КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Деформация и изломы
|
|
|
|
В результате приложения нагрузки происходит деформация материала, сопровождающаяся изменением формы и размеров детали. Различают упругие деформации, исчезающие после снятия нагрузки, и пластические, остающиеся после снятия нагрузки.
Изломом называют полное разрушение материала детали, приводящее к ее расчленению при растяжении, сжатии, изгибе, кручении или сложном напряженном состоянии. Изломы разделяют по характеру нагружения — статический и усталостный, а также по особенностям строения — хрупкий и вязкий.
Характер приложения нагрузки и, как следствие, механизм разрушения могут быть самыми разнообразными. При кратковременной нагрузке возникают статические изломы. Под вязким понимают излом, происходящий при наличии макропластической деформации. Возникновение пластичного излома свидетельствует о том, что материал не выдержал расчетной нагрузки. Хрупкий излом в отличие от пластического возникает при отсутствии или незначительных размерах макропластической деформации. Причиной хрупкого излома являются мгновенное приложение нагрузки, наличие концентраторов напряжений в опасном сечении детали, хладноломкость материала.
Деформации и изломы возникают при чрезмерном увеличении напряжений в материале детали, превосходящих предел текучести или предел прочности.
Изломы при однократном или при постоянном длительном действии нагрузки в практике наблюдаются сравнительно редко. Чаще встречаются так называемые усталостные изломы.
Явление разрушения материала под действием переменных напряжений в течение некоторой наработки называется усталостью. Способность материала сопротивляться усталостному разрушению называется выносливостью, или циклической прочностью. При циклически изменяющихся напряжениях наибольшее по абсолютной величине напряжение цикла, при котором материал не разрушается при заданном числе циклов, называется пределом выносливости.
К числу деталей, подвергающихся усталостному разрушению, относятся валы и оси автомобилей, тракторов, рессоры, шпиндели и др.
Усталостные изломы возникают при напряжениях ниже предела текучести. Зарождению усталостной трещины способствует наличие микродефектов и концентраторов напряжений в опасном сечении детали. Типичный усталостный излом характеризуется наличием очага разрушения, зоны усталостной трещины и зоны долома. Особенностью усталостного излома является то, что независимо от вязкости материала излом имеет хрупкий характер. Процесс зарождения трещины усталости начинается в точке в результате наличия на поверхности микродефекта.
Возникнув в микрообъеме материала, усталостная трещина постепенно, под влиянием переменной нагрузки, распространяется в глубь тела детали. По мере ослабления сечения темп развития трещины усиливается и при определенном остаточном сечении происходит полный долом детали.
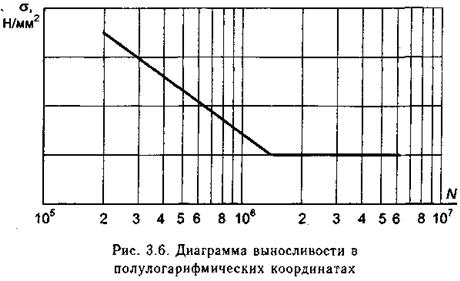
Предел выносливости, установленный на базе 106 и 107 симметричных знакопеременных циклов, составляет обычно 30...60% от предела прочности. Поэтому усталость материала часто является фактором, лимитирующим долговечность деталей.
Результаты испытаний на усталостную прочность представляют графически в виде диаграммы выносливости, выражающей зависимость напряжения от числа циклов нагружения. Чаще всего диаграмму выносливости изображают в полулогарифмических координатах (рис. 3.6). В этом случае по оси абсцисс откладывают логарифмы чисел циклов \gN, а по оси ординат — напряжения а в линейном масштабе. При использовании полулогарифмических координат критерием для суждения о пределе выносливости служит перелом кривой.
На изломы деталей существенное влияние оказывает коррозия. Наиболее типичными видами коррозионно-механических повреждений являются коррозионная усталость и коррозионное растрескивание.
Коррозионная усталость представляет собой процесс разрушения металлов и сплавов при одновременном действии коррозионной среды и циклических напряжений. Возникновение усталостной трещины происходит при дополнительном действии коррозионного фактора. Процесс развития трещины протекает также более интенсивно, так как дно и стенки трещины подвергаются воздействию коррозионной среды.
