КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Длительность производственного цикла для различных видов конструкций колеблется от 1О до 25 дней
|
|
|
|
В основной схеме технологического процесса устанавливают объемы применяемых эффективных технологических операций: гибки, фрезерования, кондукторов для сборки и сверления монтажных отверстий, автоматической сварки, сварки с присадочным металлом, физических методов контроля качества конструкций и т. п., а также намечают цеха-изготовители.
Необходимо соблюдать рекомендации, установленные ГОСТами и другими нормативными документами, при графическом выполнении чертежей (например, толщина линий, масштабы, условные обозначения), а также при их составлении, маркировании деталей и конструкций, при проставлении размеров и т. п.
Деталировочные чертежи элементов конструкций размещают в левой части чертежа, а таблицы и примечания - в правой. Если элементы имеют большую длину, то спецификацию металла приводят в нижней части чертежа, слева от штампа.
На рабочем чертеже вычерчивают основной вид элемента и необходимое число дополнительных видов и размеров. На основном виде конструкция должна быть изображена в том положении, в котором она будет находиться в здании или сооружении; например, основным видом стропильной фермы является ее проекции на вертикальную плоскость.
Исключение составляют колонны, имеющие большую длину. Такие колонны на чертеже изображают горизонтально, помещая башмак колонны слева.
Число дополнительных видов и разрезов должно 6ыть таким, чт06ы поданному чертежу можно было изготовить все детали, собрать конструкцию и
заварить сварные швы.
Для большинства конструкций практикой установлены масштабы, обеспечивающие необходимую наглядность чертежа.
В целях получения четкого чертежа ферм, связей, фонарей геометрическую схему этих конструкций вычерчивают в одном масштабе (например, 1:25), а сечения деталей и узлы·- в другом, более крупном (например, 1:15).
При вычерчивании простых и сложных конструкций (например, прокатные и сварные балки) для сокращения длины рисунка можно принять по высоте один масштаб, а по длине, - другой, более мелкий.
Наиболее четкие и выразительные чертежи получаются при следующих толщинах линий: для основных видов и деталей конструкций - от 0,15 до 1 мм в зависимости от масштаба изображения (чем меньше масштаб, тем тоньше линии); для выносных, осевых и размерных линий,- 0,2 мм; линий разрезов - от 0,6 до 0,8 мм. Оси здания наносят штрихпунктирными линиями, контуры невидимых деталей - штриховыми линиями.
В спецификациях металла, в целях упрощения разработки технологических процессов, указывают с помощью условных обозначений технологические и конструктивные особенности деталей конструкции (табл. 1.3).
По рабочему чертежу выполняют разметку и изготавливают детали, собирают и сваривают конструкцию, проверяют ее качество, поэтому он должен иметь следующие размеры:
· увязочные - определяющие положение элемента в общем комплексе конструкции;
· для разметки и изготовления деталей;
· для сборки;
· для приемки готового элемента контролерами ОТК (рис. 1.10).
Все размеры на рабочих чертежах проставляют в миллиметрах, а размеры, которые необходимо выдержать особо точно, указывают с допускаемыми отклонениями,
Элементы конструкций, называемые "отправочными марками", маркируют буквой и цифрой (например, Б1). Буква обычно соответствует заглавной букве наименования элемента (Б - балка), цифра показывает порядковый номер данного элемента в рассматриваемой си стене элементов (система блоков, система колонн). Детали элементов, называемые "сборочными марками", обозначают цифрами.
Таблица 1.3. Условные обозначения конструктивных и технологических особенностей деталей
| Наименование операций | Условное обозначение | Наименование операций | Условное обозначение | |
| Вальцевать Гнуть Фрезеровать один торец Фрезеровать два торца Строгать одну продольную кромку Строгать две продольные кромки Строгать по периметру Косой рез | Вальц. Гн. Фр. 1т Фр. 2т Стр. 1пр Стр. 2пр Стр. по пер. Кос. рез | Фасонный лист Снять фаски Строгать обушок Строгать одну плоскость Фрезеровать одну плоскость Механическая обработка | ф. л.
Сн. ф.
Стр. об.
Стр. 1 пл.
Фр. I пл.

