КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Тема: микрометрический инструмент
|
|
|
|
ЛАБОРАТОРНАЯ РАБОТА № 2.
Данные для измерения деталей
Метрологические показатели инструментов
Предельные погрешности при измерении наружных размеров и глубин с помощью штангенинструмента
Пределы измерений и допускаемые погрешности штангенинструментов
Результаты измерений деталей
| Размер по чертежу, мм | Результаты в мм | Допуск (Т) мкм | Действительный размер мм. | Заключение годности детали | |||
| условн. обознач | числовые значения | номинальный | наименьший предельн. | наибольший предельн. | |||
Таблица1.2
| Наименование и тип инструментов | Предел измерения в мм | Допускаемая погрешность показаний при счете по нониусу, мм | |
| 0,05 | 0,1 | ||
| Штангенциркули ШЦ-1 | 0-125 | - | 0,1 |
| Штангенциркули ШЦ-П | 0-200 | ± 0,05 | ± 0,1 |
| Штангенциркули ШЦ-Ш | 0-500 250-710 320-1000 500-1400 800-2000 | ± 0,05 - - до 1000 мм св.1000 мм | ± 0,1 ± 0,1 ± 0,1 ± 0,1 ± 0,2 |
| Штангенглубиномеры | 0-200 0-320 0-500 | ± 0,05 ± 0,05 - | - - ± 0,1 |
| Штангенрейсмусы | 0-250 40-400 60-630 100-1000 600-1600 1500-2500 | ± 0,05 ± 0,05 ± 0,05 - - - | - - ± 0,1 ±0,1 ±0,1 ±0,2 |
Таблица1.3
| Предельные погрешности измерения в мкм (±) для диапазонов размеров в мм | ||||||||
| Св.1 до 10 | Св.10 до 50 | Св.50 до 80 | Св.80 до 120 | Св.120 до 180 | Св.180 до 260 | Св.260 до 360 | Св.360 до 500 | |
| Штангенциркули с отсчетом 0,05 мм (ШЦ-П) и ШЦ-Ш | ||||||||
| Штангенциркули с отсчетом 0,1 мм (ШЦ-1,ШЦ-П, ЩЦ-Ш) | ||||||||
| Штангенглу-бомеры с отсчетом 0,05 | ||||||||
| Штангенглу-биномеры с отсчетом 0,1 мм |
Таблица 1.4
| Наименование инструмента | Цена деления, мм | Предел измерения, мм | Предел допускаемой погрешности |
Таблица 1.5
| № дет. и зад. | L1 | L2 | L3 | L4 | L5 | L6 | L7 | L8 | ||||||||
| 01/1 | +0,06 +0,03 | 80t6 | 25е7 | 507s12 | 50H6 | +0,117 +0,087 | ||||||||||
| 01/2 | +0,040 +0,010 | 80s7 | 25с8 | 50H10 | 50H7 | +0,132 +0,102 | ||||||||||
Продолжение таблицы 1.5
| 01/3 | 70S6 | 80U7 | 25d8 | 50±0,3 | 507s7 | +0,099 +0,053 | ||
| 01/4 | 70T7 | 80U8 | 25d9 | 50H14 | 50±0,/12 | +0,133 +0,087 | ||
| 01/5 | 70S7 | 80x8 | 50±0,1 | 50±0,008 | +0,218 +0,172 | |||
| 01/6 | 70R7 | +0,094 +0,075 | 507s15 | +0,087 +0,025 | 60U8 | |||
| 01/7 | 70P7 | +0,078 +0,059 | 50H713 | +0,172 +0,050 | 60U7 | |||
| 01/8 | +0,028 +0,020 | 50+0,250 | 0,142 0,080 | 60s7 | 45c8 | |||
| 01/9 | +0,040 +0,032 | 50+0,390 | 0,089 0,050 | 60n7 | 20x8 | |||
| 01/10 | +0,056 +0,043 | 500,620 | +0,119 +0,080 | 60m7 | 20u8 | |||
| 01/11 | 70G6 | +0,030 +0,011 | 25h7 | |||||
| 01/12 | 70F7 | +0,039 +0,020 | 25js7 | |||||
| 01/13 | 70F8 | -0.030 -0.060 |
Продолжение таблицы 1.5
| 01/14 | +0.050 +0.020 | 20js8 | ||||||||||||||
| 01/15 | -0,004 -0,020 | 60к6 | 20d10 | |||||||||||||