Коррозионное растрескивание возникает под действием статических напряжений и весьма агрессивной коррозионной среды. Оно возникает вследствие пониженной коррозионной стойкости границ зерен, наличия в сплаве структурной составляющей, подверженной коррозии, и наводораживания границ зерен, приводящего к уменьшению межкристаллической прочности.
Из имеющих место в сопряжениях автомобиля механических видов изнашивания абразивное является основным. Оно возникает вследствие режущего или царапающего действия абразивных частиц, находящихся между поверхностями трения и попадающих в зону трения извне или являющихся продуктами изнашивания. Абразивному изнашиванию подвергаются детали цилиндропоршневой группы при попадании в цилиндры пыли вместе с запыленным воздухом, зубья шестерен и подшипники агрегатов трансмиссии, сопряжения деталей ходовой части и рулевого управления. Интенсивность абразивного изнашивания зависит от механических свойств материала деталей, давления в паре трения, скорости скольжения при трении, режущих свойств абразивных частиц. Эффективными путями снижения абразивного изнашивания являются: правильный подбор материала трущихся деталей; предохранение трущихся поверхностей от попадания абразивных частиц; своевременное удаление продуктов изнашивания с трущихся поверхностей.
Гидроабразивное (газоабразивное) изнашивание возникает в результате воздействия твердых частиц, увлекаемых потоком жидкости (газа). Такой вид изнашивания деталей топливных, масляных и водяных насосов, гидроприводов тормозов нередко проявляется вместе с эрозионным изнашиванием вследствие воздействия на поверхность трения потока жидкости (газа). Трение потока жидкости (газа) о металл вызывает разрушение окисной пленки и способствует коррозионному разрушению материала, которое усиливается при действии абразивных частиц и микроударах в случае возникновения кавитации.
Кавитационное изнашивание происходит в потоке жидкости в результате многократных микроударов образующихся и разрушающихся кавитационных полостей.
Усталостное изнашивание происходит в результате повторного деформирования микрообъемов материала поверхностного слоя, приводящего к возникновению трещин и отделению частиц. Оно наиболее характерно для трения качения (рабочие поверхности подшипников качения, зубьев шестерен). Снижают интенсивность этого вида изнашивания применением специальной обработки деталей (предварительный наклеп, термохимическая обработка и др.).
Изнашивание при заедании является следствием одновременного механического взаимодействия поверхностей и действия молекулярных или атомарных сил. Оно может иметь место в результате схватывания, молекулярного сцепления материалов в местах контакта, последующего разрушения этой связи с глубинным вырыванием материала и переносом его с одной поверхности на другую. С целью уменьшения интенсивности изнашивания при заедании прибегают к поверхностному упрочнению деталей, наносят на них специальные покрытия, обеспечивают обильное смазывание поверхностей и т.д.
Коррозионно-механическое изнашивание происходит в результате механического воздействия, сопровождающегося химическим и (или) электрическим взаимодействием материала со средой.
Для окислительного изнашивания характерно наличие на поверхности трения защитных пленок, образующихся в результате химического взаимодействия материала с кислородом воздуха или окисляющей средой. В этих пленках в результате многократного нагружения и появления внутренних напряжений возникают и развиваются микротрещины, затем происходит ослабление связей на поверхности раздела и отслаивание пленки. Последующее механическое воздействие приводит к ее разрушению. На обнаженных участках процесс повторяется вновь. Окислительное изнашивание характерно для шеек коленчатых валов, гильз цилиндров, поршневых пальцев, зубьев шестерен и т.д.
Изнашивание при фреттинг-коррозии характерно для соприкасающихся тел при малых колебательных относительных перемещениях. Фреттинг-коррозия возникает при трении скольжения с очень малыми возвратно-поступательными перемещениями в условиях динамических нагрузок. Динамический характер нагружения обусловливает резкое повышение градиента деформации и температур, окисление и схватывание поверхностей. Изнашивание при фреттинг-коррозии наблюдается в посадочных поверхностях подшипников поворотных цапф, шестерен, в болтовых и заклепочных соединениях рам и т.д.