|
Элементы конструкций (и их детали), которые являются зеркальным изображением другой конструкции и не могут взаимно заменять друг друга, маркируют одной и той же маркой, но добавляют индексы: т - такой, н - наоборот. Например, две балки, одна из которых является зеркальным изображением другой, маркируют Б1  и Б1
и Б1  ; то же, для деталей: 2 и 2
; то же, для деталей: 2 и 2  .
.
Ряды зданий маркируют заглавными буквами, а оси зданий - порядковыми цифрами. Буквы и цифры заключают в кружки.
На рабочих чертежах помещают спецификацию металла, таблицу отправочных марок и примечания (рис. 1.11). В спецификации металла приводят перечень деталей, входящих в состав элементов, указывают их число и массу, а также массу элементов. В общую массу каждого элемента включают массу сварных швов, которую не определяют, а согласно статистическим исследованиям принимают равной 1 % массы деталей.
В примечании к спецификации с помощью условных обозначений указывают технические и конструктивные особенности деталей.
В таблице отправочных марок приводят перечень элементов, подлежащих изготовлению по данному чертежу, их число и массу.
В примечаниях также дают развернутую характеристику сталей, из которых следует изготовлять конструкции, способы сварки, а также указывают способы образования отверстий, их диаметры и толщину угловых швов, расстояния от центров отверстий до кромки деталей (обрезы).
3. На монтажных схемах указывают порядок размещения элементов конструкций в сооружении и способы их соединений друг с другом. Кроме того, на этих схемах приводятся необходимое число проекций и узлов, таблицы монтажных элементов и примечания.
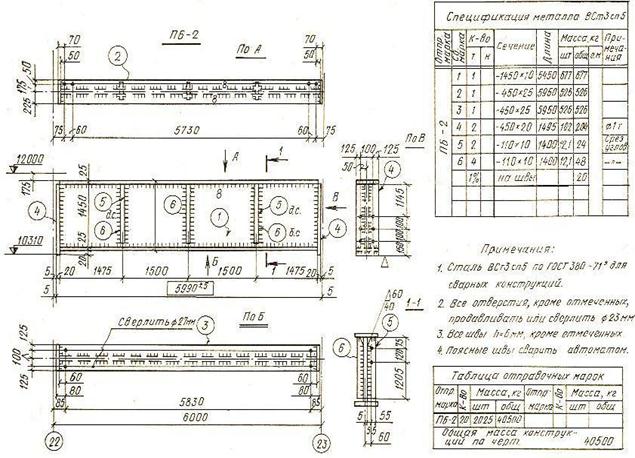
Рис. 1.10. Рабочий чертеж подкрановой балки
На проекциях условно (линиями и прямоугольниками) показывают элементы конструкций и их маркировку. В таблице монтажных элементов дается их перечень с указанием числа и массы, а в примечаниях способы соединения элементов (рис. 1.11).
На схемах общих сборок показывают расположение элементов, входящих в сборку, спецификацию элементов, приводят примечания о принятых стяжных приспособлениях, а также сведения о размерах, которые должны быть проверены ОТК и зафиксированы в акте о приемке общей сборки.
4.На заводах металлоконструкцийобеспечением заказов металлом занимается отдел (бюро) заказов металла (О3М), в обязанности которого входят составление заявок на необходимый металл, заказ металла, контроль над реализацией нарядов и правильным расходованием металла. Основанием для заказа металла являются технические спецификации стали на объекты, включенные в план. Технические спецификации являются частью проекта КМ. Они составляются по конструктивным элементам, маркам стали и видам профилей с указанием размеров по длине и ширине для листового проката.
На основании квартальных планов изготовления металлических конструкций и технических спецификаций составляется комплектовочная ведомость металла по видам проката, сечениям и маркам стали. На ее основе составляется заказная спецификация по профилям и длинам стали.
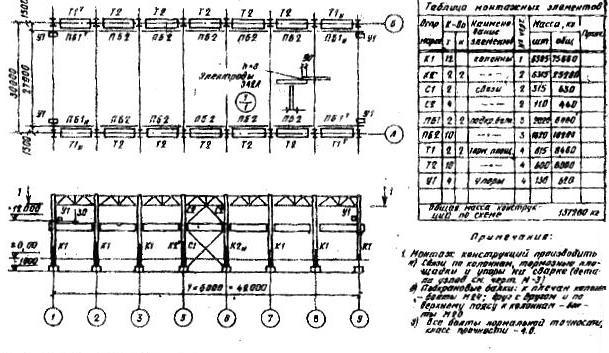
Рис.1.11 Монтажная схема колонн, подкрановых балок
и тормозных площадок промышленного здания
В целях использования грузоподъемности вагонов для каждого профиля одной марки установлена транзитная норма 70 т, кроме широкополочных балок, для которых транзитная норма равна 58 т.