| 01/17 | -0,012 -0,028 | 60m6 | 45в11 | 20a11 | ||||||||||||
| 01/18 | 50c11 | -0,021 -0,037 | 60n6 | |||||||||||||
| 02/1 | -0,026 -0,045 | 24d11 | +0,050 +0,025 | 60h6 | ||||||||||||
| 02/2 | +0,06 +0,03 | 24h11 | 62P6 | |||||||||||||
| 02/3 | +0,04 +0,01 | 24js11 | 62r6 | |||||||||||||
| 02/4 | -0,009 -0,039 | 51в12 | 62S6 | |||||||||||||
| 02/5 | 82m6 | 51h12 | +0,040 +0,010 | 62t6 | ||||||||||||
| 02/6 | 82n6 | 51js12 | +0,009 -0,021 | |||||||||||||
| 02/7 | 82к6 | -0,021 -0,051 | 19js12 | |||||||||||||
| 02/8 | 82P6 | -0,030 -0,060 | 46js13 | |||||||||||||
| 03/1 | -0,032 -0,062 | 82r6 | 25c11 | |||||||||||||
| 03/2 | -0,048 -0,078 | 82t6 | 25h13 | |||||||||||||
Продолжение таблицы 1.5
| 03/3 | -0,064 -0,094 | 82c6 | 25js13 | ||||||
| 03/4 | +0,146 +0,100 | 82f6 | 51js14 | ||||||
| 03/5 | 51h12 | +0,106 +0,060 | 62е7 | ||||||
| 03/6 | +0,076 +0,030 | 62f7 | 19h12 | ||||||
| 03/7 | +0,046 | 62js7 | 19js13 | ||||||
| 03/8 | +0,014 -0,032 | 62к7 | 47h13 | ||||||
| 04/1 | 55М8 | +0,041 +0,011 | 46js14 | ||||||
| 04/2 | 55N8 | +0,05 +0,02 | 46h12 | ||||||
| 04/3 | 55U8 | +0,083 +0,053 | 21d10 | ||||||
| 04/4 | 55Д9 | +0,117 +0,087 | 21h10 | ||||||
| 04/5 | -0,004 -0,050 | 85к7 | 25в12 | ||||||
| 04/6 | -0,102 -0,148 | 85m7 | 25h13 | ||||||
| 04/7 | +0,174 +0,100 | 85n7 | 50js12 | ||||||
| 04/8 | +0,134 +0,060 | 85s7 | 50h13 | ||||||
Продолжение таблицы 1.5
| 05/1 | 58Е9 | +0,089 +0,059 | 20js14 | |||||
| 05/2 | 58F9 | +0,132 +0,102 | 20js11 | |||||
| 05/3 | 58H9 | -0,150 -0,198 | 45d9 | |||||
| 05/4 | 5Д10 | -0,100 -0,146 | 45е9 | |||||
| 05/5 | 78+0,612 | 88u7 | 26f9 | |||||
| 05/6 | 78±0,037 | 88c8 | 26h9 | |||||
| 05/7 | 88d8 | 50js10 | ||||||
| 05/8 | +0,029 +0,010 | 88е8 | 50h12 |
1. Цель работы:
1.1. Изучить конструкцию, настройку на нулевое положение, правила измерения и отсчета получаемого размера, метрологические показатели микрометрического инструмента.
1.2. Приобрести навыки контроля готовых изделий путём измерения их микрометрическими инструментами.
2. Регламент работы:
5 мин. – контроль знаний студентов и степени готовности их к выполнению данной работы.
10 мин. – пояснение преподавателя по конструкции измерительных средств, приёмам измерения и порядку отсчета размера по шкалам прибора.
40 мин. – самостоятельная работа студентов по изучению инструмента и контролю готовых изделий.
10 мин. – оформление отчета.
5 мин. – упаковка и уборка рабочего места.
3. Перечень приборов, деталей, справочных материалов для выполнения данной работы.
3.1. Детали для измерений.
3.2. Микрометры гладкие, с пределом измерения: 0-25; 25-50; 50-75; 75-100 (в соответствии с размерами детали, подлежащей измерению); микрометрические нутромеры и глубиномеры.
3.3. Стойка для настройки микромеров гладких на нулевое положение.
3.4. Методические указания для выполнения работы.
3.5. Плакаты, Ст СЭВ 144-75.