Электроэрозионное изнашивание — это изнашивание поверхности в результате воздействия разрядов при прохождении электрического тока.
Большинство деталей автомобиля подвергается обычно совокупному воздействию различных видов изнашивания в зависимости от конструктивно-технологических и эксплуатационных факторов. Но, как правило, для каждого сопряжения характерен основной вид изнашивания, определяющий износостойкость деталей и в большинстве случаев лимитирующий время безотказной работы сопряжения.
4. Основные виды изнашивания
4.1. Классификация узлов трения
Для определения условий изнашивания деталей, работающих в узлах трения, с целью обоснованного применения отделочно-упрочняющей обработки для повышения износостойкости поверхностей требуется использование классификации узлов трения, учитывающей влияние параметров качества поверхностного слоя, образующегося в процессе изготовления деталей.
Рис.4.1. Классификация видов изнашивания.
4.2. Водородное изнашивание
4.2.1. Сущность и определение водородного изнашивания
Водородное изнашивание зависит от концентрации водорода в поверхностных слоях трущихся деталей. Он выделяется из материалов пары трения или из окружающей среды (смазочного материала, топлива, воды и др.) и ускоряет изнашивание. Водородное изнашивание обусловлено следующими процессами, происходящими в зоне трения:
· интенсивным выделением водорода при трении в результате трибодеструкции водородсодержащих материалов, создающей источник непрерывного поступления водорода в поверхностный слой стали или чугуна;
· адсорбцией водорода на поверхностях трения;
· диффузией водорода в деформируемый слой стали, скорость которой определяется градиентами температур и напряжений, что создает эффект накопления водорода в процессе трения;
· особым видом разрушения поверхности, связанного с одновременным развитием большого числа зародышей трещин по всей зоне деформирования и эффектом накопления водорода.
Сущность водородного изнашивания в том, что при трении двух тел максимальная температура образуется не на поверхности тел, а на некоторой глубине. Это создает условия при которых водород под действием температуры диффундирует вглубь поверхности, там концентрируется и вызывает охрупчивание поверхностных слоев, а следовательно, усиливает изнашивание.
Область проявления водородного изнашивания весьма обширна. Практически все трущиеся поверхности стальных и чугунных деталей содержат повышенное количество водорода и, следовательно, подвержены повышенному изнашиванию. Наличие в воздухе паров воды создает благоприятные условия для водородного изнашивания. водородное изнашивание может быть вызвано не только водородом, который образуется при трении, но и водородом, который может образоваться при различных технологических процессах. При выплавке чугуна в доменном процессе из влаги дутья образуется водород, который и попадает в металл При термической обработке, например в результате азотирования (при диссоциации аммиака), выделяющийся водород диффундирует в сталь и т.д.
4.2.2 Водородное охрупчивание
Влияет на прочность. Различают несколько видов охрупчивания, которые делятся на две группы:
· охрупчивание первого рода, обусловленное источниками, которые имеются в исходном металле вследствие повышенного содержания водорода.
· охрупчивание второго рода, обусловленное источниками, которые развиваются в металле с повышенным содержанием водорода в процессе пластической деформации.
Охрупчивание первого рода является обратным и усиливается с повышением скорости деформации.
Охрупчивание второго рода развивается при малых скоростях деформации и может быть как обратимым, так и необратимым.
Теории водородного охрупчивания можно разделить на четыре группы.
1. Теория давления молекулярного водорода, согласно которой охрупчивание есть результат давления молекулярного водорода в макро- и микропустотах, а также в трещинах внутри металла. Давление возникает в результате молизации атомарного водорода.
2. Адсорбционные гипотезы, объясняющие снижение разрушающего напряжения вследствие уменьшения поверхностной энергии внутри трещин при адсорбции водорода (водород действует как поверхностно-активное вещество).
3. Теория взаимодействия водорода с решеткой металла; водород является разновидностью дефекта, понижающего прочность когезионной металлической связи.
4. Теории, основанные на взаимодействии водорода с дисклокациями; водород производит блокирующее действие на дислокации.
