КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Плакати - попередження
|
|
|
|
«Обережно! Електрична напруга», «Стій! Напруга» – чорні літери на білому тлі, червона облямівка.
«Випробування. Небезпечно для життя» – чорні літери на білому тлі, червона облямівка.
З аборонні
«Не включати. Працють люди» – червоні літери на білому фоні.
«Не включати. Робота на лінії» – червоні літери на білому фоні.
«Не відкривати. Працюють люди» – червоні літери на білому фоні.
Розпорядчі
«Працювати тут», «Влізати тут» – біле коло на зеленому тлі, літеривсередині кола чорні, облямівка біла.
Вказівний
«Заземлено» – чорні літери на синьому тлі, облямівка біла.
Класифікація приміщень за характером навколишнього середовища:
1/ сухі – вологість не перевищує 60%;
2/ вологі – вологість більше 60%, але не вище 75%;
3/ сирі – вище 75%;
4/ особливо сирі – близько 100% (все вкрите вологою);
5/ спекотні – температура більше +35°С (сушарні, котельні);
6/ пильні – у процесі виробництва утворюється пил, осідає всередині машин;
7/ з хімічно активним чи органічним середовищем.
Класифікація за небезпекою ураження струмом
1. Без підвищеної небезпеки;
2. з підвищеною небезпекою:
– сирість і струмопровідний пил;
– токопровідні підлоги;
– висока температура;
– можливість людини одночасно торкатися металевих конструкцій, і з іншого боку – корпусу електрообладнання;
3. особо небезпечні:
– особлива вологість;
– хімічно активне або органічне середовище;
– одночасно дві або більше умови підвищеної небезпеки;
4. території розміщення зовнішніх електроустановок. У відношенні небезпеки пораження людей електричним струмом відносяться до особливо небезпечних приміщень.
Електрозахисні засоби до 1000В (основні): ізолюючі штанги, ізолюючі та електровимірювальні кліщі, покажчики напруги (рис.1), рукавички, інструмент з ізолюючими ручками.

Рисунок 1 – Покажчик напруги; струмовимірні кліщі (вимірювання: струму до 400А; змінна і постійна напруга, опір, ємність, температури, цілісність ланцюгів)
Додаткові (до 1000В): калоші, килими, переносні заземлення, ізолюючі підставки і накладки, огороджувальні пристрої, плакати і знаки безпеки.
Виробництво електроенергії
Потужність турбіни з метою підвищення економічності приймається можливою: 150, 200, 300, 500, 800, 1200МВт і більше. При передачі електроенергії (електростанція–споживач) використовують напругу: 35, 110, 220, 330, 500, 750кВ і вище. Для цього використовують підвищувальні трансформатори. Напруга на затискачах застосовується можливо рівнює 10÷25кВ. Міські мережі отримують живлення від електростанцій через ЛЕП 35÷220кВ. Трансформаторні підстанції знижують напругу з 35÷220кВ до 6÷20кВ і далі 0,4кВ. Лінійна напруга на затискачах споживача 380В (фазова напруга дорівнюе 220В).
Електричний приймач – електроустановка, в якій споживається електроенергія.
По надійності електричні приймачі діляться на три категорії:
1/ збій електропостачання (ймовірність загрози для життя людей) шкоди народному господарству;
2/ перерва в електропостачанні (простий техніки, людей; недоробка продукції);
3/ усе інше (електричні приймачі допоміжних цехів, невеликі селища і т.д.).
Кабель – одна або більше ізольованих жил, укладених в металеву або неметалеву оболонку, поверх якої може перебувати захисний покрив (рис.2).
Провід – одна неізольована або одна і більш ізольованих жил, поверх яких може перебувати неметалічна оболонка, обмотка, обплетення і т.д.
Шнур – дві або більше ізольованих жил (гнучких або особливо гнучких) перерізом до 1,5мм, скручених або паралельно покладених, поверх яких може бути неметалева оболонка і захисні покрови.
Шинопровід – суцільний короб з вмонтованими нішами, напруга до 1000В.
Провід повітряний неізольованого електричного кола та лінії електротранспорту. Для збільшення відстані між опорами дроти виготовляють сталеалюмінієвимі і сталебронзовимі.
