КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
В числителе - паспортные данные
|
|
|
|
Условные обозначения покрытых электродов
 Структура условного обозначения электрода по ГОСТ 9466-75 «Электроды покрытые для ручной дуговой сварки и наплавки.
Структура условного обозначения электрода по ГОСТ 9466-75 «Электроды покрытые для ручной дуговой сварки и наплавки.
|
Классификация и общие технические условия» состоит из 11 обозначений в виде дроби (рис.21):
 | |||
| |||
Для сварки углеродистых и низколегированных сталей, а также легированных с повышенной и высокой прочностью обозначение состоит из:
-индекса Э - электрод для ручной дуговой сварки и наплавки;
-цифр, следующих за индексом, обозначающих величину предела прочности при растяжении в кгс/мм2;
-индекса А, указывающего, что металл шва имеет повышенные свойства по пластичности и ударной вязкости.
Для сварки теплоустойчивых, высоколегированных сталей и для наплавки обозначение состоит из:
-индекса Э - электрод для ручной дуговой сварки и наплавки;
-дефиса (тире);
-цифры, следующей за индексом, указывающей среднее содержание углерода в сотых долях процента;
-букв и цифр, определяющих содержание химических элементов в процентах.
Порядок расположения буквенных обозначений химических элементов определяется уменьшением среднего содержания соответствующих элементов в наплавленном металле. При среднем содержании основного химического элемента менее 1,5 % число за буквенным обозначением химического элемента неукзывается. При среднем содержании в наплавленном металле кремния до 0,8 % и марганца до 1,0 % буквы С и Г н
е проставляются.
 |
 Для сварки углеродистых и низколегированных сталей с пределом прочности при разрыве до 490 МПа (50 кгс / мм2) применяют 7 типов электродов: Э 38; Э 42; Э 46; Э 50; Э 42А; Э 46А; Э 50А.
Для сварки углеродистых и низколегированных сталей с пределом прочности при разрыве до 490 МПа (50 кгс / мм2) применяют 7 типов электродов: Э 38; Э 42; Э 46; Э 50; Э 42А; Э 46А; Э 50А.
Для сварки углеродистых и низколегированных сталей с пределом прочности при разрыве от 490 МПа (50 кгс / мм2) до 588 МПа (60 кгс / мм2) применяют 2 типа электродов: Э 55; Э 60.
Для сварки легированных сталей повышенной и высокой прочности с пределом прочности при разрыве свыше 588 МПа (60 кгс / мм2) применяют 5 типов электродов: Э 70; Э 85; Э 100; Э 125; Э 150.
Для сварки теплоустойчивых сталей - 9 типов: Э-09М; Э-09МХ; Э-09Х1М; Э-05Х2М; Э-09Х2М1; Э-09Х1МФ; Э-10Х1МНБФ; Э-10ХЗМ1БФ; Э10Х5МФ.
Для сварки высоколегированных сталей с особыми свойствами - 49 типов: Э-12Х13; Э-06Х13Н; Э-10Х17Т; Э-12Х1ШМФ; Э-12Х11НВМФ и другие.
Для наплавки поверхностных слоев с особыми свойствами - 44 типа: Э-10Г2; Э-10ГЗ; Э-12Г4; Э-15Г5; Э-16Г2ХМ; Э-30Г2ХМ и другие.
 |
| |||
Каждому типу электрода может соответствовать одна или несколько марок.
 |
| |||
Диаметр электрода соответствует диаметру металлического стержня.
 |
| |||
Для сварки углеродистых и низколегированных сталей с пределом прочности при растяжении до 588 МПа (60 кгс / мм2) - маркируется буквой У;
Для сварки легированных конструкционных сталей с пределом прочности при растяжении свыше 588 МПа (60 кгс / мм2) - маркируется буквой Л;
Для сварки теплоустойчивых сталей - маркируется буквой Т;
Для сварки высоколегированных сталей с особыми свойствами - маркируется буквой В;
Для наплавки поверхностных слоев с особыми свойствами - буквой Н.
| |||
 |
В зависимости от отношения диаметра покрытия электрода D к диаметру электродного стержня d электроды подразделяются на следующие группы:
с тонким покрытием (D / d < 1,2) - маркируется буквой - М;
со средним покрытием (1,2 < D/d < 1,45) - С;
с толстым покрытием (1,45 < D / d < 1,8) - Д;
с особо толстым покрытием (D / d > 1,8) - Г
В знаменателе - кодированное обозначение (код): буква Е - международное обозначение плавящегося покрытого электрода.
| |||
 | |||
|
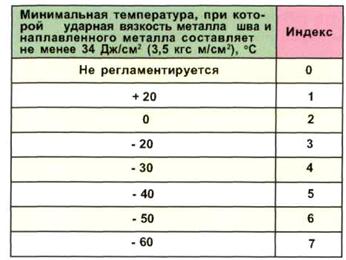 элементов в процентах в металле шва; последний цифровой индекс, проставляемый через дефис, характеризует минимальную температуру °С, при которой ударная вязкость металла шва составляет не менее 34 Дж/см2 (3,5 кгс м/см2) (таблица 6). Пример: Е-12Х2Г2-3 означает 0,12% углерода, 2% хрома, 2% марганца в металле шва и при -20 °С имеет ударную вязкость 34 Дж/см2 (3,5 кгс м/см2).
элементов в процентах в металле шва; последний цифровой индекс, проставляемый через дефис, характеризует минимальную температуру °С, при которой ударная вязкость металла шва составляет не менее 34 Дж/см2 (3,5 кгс м/см2) (таблица 6). Пример: Е-12Х2Г2-3 означает 0,12% углерода, 2% хрома, 2% марганца в металле шва и при -20 °С имеет ударную вязкость 34 Дж/см2 (3,5 кгс м/см2).
6.2 Для электродов, применяемых для сварки углеродистых и низколегированных сталей с пределом прочности при растяжении до 588 МПа (60 кгс/мм2) (таблица 7)