Для защиты металлов от воздействия водорода рекомендуются методы:
· введение в сталь сильных карбидообразующих элементов (хром, молибден, ванадий, ниобий и титан) для стабилизации карбидной составляющей и предупреждения обезуглероживания стали.
· футеровка стали металлами, имеющими более низкую водородопроницаемость (например медь, алюминий и др.)
· уменьшить содержание в сталях соединений серы, сурьмы, селена и др., которые способствуют проникновению в металл водорода.
4.2.3 Отличия водородного изнашивания от водородного охрупчивания
Водородное изнашивание не имеет общих черт с водородным охрупчиванием стали ни по интенсивности и характеру распределения водорода в стали, ни по характеру разрушения. Водородное изнашивание связано только с процессом трения и обусловлено трением: трение создает условия для диффундирования водорода из смазочного материала на некоторую глубину от поверхности трения, где располагается максимум температуры при трении. Там образуются множественные трещины, которые сливаясь разрушают металл.
4.2.4 Методы уменьшения и предупреждения водородного изнашивания
1. При выборе материалов для узлов трения необходимо учитывать степень их наводороживания и охрупчивания. Введение в сталь меди, хрома, ванадия, титана снижает проникновения в нее водорода.
Холоднодеформированная сталь может поглотить в 1000 раз больше водорода, чем отожженная.
Водородная хрупкость проявляется в основном в сталях ферритного класса. В закаленных и слабоотпущенных сталях хрупкое разрушение может быть даже при ничтожно малом количестве водорода.
Необходимо, где возможно, исключать из узлов трения полимеры, способные к быстрому разложению и выделению водорода.
2. В смазывающие жидкости полезно вводить ингибиторы проникновения водорода (кремний и органические соединения, содержащие несколько атомов хлора). Механизм их действия: при электролизе ионы водорода разряжаются на внешней поверхности ионов- в результате нарушается непосредственный контакт ионов водорода с поверхностью катода.
3. Водородное изнашивание можно снизить удалением из зоны контакта веществ, способствующих проникновению водорода: селен, сурьму и др.
4.3 Абразивное изнашивание
Абразивным материалом именуют минерал естественного или искусственного происхождения, зерна которого имеют достаточную твердость и обладают способностью резания (скобления, царапания).
Абразивным изнашиванием называют разрушение поверхности детали в результате ее взаимодействия с твердыми частицами при наличии относительной скорости. В роли таких частиц выступают:
· неподвижно закрепленные твердые зерна, входящие в контакт по касательной либо под небольшим углом атакик поверхности детали (например, шаржирование посторонними твердыми частицами мягких антифрикционных материалов);
· незакрепленные частицы, входящие в контакт с поверхностью детали (например, насыпные грузы при их транспортировании соответствующими устройствами, абразивные частицы в почве при работе почвообрабатывающих машин и т. д.);
· свободные частицы, пребывающие в зазоре сопряженных деталей;
· свободные абразивные частицы, вовлекаемые в поток жидкостью или газом.
Абразивному изнашиванию подвергаются детали сельскохозяйственных, дорожно-строительных, горных, транспортных машин и транспортирующих устройств, узлы металлургического оборудования, металлорежущих станков, шасси самолетов, рабочие колеса и направляющие аппараты гидравлических турбин, лопатки газовых турбин, трубы водяных экономайзеров и паровых котлов, лопасти дымососов, трубы и насосы земснарядов, бурильное оборудование нефтяной и газовой промышленности, подшипники валов гребных колес, подшипники гребных валов судов при плавании на мелководье и т. п.
На процесс абразивного изнашивания может влиять:
· природа абразивных частиц;
· агрессивность среды;
· свойства изнашиваемых поверхностей;
· ударное взаимодействие;
· нагрев и другие факторы.
Изнашивание твердыми зернами - при контакте абразивные частицы (зерна), оставаясь целыми или разрушаясь упруго деформируют металл. При этом зерна могут вдавливаться в металл, повернуться или даже выйти из контакта, оставив полосу.
Изнашивание при ударе абразивных частиц - этот процесс называют ударно- абразивным изнашиванием. На него влияет природа и геометрическая форма, твердость, хрупкость абразивных частиц, толщина слоя абразива, энергия удара, твердость испытуемого материала, наличие жидкости в зоне удара и т.д. Поле ударно- абразивного износа на поверхности остаются лунки.