Ізольовані – розподіл енергії в силових і освітлювальних мережах (проводи з гумовою, пластмасовою ізоляціями) – приміщення, на відкритому повітрі або прихованій прокладці. Бувають: одно, двох, три, чотири, і багатожильні на змінну напругу 380, 660, 3000В.
Ізоляція проводів та кабелів
1. просочена паперова;
2. поліетіленова;
3. політетрафторетілена;
4. полівінілхлорідний пластик;
5. гумова.
Дроти обмотувальні:
– емалеві ПЕВ, ПЕВ2, ПЕТВ;
– шовкова ізоляція ПЕЛШО;
– з паперовою ізоляцією;
– з термостійкої;
– зі стеклонітевим.
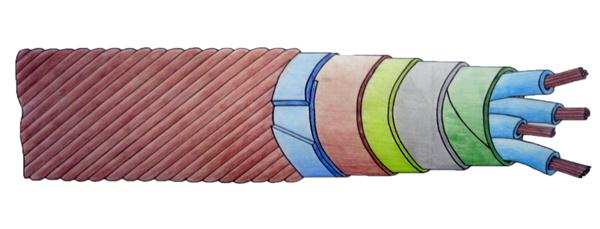
1 – покривна оболонка (джутовий покрив);
2 – броня;
3 – подушка;
4 – паперовий прошарок;
5 – герметична оболонка;
6 – поясна паперова ізоляція;
7 – жильна ізоляція;
8 – струмовідні жили;
9 – кульова жила.
Рисунок 2 – Кабель
Наприклад кабель СБ
Перша літера – матеріал оболонки:
С – свинець,
А – алюміній,
Н або НР – негоряща гума,
ВР – полівінілхлорид.
Друга літера –захисне покриття:
А – алюмінієвий;
Б – броньований;
Г – оголений;
К – круглими броньованими дротами;
П – плоскими.
Позначення марки кабелю з алюмінієвими жилами починається з «А», кожна жила в свинцевій оболонці з «О».
Тема 2 Пайка та лудіння. Зварювання
План:
1. Пайка та лудіння проводів і наконечників.
2. Припої, флюси їх різновиди та склади.
3. Основний інструмент – паяльник.
4. Закладення кінців проводів кабелів.
5. Техніка безпеки при виконанні робіт.
6. Зварювання, техніка безпеки при зварювальних роботах.
1. Пайка та лудіння проводів та наконечників
Паяння – процес отримання нероз'ємного з'єднання різних металів за допомогою розплавленого проміжного металу, що плавиться при більш низькій температурі, ніж з'єднувальні метали.
Паяння широко застосовується в різних галузях промисловості. У електропромисловості та приладобудуванні паяння є в ряді випадків єдино можливим методом з'єднання деталей.
До переваг пайки відносять:
– незначний нагрів з'єднуючих частин (зберігання структури і механічних властивостей металів);
– чистота з'єднання, що не вимагає в більшості випадків подальшої обробки;
– збереження розмірів і форм деталей;
– досить висока точність з'єднання;
Сучасні способи дозволяють паяти вуглецеві, леговані і нержавіючі сталі, кольорові метали та їх сплави.
Припій – проміжний сплав або метал, що застосовуєтьсяпри паянні (рис.3).

Рисунок 3 – Припій
Припої повинні мати властивості:
– мати температуру плавлення нижче температури плавлення спаювальних металів;
– у розплавленому стані, взаємодіючи із захисним середовищем, флюсом або в вакуумі добре змочувати паяємий матеріал та легко розтікатися по його поверхні;
– забезпечувати досить високі характеристики (міцність, пластичність і герметичність) паяемого з'єднання;
– з паяємимі матеріалами не утворювати корозійно-нестійкої пари;
– мати коефіцієнт температурного розширення, близький до коефіцієнта паяемого матеріалу;
Лудіння – покриття поверхні припоєм. Застосовується для захисту підготовлених болтових з'єднань або пайки поверхні.
2. Припої та флюси, їх різновиди та склад
Припої бувають:
– легкоплавкі (м'які), температура плавлення до 500°С.
– тугоплавкі (тверді), температура плавлення вище 500°С.
Легкоплавкі припої застосовуються у всіх галузях промисловості та в побуті.
Склад: сплав олова зі свинцем (марка ПОС), вмістом олова від 18% (ПОС18) до 90% (ПОС90).
