КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Изнашивание при фреттинг-коррозии
|
|
|
|
Общие сведения. Фреттинг-коррозия — это процесс разрушения плотно контактирующих поверхностей пар металл— металл или металл — неметалл при их колебательных перемещениях. Для возбуждения фреттинг-коррозии достаточны перемещения поверхностей с амплитудой 0,025 мкм. Разрушение заключается в образовании на соприкасающихся поверхностях мелких язв и продуктов коррозии в виде налета, пятен и порошка. Этому виду изнашивания подвержены не только углеродистые, но и коррозионно-стойкие стали в парах трения сталь — сталь (могут быть как одноименные, так и разноименные), сталь — олово или алюминий, сурьма, а также чугун-—бакелит или хром и многие другие пары трения.
Вследствие малой амплитуды перемещения соприкасающихся поверхностей повреждения сосредоточиваются на небольших площадках действительного контакта. Продукты изнашивания не могут выйти из зоны контакта, в результате возникает высокое давление и увеличивается их абразивное действие на основной металл.
При фреттинг-коррозии относительная скорость движения соприкасающихся поверхностей небольшая. Так, в случае гармонических колебаний с амплитудой 0,025 мм и частотой 50 с-1 максимальная скорость 7,5 мм/с, а средняя — 2,5 мм/с
Если амплитуда колебательного движения большая (около 2,5 мм), то площадь поражения фреттинг-коррозией увеличивается, и изнашивание происходит как при однонаправленном скольжении. Можно считать поэтому, что амплитуда перемещения поверхностей около 2,5 мм является верхним пределом амплитуды для возбуждения фреттинг-коррозии. Все сказанное относится к несмазанным поверхностям.
Фреттинг-коррозия осуществляется также в вакууме, в среде кислорода, азота и гелия. Интенсивность изнашивания при фреттинг-коррозии в атмосфере воздуха выше, чем в вакууме и в среде азота, а в кислороде больше, чем в гелии. Таким образом, фреттинг-коррозия представляет собой вид
разрушения металлов и их сплавов в мало- и неагрессивных коррозионных средах при одновременном воздействии механических и химических факторов [9].
Язвы и продукты коррозии на сопряженных поверхностях валов и напрессованных на них дисков, колес, муфт и колец подшипников качения, на осях и ступицах колес подвижного состава железных дорог, на запрессованных в картерах вкладышах подшипников, на пригнанных поверхностях шпонок и их пазов, на центрирующих поверхностях шлицевых соединений, на опорах силоизмерительных устройств, на опорных поверхностях пружин, на затянутых стыках, в заклепочных соединениях между листами, на заклепках и в отверстиях, на болтах и т. п. — результат проявления фреттинг-коррозии. Этот вид коррозии наблюдается в проволочных канатах, электровыключателях, рубильниках и штепсельных разъемах (рис. 4.15).
Продукты фреттинг-коррозии накапливаются в виде порошков, содержащих металлические частицы. Они образуются в результате трения алюминиевого контейнера при его перевозке о металлические части транспортного средства и являются взрывоопасными. В случае удаления порошков из зоны трения происходит ослабление посадок с натягом.
Необходимые для протекания этого процесса относительные микросмещения сопряженных поверхностей совершаются вследствие деформации деталей под нагрузкой и вибрации их, а также колебаний, происходящих в упругих системах.
Повреждения поверхностей вследствие фреттинг-коррозии служат коцентраторами напряжений и снижают предел усталости. Иногда усталостные трещины из-за фреттинг-коррозии появляются на валах под напрессованными деталями в местах, расположенных вдали от расчетных опасных сечений [55].
Контактирующие поверхности повреждаются вследствие фреттинг-коррозии и в то время, когда машина не работает из-за вибрации, возбуждаемой работающими механизмами. Подобное явление возможно и при перевозке машин.