Изнашивание в зонах пары трения. Попавшие в зазоры пар трения абразивные частицы участвуют в восприятии приложенной нагрузки и могут в зависимости от условий впрессовываться в поверхности трения, раздавливаться на более мелкие фракции, скользить или перекатываться вдоль поверхности изнашивания, упруго и пластически деформируя ее.
Изнашивание в потоке газа или жидкости. Здесь контакт с деталью может протекать под разными углами атаки жидкости или газа. Износ зависит от массы частиц, скорости их падения, свойств абразива, физико-механических свойств металла. При этом на поверхности детали может возникнуть либо упругая деформация, либо пластическая деформация, хрупкое разрушение, перенаклеп с отделением металла в виде чешуек.
4.4 Окислительное изнашивание
Происходит в том случае, когда на соприкасающихся поверхностях образуются пленки окислов, которые в процессе трения разрушаются и вновь образуются; продукты износа состоят из окислов. Здесь нет агрессивной среды, процесс изнашивания протекает при нормальных и повышенных температурах при трении без смазочного материала.
Для окислительного изнашивания необходимо, чтобы промежуток времени между последовательными разрушениями пленки был достаточен для образования пленки относительно большой толщины.
Окислительному изнашиванию калибры, детали шарнирно-болтовых соединений тяг и подвесных устройств машин, работающих без смазочного материала; колеса фрикционных передач и т.д.
Повышение температуры способствует росту окислительных пленок, а вибрация- разрушению.
4.5 Изнашивание вследствие пластической деформации
Этот вид изнашивания (смятия) заключается в изменении размеров или формы детали в результате пластической деформации ее микрообъемов.
Смятие является характерным видом шпоночных пазов и шпонок, шлицевых соединений, штифтов и упоров, резьбовых соединений и др.
Смятие характерно для деталей, входящих в контакт с ударом.
В тихоходных зубчатых передачах с колесами невысокой твердости возникают значительные пластические деформации с образованием канавок у ведущих зубьев.
Пластической деформации также подвергаются рельсы, колеса подвижного состава железных дорог.
Вмятины и углубления могут появиться на подшипниках качения за счет попадание сторонних частиц.
На подшипниках скольжения появляются повреждения из-за выдавливания баббитового слоя из зоны контакта.
4.6 Изнашивание вследствие диспергирования
Многие детали трения не имеют на рабочих поверхностях следов схватывания и заметных царапин; они работают при достаточно хорошем смазывании и умеренных температурах. В тонких поверхностных слоях таких деталей не происходит каких-либо химических и структурных изменений. При этих условиях разрушение поверхностного слоя происходит в результате диспергирования (измельчения) отдельных участков контакта. Интенсивность этого вида изнашивания невысока.
4.7 Изнашивание в результате выкрашивания вновь образуемых структур
При тяжелых условиях работы на поверхностях трения происходят физико-химические изменения. Они являются результатом пластического деформирования, повышения температуры слоев металла, прилегающих к зоне контакта, последующего быстрого охлаждения и химического действия окружающей среды. Эти физико-химические изменения, заключающиеся в образовании новых структур, в свою очередь изменяют вид взаимодействия и характер разрушения поверхностей.
На поверхностях трения стальных и чугунных деталей иногда образуются блестящие белые пятна или полосы, полностью или почти не травящиеся обычными металлографическими реактивами.
Этот слой получил название белого слоя. Твердость этих слоев выше, чем твердость основного металла. Слой отличается высокой хрупкостью, структура слоя высокодисперсная. В основном белые слои состоят из мартенсита, цементита и феррита.
Одновременно с образованием белого слоя возникает система внутренних напряжений, которая совместно с рабочими напряжениями приводит к растрескиванию слоя и выкрашиванию его отдельных частиц. Продукты износа, попадая в зазоры между
сопряженными деталями, могут вызывать интенсивное, доходящее до катастрофического, изнашивание.