Питома провідність цих припоїв – 9÷13% питомої провідності міді. Існують також м'які припої з добавками алюмінію, срібла. Ще більш м'які припої, до складу яких входять вісмут і кадмій.
Для пайки мідних жил застосовують припій ПОС18, а для тонких мідних провідників – більш м'які припої (ПОС40, ПОС50, ПОС61). Легкоплавкі припої випускають у вигляді «чушок», дроту, литих прутків, дерен, фольги, трубок з внутрішнім набиванням каніфолю, діаметром від 2 до 5мм, а також у вигляді порошків і паст з порошку та флюсу.
Тверді припої – медно-цінкові (ПМЦ) та срібні (ПСР).
Мідно-цинкові припої (ПМЦ36; ПМЦ48 та ін) і мідно-фосфорні припої (ПФОЦ 7,3,2 та інші) володіють крихкістю і не стійки до вібрації, ударних навантажень, електричний опір швів дуже малий.
Срібно-мідні припої (мідь 40%; срібло 25%; цинк 35%) відрізняються малим питомим електричним опором. Широко застосовуються для пайки струмоведучих частин, для чорних і кольорових металів. При цьому утворюється механічно міцні і корозійно-стійкі шви.
Припій на алюмінієвій основі з додаваннями міді, кадмію, олова відрізняються підвищеною механічною міцністю і стійкістю до атмосферної корозії.
Для пайки алюмінієвих жил проводів застосовують цинково-олов'янистих припій марки А (40% олова), цинково-олов'янистих ЦО12 (12% олова і 88% цинку) припій.
Флюс – друга важлива речовина при паянні. При паянні металів флюс очищає поверхні від окислів, забруднень. Охороняє спаювані метали від окислення в процесі пайки, знижує поверхневий натяг припою, покращує розтікання припою та змочуваність їм спаеваемих поверхонь (рис. 4).




Рисунок 4 – Флюси
Флюси бувають:
– тверді порошкоподібні речовини (бура, борна кислота, каніфоль);
– рідина (водний розчин хлористого цинку, спиртовий розчин каніфолі);
– пасти (застосовуються рідко).
По дії, взаимодії на метал, що піддається паянню, флюси ділять на групи:
– активні (кислотні) флюси – соляні кислоти, хлористі і фтористі з'єднання металів і т.д.
Після пайки цим флюсом місце обробки ретельно промивається. При монтажі електрорадіоприладів застосування активних флюсів неприпустимо.
– безкислотний флюси – каніфоль і флюси, приготовані на її основі з додаванням спирту, гліцерину та інших неактивних речовин;
– активовані флюси – каніфоль з добавкою активаторів (невеликих кількостей солянокислого або фосфорно-кислотного аміаку);
– антикорозійні флюси – на основі фосфорної кислоти з додаванням органічних сполук і розчинників. Залишки цих флюсів не викликають корозії.
3.Основний інструмент при паянні – паяльник.
Жало періодично зачищати терпугом [1, с.178].
Конструкції паяльників бувають:
– з внутрішнім нагрівом (рис. 5);
– мікропаяльнікі (пайка мікросхем, плівкових схем тощо) потужність 4 і 6Вт;
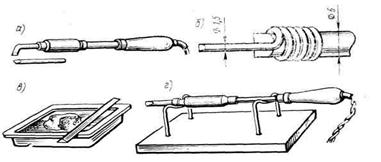
Рисунок 5 – Паяльник з внутрішнім нагрівом

а)
б)
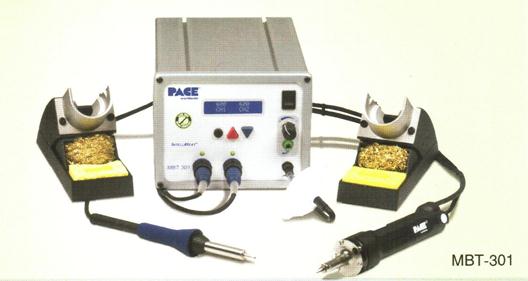
Рисунок 6 – Паяльник з автоматичною стабілізацією температури жала
– з автоматичною стабілізацією температури жала (рис. 6). Складається з двох електрично пов'язаних між собою вузлів: блок стабілізації температури і власне паяльника.
На малюнку 7 зображено преносний газовий паяльник.