3.6. На стол преподавателю; микрометры гладкие с пределом измерения 0-25; 25-50 мм; микрометрические нутромер и глубиномер, специальные микрометры.
4. Устройство и эксплуатация микрометрических инструментов.
Приборостроительные заводы выпускают следующие микрометрические инструменты:
Микрометры гладкие (рис. 2.1.) для измерения наружных размеров.
1) Микрометрические нутромеры (рис. 2.3.) для измерения внутренних размеров.
2) Микрометрические глубиномеры (рис. 2.4.)
3) Специальные микрометры:
а) листовые микрометры (рис 2.5.б)
б) трубные (рис 2.5. а)
в) микрометры для измерения среднего диаметра резьбы (рис 2.6.)
г) зубомеры и др.
Микрометрические инструменты основаны на преобразовании вращательного движения в поступательное с помощью винтовой пары.
Измерения с помощью этих инструментов производятся абсолютным методом.
Все стандартизированные микрометрические инструменты имеют ценуделения шкалы 0,01мм. На (рис 2.1.) показано устройство микрометра.
В скобу 1 микрометра запрессованы пятка 2 и стебель 5. Микрометрический винт 4 ввинчивается в микрогайку 7. Гладкое отверстие стебля обеспечивает точное направление микровинта. Резьба микрогайки выполнена на её разрезанном конце, снабженной наружной резьбой и конусом. На эту резьбу на -
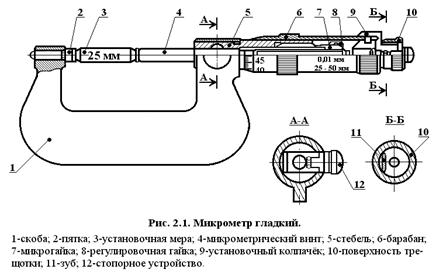 |
винчивают регулировочную гайку 8, которой стягивают микровинт до тех пор, пока микровинт не будет перемещаться в ней без зазора. На микровинт одевается барабан 6, закрепляемый установочным колпачком 9.
В последнем просверлено глухое отверстие для пружины и зуба 11, упирающегося в поверхность трещотки 10. При вращении трещотки она передаёт крутящий момент определённой величины, необходимой для обеспечения измерительного усилия равного 7±2 Н. Стопорное устройство используют, если необходимо сохранять микрометрический винт в установленном положении.
В соответствии с ГОСТом в 570-60 микрометры изготавливаются со следующими пределами измерения: 0-25; 25-50; 50-75; 75-100; 100-125; 125-150; 150-175; 175-200; 200-225; 225-250; 250-275; 275-300; 300-400; 400-500.
Микрометры с пределами измерения свыше 25 мм. снабжаются установочными мерами 3 для установки микрометров на нижний предельный размер. Цена деления микрометров i равна 0,01 мм.
По предельной погрешности микрометрические инструменты делятся на 0 и 1 класс, а при аттестации могут быть классифицированы по второму классу (табл. 2.3.).
Отсчетное устройство микрометрических инструментов состоит из двух шкал: продольной и круговой. Продольная шкала, нанесённая на стебле, имеет два ряда штрихов, расположенных по обе стороны горизонтальной линии и сдвинутых один относительно другого на 0,5 мм. Оба ряда штрихов образуют одну продольную шкалу с ценой деления 0,5 мм. За один оборот микровинта барабан с круговой шкалой перемещается вдоль стебля на шаг микрометрической пары p = 0,5 мм. (рис. 2.2.)
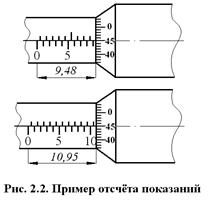 |
Так как на коническом срезе барабана нанесено 50 делений, то точность отсчета i (цена деления инструмента) можно определить из уравнения i = p/n, где р -шаг микровинта, мм (цена деления основной шкалы); n -число делений на барабане; i = 0,5/50 = 0,01 мм.
По продольной шкале отсчитывают целые доли миллиметра (по нижней части шкалы) и 0,5 мм. (по верхней части шкалы). По круговой шкале отсчитывают десятые и сотые доли миллиметра.
Примеры отсчета даны на (рис. 2.2.)
|
|
|
|
|
Дата добавления: 2014-11-18; Просмотров: 1069; Нарушение авторских прав?; Мы поможем в написании вашей работы!