4.8 Коррозия
Коррозией называют разрушение поверхности металла в результате химического или электрохимического воздействия среды. Чистая металлическая поверхность легко подвергается химическому воздействию среды. Однако, если в процессе начавшейся коррозии продукты ее образуют прочно связанную с металлом пленку, изолирующую поверхность от коррозионной среды, то металл приобретает пассивность по отношению к ней. Процесс искусственного образования тонких окисных пленок на поверхности металла для защиты его от коррозии и придания изделию лучшего вида называют пассивированием.
Химическая коррозия протекает при взаимодействии металлов с сухими газами, парами и жидкими неэлектролитами.
Газовой коррозии подвержены цилиндры двигателей внутреннего сгорания, выпускные клапаны, элементы паровых котлов и т.д. На углеродистой стали газовая коррозия проявляется в виде пленки окислов уже при температуре 200- 300С0 , с повышением температуры примерно до 600С0 в связи с образованием под действием внутренних напряжений трещин в защитной пленке скорость коррозии возрастает и образуется окалина.
Электрохимическая коррозия. Обусловлена неоднородностью металла в контакте с электролитом. Эта неоднородность проявляется в различных формах:
1. Неоднородность сплавов связана с тем, что они состоят из двух и более структурных составляющих;
2. Неоднородное физическое состояние металла обусловлено различием между зерном и его границей, неоднородностью структуры (ликвация, газовые пузыри и неметаллические включения);
3. Различное напряженное состояние смежных участков детали под нагрузкой изменяет физическое состояние даже одного металла.;
4. Различие в концентрации раствора электролита, смачивающего металл, и неодинаковые условия подвода кислорода к различным участкам поверхности- это иная категория неоднородности состояния. Существование на поверхности металла микроучастков с различными электрическими потенциалами является причиной сбразонания огромного количества гальванических микроэлементов, в результате работы которых происходит коррозия.
На скорость коррозии влияет температура (с повышением ее коррозия усиливается) и скорость омывания средой металлической поверхности; при значительной скорости среды коррозия усиливается под действием эрозии.
В некоторых машинах можно встретиться с щелевой коррозией, при которой коррозионные повреждения сосредоточены в зазоре между поверхностями. Зазором могут быть щели между листами, зазоры в сопряжениях и стыках, зоны трещин в металле, а также щели между осевшими или прилипшими к поверхности посторонними веществами.
Щелевой коррозии подвержены даже металлы, которые устойчивы к другим видам коррозии благодаря образованию на их поверхностях пленок, обладающих высокими защитными свойствами. Вибрации и эпизодические относительные микросмещения поверхностей повреждают образующуюся защитную пленку в щели, благоприятствуют ее удалению, и, создавая условия для большей неравномерности концентрации среды, способствуют более интенсивной коррозии в щели.
Коррозия рабочих поверхностей деталей у неработающих машин снижает износостойкость пар трения по следующим причинам: у неработающих пар ухудшается качество поверхности и после пуска машины снова начинается приработка; продукты коррозии действуют как абразив; срабатывание продуктов коррозии, происходящее за малое время, сопряжено с быстрым изменением линейных размеров детали в неблагоприятную сторону.
4.9 Кавитационное изнашивание
4.9.1 Гидродинамическое изнашивание
Кавитация дословно означает полость, каверна. Однако под кавитацией понимают явление образования в движущемся по поверхности твердого тела потоке жидкости пустот в виде пузырей, полос и мешков, наполненных парами, воздухом или газами, растворенными в жидкости и выделившимися из нее. Это явление обусловлено следующим. В движущемся с большой скоростью потоке при его сужении и наличии препятствий на его пути давление может упасть до давления, соответствующего давлению парообразования при данной температуре. При этом, в зависимости от сопротивления жидкости растягивающим усилиям, может произойти разрыв, нарушение сплошности потока. Образующаяся пустота заполняется паром и газами, выделившимися из жидкости. Воздух, вовлекаемый в поток, облегчает возникновение кавитации. Образовавшиеся парогазовые пузыри размерами порядка десятых долей миллиметра, перемещаясь вместе с потоком, попадают в зоны высоких давлений. Пар конденсируется, газы растворяются, и в образовавшиеся пустоты с громадным ускорением устремляются частицы жидкости; происходит сопровождаемое ударом восстановление сплошности потока.