Рисунок 7 – Газовий паяльник з двома насадками
4. Закладення кінців дротів та кабелів під пайку
Мідні жили паяють м'якими припоями. Одно і багатодротові жили перерізом 1,5÷10мм² спаюють паяною скруткою.
Ізоляцію з кінця жили видаляють на довжині 15мм, зачищають жилу наждачним папером, скручують жили і пропаюют паяльником або у ванні з розплавленим припоєм. Окінцювання проводів перетином 1÷2,5мм² виконують у вигляді кільця з наступним лудінням. Для цього знімають ізоляцію з кінця жили на довжині 30÷35мм.
Зачищають, вигинають круглогубцями жилу у вигляді кільця, пропаюют і після охолодження ізолюють полівінілхлоридню трубкою або ізострічкою до кільця.
Алюмінієві дроти паяють припоями марок А чи ЦО12 (або ЦА15). Паяють пропанобутанової або бензиново-паяльною лампою. Однодротяні жили перерізом 2,5÷10мм² паяють паяльником за допомогою подвійної скрутки (рис.8):
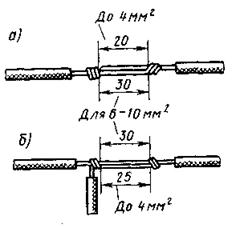 |
Рисунок 8 – Скрутка дротів
Після охолодження місця пайки ізолюють ізострічкою шляхом обмотування спаяних жил із заходом на ізоляцію проводу.
Мідь з алюмінієм паяється аналогічно.
Алюмінієві багатодротові жили перерізом 16÷150мм² знімають ізоляцію на довжині 50÷70мм. Перед зняттям паперової ізоляції у місця її обрізу накладають нитяний бандаж. Потім пассатижами послаблюють, повив дротів жили, і бензином видаляють просочувальну суміш. Жили з гумовою ізоляцією цієї операції не потрібно. Жили секторної форми округлюють за допомогою універсальних плоскогубців. Очищений від ізоляції кінець жили обробляють ступенями. На край ізоляції навивають кілька витків шнурового азбесту щоб уникнути плавлення ізоляції під час пайки. [1, с.182, рис. 4,6].
Окінцевання алюмінієвих жил виконують накінечниками. Розмір накінечника буде по перетину на одну сходинку вище. Якщо жила 50мм², беруть накінечник 70мм² для проникнення припою в зазор між накінечником та жилою.
З'єднання жил однодротяних та багатодротяних перетином 16÷40мм² виконують методом поливу попередньо розплавленого припою. [1, с.183]
Однодротяні жили перерізом 16÷50мм² паяють в мідних гільзах. Застосовують припої ЦО12 або ЦА15,припій розігрівають до температури 600°С. Перед паянням виробляють сходинкову розділку жил (багатодротові) або обрізають кінці ножівкою під кутом 55° до горизонталі.
5. Техніка безпекипри пайці і лудінні
Робота з розплавленими припоями пов'язана з небезпекою отримати опіки. Тому слід остерігатися:
– попадання розплавленого припою на незахищені руки;
– попадання на одяг;
– попадання на нахилину поверхню, по якій припій може скотитися в невизначені місця;
– падіння крапель припою з висоти, щоб уникнути розбризкування.
Умови для застосування різних марок флюсу:
– добре провітрюване приміщення;
– відсмоктування шкідливих випарів від кожного робочого місця при масових роботах.
Для зменшення небезпеки паяльників необхідно:
– не допускати перегріву паяльнику;
– застосовувати паяльник з регулюванням температури (менший струм під час того, як паяльник лежить на підставці, більший безпосередньо під час паяння);
– запобігати можливість передавливания, перетирання або торкання нагрітого тіла (жала) струмоведучого шнура паяльнику.
6. Електрозварювання
Електрозварювання – процес отримання нероз'ємного з'єднання твердих металів, здійснюваний за рахунок плавлення металу і подальшого охолодження (рис. 9, 10).

Рисунок 9 – Зварювальні апарати
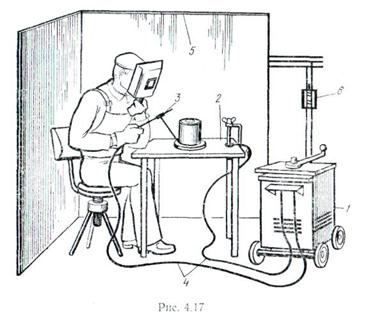
Рисунок 10 – Виконання зварювання
Застосовується для зварювання практично будь-яких металів та сплавів, при будь-якій формі деталей, що зварюються.