5.Листы готовых элементов составляются на каждый чертеж КМД. В лист заносят номер заказа, номер чертежа, перечень всех марок, перечисленных в чертеже, наименование конструктивных элементов, вес одной марки и общий вес, габаритные размеры конструктивных элементов (длина, ширина, толщина). Лист готовых элементов составляется для склада готовой продукции и транспортного цеха, работники которых в графе «Примечание» отмечают количество и сроки принятых и отгруженных конструктивных элементов.
6. В ведомости монтажных метизов (болтов и заклепок) указываются диаметры, длины, количество, масса каждого типоразмера и общая масса.
7.Чертежи погрузки конструкций с расчетами должны составляться на все виды отгружаемых конструкций и утверждаться в отделениях железных дорог. Имеющиеся типовые чертежи погрузок, не утвержденные в отделениях железных дорог, не могут применяться.
На чертежах должны быть изображены схемы размещения конструкций в железнодорожных вагонах, указаны габаритные размеры, способ крепления и число растяжек из мягкой проволоки для крепления. Расчету подлежат габариты, устойчивость и сдвиг груза, а также количество и сечения растяжек для закрепления конструкций в вагонах.
8. Схемы контрольных и общих сборок составляют на сложные конструкции согласно указаниям в примечании и чертежах КМД или СНиП РК 5.04-2002.
9. Упаковочные ведомости составляют для мелких деталей, подлежащих упаковке в ящики, и конструкций, отгружаемых пачками. Обычно пачками, отгружают линейные элементы (связи, прогоны, тяжи), реже плоские элементы (фермы, фонари и т. д.). Упаковочные ведомости конструкторский отдел составляет при перевозках на судах морского и речного транспорта. При перевозках по железной дороге пакетирование производится работниками транспортных цехов по своему усмотрению в пакетах, связанных мягкой проволокой, к которым прикрепляются бирки с надписью номера заказа, чертежа, марки и числа штук.
К основным документам технологического процесса, разрабатываемым технологическим отделом, относятся сопроводительные диспетчерские листы, листы полуфабриката, листы складу, технологические карты-наряды (на сборку, сварку и клепку), чертежи и заказы на специальные инструмент и приспособления.
10. Сопроводительный лист устанавливает технологию изготовления полуфабриката, необходимое оборудование и металлопрокат. На некоторых заводах сопроводительный лист является также и документом для оплаты труда.
В этом случае он содержит дополнительные сведения о нормах времени и расценках и называется технологической картой-нарядом. Сопроводительный лист составляется на группу деталей, имеющих общую технологию обработки.
В сопроводительном листе указывается маршрут, перечисляются технологические операции обработки группы деталей в порядке их выполнения и номера позиций деталей, включенных в данный сопроводительный лист. Для каждой позиции указывается число деталей, их сечение и длина, вес одной детали, общий вес, объем работ по каждой операции (число отверстий, резов).
В сопроводительном листе указываются также сведения о металле, выделяемом для изготовления всех деталей, перечисленных в данном листе:
· номер приемного акта;
· количество, сечение;
· длина, вес одной штуки;
· общий вес;
· марка стали.
На каждый чертеж КМД может быть выдано несколько сопроводительных листов. Данные о выделяемом металле заносит в сопроводительный лист группа комплектации отдела главного конструктора после разработки и заполнения, данных маршрутной технологии обработки деталей отделом главного технолога. Сопроводительные листы выделяются цеху обработки, для которого они служат требованием на подачу металла со склада, заданием на изготовление деталей и накладной для сдачи готовых сборочных деталей на склад полуфабрикатов.
11. Диспетчерский лист содержит перечень всех сборочных деталей на один чертеж КМД. В диспетчерском листе указывают номер сопроводительного листа, номер сборочной детали (позиции), количество деталей, сечение и длину детали, вес одной детали, общий вес деталей, объем работ по выполнению каждой технологической операции при изготовлении деталей, а также суммарные объемы работ по каждой операции. Диспетчерские листы служат основным документом для планирования загрузки оборудования и рабочих, контроля за выполнением отдельных операций, комплектного изготовления деталей на данный чертеж.