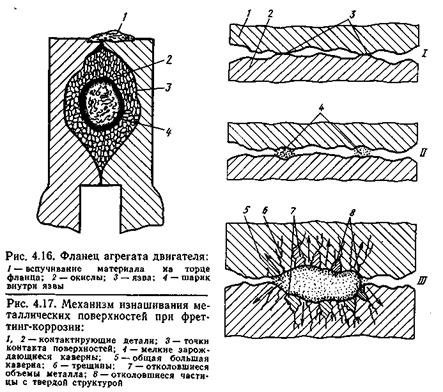
Механизм фреттинг-коррозии. Рассмотрим один из случаев повреждения фланца корпуса агрегата. При ремонте двигателя было обнаружено значительное развитие процесса фреттинг-коррозии на фланце агрегата двигателя — вспучивание материала (рис. 4.16). Повреждения по плоскости фланца располагались вблизи шпилек и характеризовались большой пластической деформацией. Материал фланца в местах повреждения находился как бы в расплавленном состоянии и был покрыт темной окис-ной пленкой.
При фреттинг-коррозии протекают следующие процессы. Под действием сил трения кристаллическая решетка поверхностных слоев при циклических тангенциальных смещениях расшатывается и разрушается. Процесс разрушения представляет собой диспергирование поверхности без удаления продуктов изнашивания. Оторвавшиеся частицы металла подвергаются быстрому окислению. Дополнительным источником повреждения поверхностей может явиться возникающее местами схватывание сопряженных металлов.
Упрощенная схема процесса фреттинг-коррозии в начальной фазе такова: перемещение и деформация поверхностей под действием переменных касательных напряжений — коррозия —разрушение окисных и других пленок — обнажение чистого металла и местами схватывание — разрушение очагов схватывания и адсорбция кислорода на обнаженных участках.
Образование окисных пленок на металлической поверхности или продуктов изнашивания в виде окислов изменяет характер протекания процесса, который начинает определяться не только физико-химическими свойствами материалов пары трения в исходном состоянии, но и природой окислов и других образовавшихся химических соединений. Окислению металла сопутствует увеличение объема. При наличии в сопряжении замкнутых контуров (например, в цилиндрических сопряжениях) это приводит к местному повышению давления, что способствует повышению интенсивности изнашивания и возникновению питтингов. Окислы оказывают абразивное действие, которое зависит от прочности сцепления окисных пленок с основным металлом, твердости окислов и размеров их частиц в продуктах изнашивания. Твердость окислов металлов, как правило, больше твердости чистых металлов
Механизм изнашивания при фреттинг-коррозии в упрощенном виде показан на рис. 4.17. Первоначальное контактирование деталей происходит в отдельных точках поверхности. При вибрации окисные пленки в зоне фактического контакта разрушаются, образуются небольшие каверны, заполненные окисными пленками, которые постепенно увеличиваются в размерах и сливаются в одну большую каверну. В ней повышается давление окисленных частиц металла, образуются трещины. Некоторые трещины сливаются, и происходит откалывание отдельных объемов металла. Частицы окислов производят абразивное воздействие. В результате действия повышенного давления и сил трения частиц окислов повышается температура, и происходит образование белых твердых нетравящихся структур в отколовшихся частицах и на поверхности каверн.
Твердость АЬОз превосходит твердость азотированной стали. Это объясняет странный на первый взгляд факт разрушения при фреттинг-коррозии сверхтвердых сплавов и сильного разрушения закаленной хромистой стали при трении о них алюминия. Напротив, хромистая сталь при трении о цинк и медь, т. е. о металлы с большей, чем у алюминия, твердостью, повреждается меньше вследствие малой твердости окислов цинка и меди. Вместе с тем медь изнашивается значительно медленнее цинка не столько в результате большей твердости, сколько вследствие того, что окисные пленки меди прочно сцепляются с основой и образуют плотный слой, защищающий основной металл. Внедрение твердых окислов олова и алюминия в мягкие металлы может значительно уменьшить их дальнейший износ. Крупный размер частиц окислов способствует повышению интенсивности изнашивания. Так, в паре алюминий — закаленная хромистая сталь, где сталь сильно изнашивается, размер частиц корунда 10 мкм.
Можно было бы полагать, что свободный графит в серых чу-гунах, контактирующих без смазочного материала, должен снизить скорость изнашивания при фреттинг-коррозии. Опыты этого не подтверждают; по-видимому, графит не обеспечивает эффективного смазывания в этих условиях, а структуру ослабляет. Перлитные чугуны в контакте друг с другом менее подвержены повреждению, чем ферритно-перлитные. Большая твердость является благоприятным фактором. Фосфидная эвтектика упрочняет ферритно-перлитные чугуны.