Різновиди зварювання:
1. бездугова, методом контактного розігріву;
2. дугова, вугільним електродом на негативному струмі і дугова ручна.
3. автоматична, плавкими або не плавкими електродами.
Приклад: ТСК-500 вторинна напруга дорівнює 60÷65В, напруга дуги приблизно 20÷30В, межі регулювання зварювального струму 165÷650А. Для застосування установки зварювального струму на верхній кришці кожуха розташована шкала з розподілами. Більш точно сила струму визначається за амперметром.
Осцилятор перетворює струм промислової частоти і низької напруги в струм високої частоти (250÷300кГц) та високої напруги (2,5÷6кВ), підключається до трансформатора для забезпечення порушення зварювальної дуги.
Пайка:
1. площа електричного контакту деталей, що з'єднуються, утворена припоєм, повинна бути задовільної величини (провідність, навантаження);
2. з'єднання повинно бути досить міцне та нести елементи конструкції з'єднувальних деталей, а не припій.
Тема 3 З'єднання та оконцевання проводів
План:
1. Вимога, що пред'являється до контактних з'єднань, застосовування.
2. Матеріали, інструменти та пристосування.
3. Способи оконцеванія проводів обпресуванням і паянням.
4. Роз'ємні з'єднання.
5. Брак і заходи попередження
6. Техніка безпеки.
1. Вимоги, що пред'являються до контактних з'єднань. Роз'ємні і нероз'ємні з'єднання, застосування
Електричний контакт, утворений при з'єднанні проводів до затискачів або між собою повинен відповідати наступним вимогам:
– надійність за всіх умов експлуатації, для яких призначений пристрій;
– бути стабільним і не викликати додаткового нагріву контактного з'єднання через втрати в контакті;
– тип, габарити, простий пристрій.
Контактні з'єднання в залежності від призначення можуть бути роз'ємні й нероз'ємні.
Роз'ємні контакти застосовують (рис.12):
– при приватних розборках контактного з'єднання (затискачі електромашин, затискачі РП і т.д.);
– при виконанні контактного з'єднання на місці установки пристрою і відсутності зручностей, для здійснення нероз'ємного з'єднання (настінні вимикачі, розетки і т.д.).
Нероз'ємні з'єднання застосовують:
– за відсутності необхідності під час експлуатації розбирання контакту (з'єднання проводів, кабелів, постійного відгалуження проводів, з'єднання декількох котушок, радіосхем і т.д.);
– за відсутності доступу для огляду стану контактного з'єднання і т.д.
На рисунку 11 зображенозбірка роз'єму дляпровідника фотоелектричної системи.
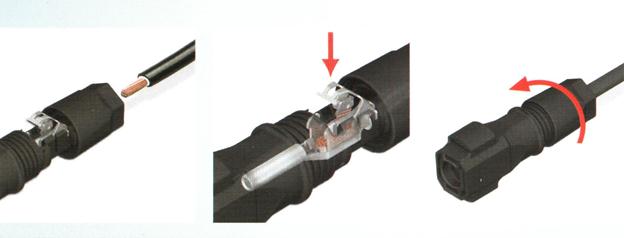 |
1. Зачистка провідника 2. Вставка провідника 3. З'єднання двох
фотоелектричної в контактне гніздо частин роз'ема
системи затиснення з'єднувального та затягування
пружинного елементу різьбових з'єднань
Рисунок 11 – Фіксація провідника, збірка роз'єму
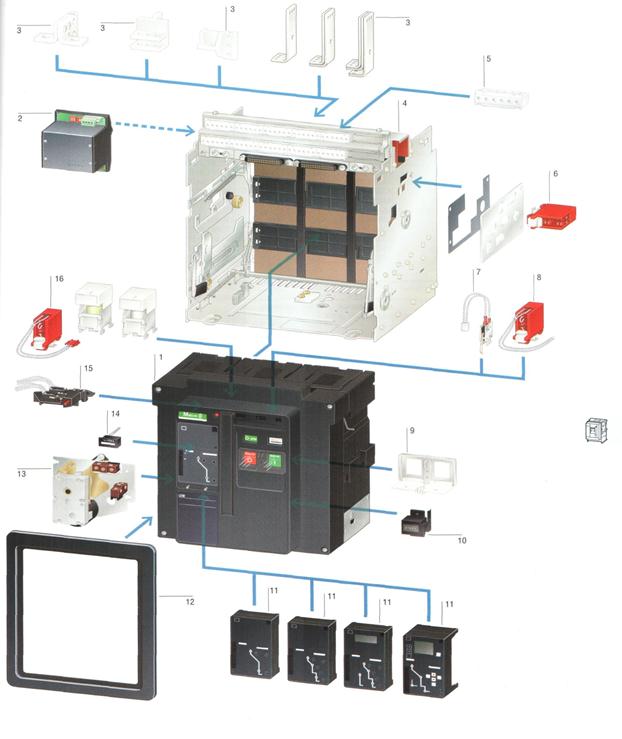
Рисунок 12 – Збірка автовимикача:
1 – авто вимикач IZM;
2 – комунікаційний модуль;
3 – силові виводи;
4 – кошик викатного виконання;
5 – модулі виводів вторинних ланцюгів;
6 – контакти положення у кошику;
7 – контакт готунку до включення;
8 – допоміжні контакти;
9 – кришки кнопок;
10 – лічильник числа комутацій;
