КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Выбор параметров режима
|
|
|
|
Технология ручной аргонодуговой сварки труб
Сварной шов полностью выполняется ручной аргонодуговой сваркой неплавящимся электродом (рекомендуется при толщине стенки до 3мм).
Сворной шов выполняют комбинированным способом: корневой шов – ручной аргонодуговой сваркой неплавящимся электродом, а последующие слои – ручной дуговой сваркой покрытыми электродами (целесообразно при толщине стенки 4мм и более)
 |
Ручная аргонодуговая сварка неплавящимся W-электродом применяется для неповоротных стыков труб из низкоуглеродистых, низколегированных и легированных (коррозионностойких) сталей. Диаметр свариваемых труб - менее 100 мм, толщина стенки - до 10 мм.
Сварочный ток выбирают: при однопроходной сварке - в зависимости от толщины стенки трубы, а при многопроходной - исходя из высоты валика, которая должна составлять 2 - 2,5 мм. Сварочный ток назначают из расчета 30 - 35 А на 1 мм диаметра электрода.
Напряжение на дуге должно быть минимальным, что соответствует сварке короткой дугой.
Скорость сварки регулируют так, чтобы гарантировались проплавление кромок и формирование требуемых размеров шва.
Расход защитного газа зависит от марки свариваемой стали и токового режима (от 8 до 14 л/мин).
|
Сварку начинают сразу же после установки прихваток, которые при выполнении первого слоя нужно переплавить (рис. 91).
Зажигать и гасить дугу следует на кромке трубы или на уже наложенном шве на расстоянии 20-25 мм от конца шва. Подачу аргона прекращают спустя 5-8 с после обрыва дуги.
При сварке высоколегированных сталей нужно соблюдать ряд условий:
минимальные токовые режимы;
короткая сварочная дуга;,
максимальная скорость сварки без перерывов и повторного нагрева одного и того же участка металла;
избегать поперечных колебаний горелки;
• присадочную проволоку следует подавать равномерно чтобы не создавать брызг расплавленного металла, которые попав на основной металл, могут вызвать впоследствии очаги
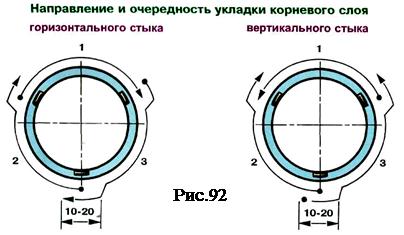
На толстостенных (более 10 мм) трубопроводах диаметром более 100 мм из низкоуглеродистых и низколегированных сталей корневой шов сваривают аргонодуговым способом.
Сварку следует вести обратноступенчатым способом участками длиной не более 200 мм. Высота корневого шва должна быть не менее 3 мм. При этом необходимо обеспечить плавные переходы к поверхности трубы (рис. 92)..
 |
Расположение горелки и присадочной проволоки по отношению к стыку зависит от качества защиты и конструкции горелки. Для горелок АГМ-2 и АГС-3 угол может изменяться от 0 до 70°, а для остальных горелок с канальной схемой истечения газа - от 0 до 25°.
Движение горелки - «углом вперед» (справа налево). Присадочная проволока подается в сварочную ванну навстречу движению.
Корневой слой сваривают без поперечных колебаний как электрода, так и присадочной проволоки.
В начале сварки горелкой подогревают кромки и присадочный пруток. После образования сварочной ванночки приступают к сварке, сообщая горелке поступательное движение (рис. 93).
|
При выполнении последующих слоев горелке придают поперечные колебательные движения (рис. 95).
 |
 После окончания сварки нужно заварить кратер. Если нет дистанционно управляемого источника питания, то кратер заваривают вводом в него капли присадка, одновременно плавно отводя горелку до естественного обрыва дуги (рис. 96).
После окончания сварки нужно заварить кратер. Если нет дистанционно управляемого источника питания, то кратер заваривают вводом в него капли присадка, одновременно плавно отводя горелку до естественного обрыва дуги (рис. 96).
|
Контрольные вопросы:
1. Для каких стыков труб применяется ручная аргонодуговая сварка?
2. Для каких стыков труб применяется комбинированная сварка?
3. Как определить силу сварочного тока?
4. Как определяется рекомендуемая скорость сварки?
5. Какие условия нужно соблюдать при сварке высоколегированных сталей?
Контрольное задание:
1. Вам как сварщику необходимо подобрать режимы сварки трубы диаметром 57мм, толщиной стенки 3мм.
|
|
|
|
|
Дата добавления: 2014-12-10; Просмотров: 1513; Нарушение авторских прав?; Мы поможем в написании вашей работы!