6.3. В условном обозначении электродов для сварки теплоустойчивых сталей содержатся два индекса: первый указывает минимальную температуру, при которой ударная вязкость металла шва составляет не менее 34 Дж/см2 (3,5 кгс м/ см2); второй индекс - максимальную температуру, при которой регламентированы показатели длительной прочности металла шва (таблица 5).

 6.4 Электроды для сварки высоколегированных сталей кодируются группой индексов, состоящих из трёх или четырёх цифр (таблица 6):
6.4 Электроды для сварки высоколегированных сталей кодируются группой индексов, состоящих из трёх или четырёх цифр (таблица 6):
первый индекс характеризует стойкость металла шва к межкристаллитной коррозии;
второй указывает максимальную рабочую температуру, при которой регламентированы показатели длительной прочности металла шва (жаропрочность);
третий индекс указывает максимальную рабочую температуру сварных соединений, до которой допускается применение электродов при сварке жаростойких сталей;
четвертый индекс указывает содержание ферритной фазы в металле шва.
 |
6.5. Условное обозначение электродов для наплавки поверхностных слоев состоит из двух частей (таблица 7):
первый индекс указывает среднюю твёрдость наплавленного металла и выражается дробью: в числителе - твёрдость по Виккерсу, в знаменателе - по Роквеллу;
второй индекс указывает, что твёрдость наплавленного металла обеспечивается:
- без термической обработки после наплавки -1;
-
|
 |




 Пример: Е - 300/32-1 - Твердость наплавленного слоя без термообработки.
Пример: Е - 300/32-1 - Твердость наплавленного слоя без термообработки.
| |||
 | |||
А – кислое покрытие,
Б – основное покрытие (фтористо-кальциевое),
Ц – целлюлозное покрытие,
Р – рутиловое
смешанного типа: АР - кисло-рутиловое; РБ - рутилово-основное и т.п.,
П - прочие.
При наличии в покрытии железного порошка более 20% добавляется буква Ж. Например, АЖ.
 |
1 - для всех положений; 2 - для всех положений, кроме вертикального'сверху-вниз"; 3 - для нижнего, горизонтального на вертикальной плоскости и вертикального "снизу-вверх."; 4 - для нижнего и нижнего «в лодочку».
 | |||
 |
ГОСТ 9466-75 «Электроды покрытые металлические для ручной дуговой сварки и наплавки. Классификация и общие технические условия».
| |||
 | |||
ГОСТ 9467-75 «Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей».
ГОСТ 10051-75 «Электроды покрытые металлические для ручной дуговой наплавки поверхностных слоев с особыми свойствами».
ГОСТ 10052-75 «Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами».
|
|
|
|
|
Дата добавления: 2014-12-10; Просмотров: 1840; Нарушение авторских прав?; Мы поможем в написании вашей работы!