11 – електронні расцепителі;
12 – рамки ущільнення двері;
13 –моторний привід;
14 – модулі номінального току;
15 – контакти аварійного спрацьовування;
16 – незалежні расцепителі.
2. Матеріали, інструменти та пристосування, застосовувані при з'єднанні, відгалуженні й окільцевані дротів
Для продуктивності робіт використовують різні інструменти та пристосування (рис.13).
Для розв'язки окремих мідних й алюмінієвих жил, а також броньованих та неброньованих кабелів (приклад: секторні ножиці).
Клетнівка – для накладання дротяних бандажів для закріплення броні кабелю (має вид дерев'яного бруска з рукояткою й напівобоймою). При обертанні клетневкі навколо кабелю бандажний дріт, проходячи по її кривому каналу, натягується.
Бронерізка – для надрізання сталевої броні кабелю. Спецножі з регульованою глибиною різання – для кільцевих й спіральних, поздовжніх надрізів свинцевих та алюмінієвих оболонок кабелю.
Надрізи будь-якого напрямку на пластмасових оболонках роблять за допомогою монтерского ножа з внутрішньої ріжучої кромкою.
Термокліщі – для видалення з струмоведучих жил проводів пластмасовій ізоляції. Губки кліщів обладнані набором кільцевих і поздовжніх ножів для дротів з жилами перетином 1,5÷6мм². На губках встановлені закриті нагрівачі, що живляться від джерела 36В.
Універсальні кліщі –для зняття гумової, пластмасової і бавовняно-паперової ізоляції проводів та кабелів перетином 0,75÷1,5мм². Вони забезпечені ножами для перекушування жил.
При ступінчастому обробленні кожну стежку обробляють та закріплюють бандажем. Ширина бандажа залежить від діаметра стежок та зазвичай становить 8÷12мм. Залежно від необхідної міцності бандажі виконують з в'язального оцинкованого дроту діаметром до 1мм,
крученим шпагатом діаметром 1мм або суворою ниткою. За необхідності бандажі зміцнюють клеєм БФ.
 – Інструмент для опресування трубчатих наконечників перетином 0,25÷6мм,6÷16мм;
– Інструмент для опресування трубчатих наконечників перетином 0,25÷6мм,6÷16мм;
– Інструмент для опресування трубчатих наконечників перетином 10÷35мм;
– Інструмент для опресування трубчатих наконечників перетином 0,8÷6мм (квадрат, шестиграннік); 6÷16мм (квадрат);
– Інструмент для опресування наконечників та гільз з ізоляцією перетином 0,5÷6мм;
– Інструмент для опресування наконечників та гільз без ізоляції перетином 1,5÷10мм;
– Інструмент для опресування наконечників та гільз без ізоляції перетином 1,5÷35мм;
– Інструмент для опресування наконечників та гільз без ізоляції перетином 6÷120мм;
– Інструмент для різання провідників перетином до 50мм;
– Інструмент для різання провідників перетином до 500мм (алюмінієвих жил); до 400мм (мідних жил);
– Інструмент для зняття ізоляції перетином 0,8÷6мм;
– Інструмент для зняття ізоляції з кабелю діаметром 8÷28мм;
Рисунок 13 – Інструменти застосовувані при з'єднанні, відгалуженні й окільцевані дротів
Для окінцювання ізоляції жил розібраних дротів й нанесення маркування застосовують маркувальні муфти, відрізки ПВХ трубок, ізоляційні маркувальні оконцевателі цілі й складальні, а так само складальні оконцевателі з липкої маркувальної стрічки.