Исследования показали, что кавитационныи пузырек может вырасти за 0,002 с до 6 мм в диаметре и полностью разрушиться за 0,001 с. В определенных типах кавитации на площади в 1 см2 в течение 1 с могут образоваться и разрушиться более 30 млн. кавитационных пузырьков.
Кавитация наблюдается в трубопроводах, в гидромониторах и в потоках, обтекающих лопатки центробежных и пропеллерных насосов и лопастей гидравлических турбин и гребных винтов. Явление кавитации вызывает вибрации, стуки и сотрясения, что приводит к расшатыванию крепежных связей, обрыву болтов, смятию резьб, фрикционной коррозии стыков, нарушению уплотнений и усталостным поломкам.
Предупредить кавитацию можно, проектируя гидромеханическую систему так, чтобы во всех точках потока давление не опускалось ниже давления парообразования.
Кавитационная стойкость материала определяется его составом и структурой. Повышение содержания углерода в углеродистой стали увеличивает ее стойкость. Однако, начиная с 0,8 % С, она начинает падать. Пластинчатый перлит более стоек, чем зернистый. Введение никеля и хрома в сталь повышает ее стойкость за счет снижения количества феррита, увеличения степени дисперсности и др. Шаровидная форма графита благоприятна. Наиболее стойким является низколегированный чугун (1 % Ni, 0,3 % Mo) с шаровидным графитом. Закалка с нагревом ТВЧ, цементация, поверхностное упрочнение увеличивает стойкость.
4.9.2 Вибрационная кавитация
Возникает при колебании твердого тела относительно жидкости или жидкости относительно твердого тела. Давление в жидкости на границе раздела жидкости и твердого тела может упасть и вызвать образование кавитационных пузырей. Условия кавитации зависят от внешнего давления на систему и насыщенности жидкости воздухом.
Вибрационную кавитацию могут вызвать звуковые колебания, особенно ультразвуковые. Звуковые волны ускоряют окислительно-восстановительные реакции, вызывают внутримолекулярные перегруппировки веществ, усиливают диспергирование, ускоряют процессы мойки и обезжиривания поверхностей и вызывают коагуляцию мелких частиц.
Вибрационная кавитация проявляется в двигателях внутреннего сгорания, особенно на наружных поверхностях гильз в результате их колебаний от ударов поршня. Износ от кавитации наружной стенки гильзы может быть в 3 - 4 раза больше, чем износ внутренней поверхности от действия поршневых колес.
4.10 Эрозионное изнашивание
Эрозия в широком понятии - процесс поверхностного разрушения вещества под воздействием внешней среды. В машиностроении эрозия имеет более узкое понятие, разрушение поверхности материалов вследствие механического воздействия высокоскоростного потока жидкости, газа или пара. Разрушение металлов под действием электрических зарядов также относится к эрозии.
Эрозионное воздействие высокоскоростного потока жидкости, газа или пара в чистом виде слагается из трения сплошного потока и его ударов о поверхность.
В результате трения происходит расшатывание и вымывание отдельных объемов материала. В зависимости от свойств материала возможны вырывы отдельных объемов или групп зерен. Жидкость, внедряясь при ударах в образовавшиеся микротрещины, ведет себя подавно клину, раздвигая боковые стенки.
Если поток содержит абразивные частицы, то изнашивание становится эрозионно-абразивным.
4.11 Схватывание и заедание поверхностей при трении
Схватывание - явление прочного соединения металлов в результате взаимного трения или совместного деформирования при температуре ниже температуры рекристаллизации. При этом образуются прочные металлические связи в зонах непосредственного контакта поверхностей. В местах схватывания исчезает граница между соприкасающимися телами, происходит сращивание одно- разноименных металлов.
На образовании прочных металлических связей между двумя заготовками основаны такие технологические процессы, как кузнечно-прессовая сварка, контактная сварка сопротивлением плакирование методом горячей прокатки. Но в отличие от сваривания эти процессы характеризуются соединением металлов при значительном давлении и при температуре выше температуры рекристаллизации.
На явлении схватывания базируются технологические процессы холодной сварки металлов.
