
2) точность обработки достигает 7-9 квалитетов;
3) высокое качество обрабатываемых поверхностей (Ra до 0,63-0,20 мкм);
4) значительная стойкость протяжек;
5) возможность устранение брака;
6) возможность использования рабочих низкой квалификации;
7) сокращение расходов на эксплуатацию инструмента.
Высокая стоимость инструмента и его сложность определяют и область применения протяжек – массовое и крупносерийное производство. Однако применение протяжек дает значительный эффект на предприятиях с мелкосерийным и даже единичным производством, если размеры и формы обрабатываемых поверхностей нормализованы, а также в случаях, когда протягивание – единственно возможный или наиболее экономичный способ обработки.
Классификация протяжек
Протяжки можно классифицировать по следующим признакам:
· по назначению;
· по конструктивному исполнению;
· по направлению лезвий;
· по материалу режущей части;
· по применяемой схеме срезания припуска;
· по числу протяжек в комплекте.
По назначению различают следующие виды протяжек:
· для обработки внутренних поверхностей (отверстий) (рис.4.2);
· для обработки наружных поверхностей.
Протяжки для обработки внутренних поверхностей бывают:
· круглые – для обработки круглых отверстий;
· шлицевые – для обработки шлицевых отверстий с любым типом шлицев: прямых и винтовых шлицевых канавок в отверстиях деталей с прямобочным (плоским) и эвольвентным профилем;
· шпоночные – для обработки шпоночных пазов и пазов вообще;
· гранные – для многогранных отверстий;
· протяжки для обработки винтовых канавок.
Рис. 4.2. Профили деталей, обрабатываемых внутренним протягиванием
Протяжки для обработки наружных поверхностей подразделяются по профилю обрабатываемой поверхности на:
· плоские;
· ступенчатые;
· угловые;
· пазовые;
· дуговые;
· фасонные и др.
Получили также распространение протяжки для обработки зубчатых колес, протягивания цилиндрических поверхностей валов, наружных шлицев разного профиля на валах, канавок в форме ласточкина хвоста, Т-образных пазов, елочных профилей и др. (рис. 4.3).
Рис. 4.3. Сложнопрофильные поверхности, обрабатываемые протягиванием
По конструктивному исполнению:
· цельные;
· сборные (составные).
По направлению лезвий относительно скорости главного движения резания различают протяжки:
· с кольцевыми и винтовыми зубьями (для внутреннего протягивания);
· с прямыми и наклонными зубьями (для наружного протягивания, плоские и шпоночные).
По материалу режущей части различают протяжки из:
· быстрорежущей стали (Р6М5, Р9Ф5, Р9М4К8 и др.);
· твердых сплавов.
По применяемой схеме срезания припуска различают протяжки с:
· профильной (или обыкновенной);
· прогрессивной (или групповой);
· генераторной (или ступенчатой) схемами резания.
По числу протяжек в комплекте различают протяжки:
· однопроходные;
· многопроходные (комплектные).
|
|
|
|
|
Дата добавления: 2014-11-18; Просмотров: 1824; Нарушение авторских прав?; Мы поможем в написании вашей работы!