12. Листы полуфабриката выдаются складу полуфабрикатов и содержат перечень всех деталей в данном чертеже КМД. Ведомость полуфабрикатов предназначена для оформления приемки деталей из цеха обработки и передачи деталей в сборочные цеха. Ведомость полуфабриката передается складом полуфабриката вместе с деталями в сборочные цеха.
13. Технологические карты-наряды составляются на сборочные, сварочные, клепальные работы, а в необходимых случаях - на общие и контрольные сборки на каждый чертеж заказа.
В технологической карте указывают:
· количество;
· массу;
· размеры отправочных марок;
· технологию их изготовления;
· нормы времени;
· расценки на каждую технологическую операцию.
В одну карту вписывают все отправочные марки чертежа, имеющие одинаковую технологию изготовления. В картах даются схематическое изображение конструкций, описание последовательности выполнения операций, специальные технологические указания, перечень инструмента, оборудования и приспособлений, применяемых для выполнения работ, указания о проверке размеров и применяемом мерительном инструменте.
Отдельные наряды или наряды в составе технологических карт составляются на каждую технологическую операцию и содержат данные об объемах, нормативном времени и стоимости работ. В наряде перечисляются фамилии рабочих, выполнявших работу по данному наряду, с указанием их разрядов и отработанного времени. Наряд подписывается рабочим (бригадиром), выполнившим работу, и контрольным мастером ОТК после проверки качества и объемов выполненных работ.
В случае применения бригадных форм организации труда применяют комплексные нормы времени и расценки целиком на цех, участок.
14. Чертежи специальных инструментов и приспособлений разрабатываются отделом главного технолога одновременно с технологической документацией. Чертежи передаются в производственно-диспетчерский отдел для изготовления инструментов и приспособлений до начала изготовления конструкций.
15. Производственно-диспетчерский отдел осуществляет оперативное планирование в составе производственных месячных программ и недельных графиков. Производственные месячные программы цехам разрабатываются на основе Производственного задания, выданного заводу, с учетом обеспеченности заказов прокатной сталью и чертежами КМД. Месячные программы составляются для каждого цеха отдельно. В них перечислены номера заказов и чертежей, а также указаны масса конструкций, их стоимость и объемы работ по основным операциям для каждого чертежа КМД.
Под руководством производственного отдела каждый цех составляет свой недельный цеховой график. В графике перечислены заказы и чертежи, а также объемы работ по основным операциям.
На основании цеховых недельных графиков составляется сводный график по всему заводу, который позволяет контролировать выполнение работ по всем цехам.
Для обеспечения изготовления металлоконструкций для особо важных и срочных заказов в необходимые сроки составляются отдельные графики. В отличие от месячных планов и недельных графиков графики на отдельные заказы составляются на срок, необходимый для выполнения заказа. В этих графиках указываются номера чертежей, вес металлоконструкций и сроки изготовления по каждому чертежу КМД. Сроки изготовления устанавливаются для каждого цеха, участвующего в выполнении заказа.
При составлении планов и графиков учитывают объемы работ, возможности цехов (обеспеченность рабочими, наличие оборудования и т. п.), а также продолжительность производственного цикла (количество дней, необходимое для изготовления конструкций). За начало производственного цикла принимают дату выдачи чертежей КМД в производство, а за конец - дату сдачи конструкций на склад готовой продукции.
При нормальной организации производства для строительных конструкций средней трудоемкости продолжительность цикла может быть принята следующая: подача металла 1, обработка деталей 3, склад полуфабрикатов 4, сборка 3, сварка 4, огрунтовка 1 - всего 16.
Выдача производственно-технической документации всем цехам осуществляется через ПДО, который из ОТК получает чертежи КМД, листы готовых элементов, ведомость монтажных болтов и заклепок, упаковочные ведомости. ОГТ передает ПДО сопроводительные листы, диспетчерские листы, листы полуфабриката, технологические карты наряды, чертежи инструментов и приспособлений.
|
|
|
|
|
Дата добавления: 2014-11-18; Просмотров: 2685; Нарушение авторских прав?; Мы поможем в написании вашей работы!