Сущность схватывания: если приложить нагрузку к двум соприкасающимся металлическим поверхностям, то в результате контакта (на расстояниях порядка межатомных) произойдет схватывание поверхностей с выделением энергии.
Если у одного и того же металла контактирует два кристаллита с одинаковой ориентацией, т.е. с параллельным расположением кристаллографических плоскостей, то произойдет их простое сращивание в один общий кристаллит.
Если же контактируют два кристаллита с различной ориентацией, то между ними образуется переходная зона. Для образования переходной зоны используется поверхностная энергия, высвобождающаяся в результате перестройки структуры. При этом образуются узлы сваривания.
Процесс возникновения и разрушения узлов сваривания видоизменяется в зависимости от контактирующих деталей, их материалов и режимов трения. При контакте двух тел могут происходить вырывы материала в макро-, микро- и субмикроскопических частиц с одной поверхности и перенос их на другую поверхность. При дальнейшем контакте приваренные частицы срабатываются, вырываются и уносятся из зоны трения. При этом интенсивности изнашивания будет различной. При эксплуатации машин для качественной оценки степени повреждений поверхностей используются следующие термины:
Натир - участок поверхности трения, отличающийся по цвету от прилегающих участков и испытывающий наибольшее давление. Натир бывает светлым (результат сглаживания микронеровностей поверхности или образования мельчайших рисок в направлении скольжения) и темного цвета (результат местных повышенных температур и образования окисных пленок). Натиры могут образовываться при любом виде изнашивания.
Задир – наиболее яркая форма проявления схватывания. Образуются широкие и глубокие борозды с неровными краями, иногда слившиеся; присутствуют крупные наросты; возможно оплавление поверхности. Может произойти полное заклинивание деталей.
4.12 Изнашивание при фреттинг- коррозии
Фреттинг-коррозия - это процесс разрушения плотно контактирующихся поверхностей пар металл - металл или металл - неметалл в результате малых колебательных относительных перемещений. Для возбуждения фреттинг-коррозия достаточны перемещения поверхностей с амплитудой 0,025 мкм. Разрушение заключается в образовании на соприкасающихся поверхностях мелких язвин и продуктов коррозии в виде налета, пятен и порошка. Этому виду изнашивания подвержены не только углеродистые, но и коррозионно-стойкие стали в парах трения сталь—сталь (могут быть как одноименные, так и разноименные), сталь—олово или алюминий, сурьма, а также чугун—бакелит или хром и многие другие пары трения.
Вследствие малой амплитуды перемещения соприкасающихся поверхностей повреждения сосредоточиваются на небольших площадках действительного контакта. Продукты износа не могут выйти из зоны контакта, в результате возникает высокое давление и увеличивается их абразивное действие на основной металл.
Продукты фреттинг-коррозии стальных изделий в атмосфере воздуха имеют цвет от светло-красно-коричневого до темно-коричневого в зависимости от марок материалов, давления, влажности и частоты циклов микросмешений.
Фреттинг-коррозия осуществляется также в вакууме, в среде кислорода, азота и гелия. Интенсивность изнашивания при фреттинг-коррозии в атмосфере воздуха выше, чем в вакууме и в среде азота, а в кислороде больше, чем в гелии.
Язвины и продукты коррозии на сопряженных поверхностях валов и напрессованных на них дисков, колес, муфт и колец подшипников качения, на осях и ступицах колес подвижного состава железных дорог, на запрессованных в картерах вкладышах подшипников, на пригнанных поверхностях шпонок и их пазов, на центрирующих поверхностях шлицевых соединений, на опорах силоизмерительных устройств, на опорных поверхностях пружин, на затянутых стыках, в заклепочных соединениях между листами, на заклепках и в отверстиях, на болтах и т. п. — результат проявления фреттинг-коррозии.
Необходимые для протекания этого процесса относительные микросмещения сопряженных поверхностей совершаются вследствие деформации деталей под нагрузкой и вибрации их, а также колебаний, происходящих в упругих системах.
|
|
|
|
|
Дата добавления: 2014-12-08; Просмотров: 2199; Нарушение авторских прав?; Мы поможем в написании вашей работы!