3. Способи оконцевання проводів опресуванням, паянням й електрозварюванням
Опресування виконують ручними кліщами, механічним або гідравлічним пресом за допомогою змінних пуансонів й матриць (залежно від перетину) [1, с.192, рис 4,9; 4,10].
Пуансони та матриці підбирають по діаметру трубчастої частини наконечника або сполучної гільзи.
Розрізняють два способи опресування:
– місцевого вдавлення;
– суцільного обтиснення.
Найбільш поширений перший спосіб. При опресуванні стежать, щоб лунки були співісні центру жили й один одному. Лунки роблять на лицьовій стороні наконечника.
Однодротові алюмінієві жили перетином 2,5÷10мм² опресовують в гільзах типу ГАО.
Процес: очищають до блиску жили й гільзу, та одразу ж змащують кварцовою пастою. Опресовують та ізолюють місце опресування.
Жили перерізом 25÷120мм² та багатодротяних перетином 16÷240мм² опресовують в алюмінієвих й мідно-алюмінієвих наконечниках ТА і ТАМ, опресовування сполук – в алюмінієвих гільзах [1, с.190, рис. 4,8].
Пресовку багатодротяних мідних перетином 1,5÷2,5 мм² виконують прес-кліщами. Перед опресуванням, в кільцевому наконечнику, знімають з кінця жили ізоляцію на довжині 25÷30мм². Зачищують жилу, скручують плоскогубцями, вибирають відповідний пуансон, матрицю, накінечник, надягають накінечник (з укладеною в нього жилою на стрижень пуансона так, щоб жила виходила через жолобок пуансона). Виробляють віджим накінечнику прес-кліщами до упору шайби пуансона в торець матриці.
При опресовке гребінчастим пуансоном та матрицею, ізоляцію знімають на довжині 20÷25мм. Жили не скручують, а обертають двома шарами мідної або латунної фольги товщиною 0,2мм і шириною 18÷20мм. Віджимають місця з'єднань один раз.
Опресовування алюмінієвих багатодротяних проводів перетином 4÷240мм² виконують у наконечниках 2М. Опресовування мідних наконечників та гільз роблять одним зубом на наконечнику (одне вдавлення), на гільзі – два вдавлення, по одному на кожен кінець з'єднуються жил.
4. Р оз'ємні з'єднання
Болтові й гвинтові з'єднання дорожче опресуванням, паянням та інше – вимагають контролю й періодичного підтягування. У той же час їх виконання не вимагає спецінструменту та апаратури.
При підготовці кінці зачищають, а алюміній змащують кварцовою пастою. Використовують люстрові затискачі для з'єднання освітлювальної апаратури. Надають жилі кільцеву форму, надягають на гвинт гровер, прямокутну шайбу з отбортовой, при'єднують дроти до сполучної планки, затискають їх гвинтом. Додаткової ізоляції не потрібно. Ці сполуки використовують для проводів до 2,5мм². Відгалуження проводів від магістралі виконують за допомогою затискачів в карболітовому корпусі. Стискання виготовляють для відгалуження проводів 1,5÷95мм² від магістралей 4÷150мм².
Послідовність відгалуження:
– зачищають кінці з магістралі і відгалуження;
– затиск протирають бензином;
– надягають пластини на зачищений магістральний провід;
– вводять відгалужувальними провід перпендикулярно магістралі;
– закривають корпус затиску і стягують його пружинно– різьбовими кільцями.
На рисунку 14 зображено готове роз'ємне з'єднання.

Рисунок 14 – Готове з'єднання
|
|
|
|
|
Дата добавления: 2014-12-10; Просмотров: 1704; Нарушение авторских прав?; Мы поможем в написании вашей работы!