При фреттинг-коррозии возможно образование и белых слоев в результате диффузии азота или углерода из продуктов разложения масла. В результате схватывания и пластической деформации могут образовываться наплывы материала.
С увеличением давления, а в особенности амплитуды относительных смещений, скорость изнашивания при фреттинг-коррозии возрастает. Этот рост при повышении давления обусловлен увеличением площади контакта, поражаемой коррозией. Повышение частоты перемещений ускоряет изнашивание, но, начиная с некоторой частоты, снижается активность факторов, протекающих во времени (окислительные процессы, наклеп и др), и рост скорости изнашивания уменьшается.
Методы борьбы с фреттинг-коррозией. Универсальных средств борьбы с фреттинг-коррозией нет. Если исходить из того, что взаимное микросмещение поверхностей не может быть исключено вследствие упругости материала, то для борьбы с фреттинг-
коррозией следует: а) уменьшить микросмещения; б) снизить силы трения; в) сосредоточить скольжение в промежуточной среде.
Уменьшить относительное микросмещение можно путем придания деталям соответствующей конфигурации или посредством повышения силы трения. Что касается конфигурации деталей, то общеизвестно, что применение разгружающих выточек в ступицах повышает предел выносливости валов и осей.
Силы трения можно увеличить, повысив давление путем уменьшения площади контакта деталей или повысив коэффициент трения за счет увеличения шероховатости поверхностей. Повышение давления может быть действенным, если проскальзывание поверхностей значительно снизится и будет скорее субмикроскопического, нежели микроскопического характера; в противном случае результаты будут прямо противоположны ожидаемым. Шероховатость поверхностей может длительно влиять на коэффициент трения, если один из элементов пары не является металлом. Другой метод увеличения силы трения состоит в нанесении на поверхность электролитического слоя меди, олова, кадмия, серебра или золота. Сила трения возрастает за счет повышения фактической площади контакта сопрягаемых деталей. Например, можно исключить фреттинг-коррозию между литым алюминиевым картером и корпусом подшипника с помощью лужения. Кадмирование вкладышей, болтов и других деталей для защиты от коррозии и фреттинг-коррозии широко распространено в авиационной и автомобильной промышленности. Однако при значительных микросмещениях эти покрытия сами подвергаются фреттинг-коррозии и быстро изнашиваются.
Если исключить вибрацию невозможно, то ослабить повреждение поверхностей можно снижением силы трения или перенесением скольжения в промежуточную среду. Для снижения удельной силы трения достаточно понизить давление или уменьшить коэффициент трения. В условиях фреттинг-коррозии обычные смазочные материалы не влияют на коэффициент трения, так как граничная пленка в процессе работы не пополняется и быстро разрушается. Дисульфид молибдена в виде порошка или пасты уменьшает повреждения, но, по-видимому, он не является универсальным средством.
Аналогично действуют свинцовые белила или их смесь с M.0S2. Фосфатированная поверхность, обработанная водной эмульсией масла или покрытая парафином, уменьшает силы трения.
Свинцовые и индиевые покрытия при малом сопротивлении сдвигу играют роль твердых смазочных материалов. Хотя сила трения при этом и уменьшается, основное назначение покрытий состоит в перенесении процесса смещений во внутрь покрытия. Все покрытия срабатываются, большая или меньшая их эффективность определяется сроком службы.
Хорошую сопротивляемость фреттинг-коррозии оказывают пары сталь — политетрафторэтилен или полиамиды. Действенным средством могут стать резиновые прокладки.
Наконец, уменьшить повреждение от фреттинг-коррозии можно, повышая твердость одной детали. При увеличении твердости стали уменьшается взаимное внедрение деталей, что снижает интенсивность изнашивания; кроме того, продукты изнашивания в этом случае меньше по размерам и их абразивное действие слабее. Закалка и азотирование полезны; хромирование не предотвращает и, вероятно, не уменьшает повреждения из-за высокой твердости окисла хрома.
|








 КОРРОЗИЯ, КЛАССИФИКАЦИЯ И ОБЩАЯ ХАРАКТЕРИСТИКА
КОРРОЗИЯ, КЛАССИФИКАЦИЯ И ОБЩАЯ ХАРАКТЕРИСТИКА
|
|
|
|
|
Дата добавления: 2014-12-08; Просмотров: 3476; Нарушение авторских прав?; Мы поможем в написании вашей работы!