КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Устранение трещин в стыках газопроводов
|
|
|
|
1. Провести проверку сварного стыка физическими методами (радиографическим или ультразвуковым) с целью определения состояния качества сварного шва и выявления границ трещины. Выявленные границы трещины отмечаются на стыке. Предварительно на стыке должно быть удалено изоляционное покрытие на ширине не менее 200 мм.
2. Стык может подвергаться ремонту при условии, что в нем имеется не более одной трещины. Стыки с трещиной, выходящей на основной металл, или имеющие более одной трещины, ремонту не подлежат.
3. На расстоянии не менее 30 мм от границ трещины L с каждой стороны засверливают два отверстия диаметром 5 мм. Трещины длиной до 100 мм выбираются полностью (включая участки между концами трещин и засверленными отверстиями) механическим методом (шлифмашинкой). Выборка должна иметь в поперечном сечении чашеобразную форму с остаточной толщиной 1-2 мм с углом скоса 24-35°. В продольном сечении концы выборки должны плавно выходить на наружную поверхность с радиусом перехода 80-100 мм.
Возможна сквозная разделка дефектного участка сварного шва с зазором между кромками до 4 мм.
Допускается выборка дефектного участка газовой резкой с последующей механической обработкой (шлифмашинкой) кромок на глубину не менее 3 мм от поверхности реза (в пределах ремонтируемого шва).
4. С помощью кольцевого подогревателя производится подогрев разделанного и прилегающего к нему участков шириной не менее 150 мм до температуры 100-150° С. Нагрев контролируется термометром типа ТП-2 или термокарандашами на расстоянии 10-15 мм от кромок разделанного участка.
5. Сварка первого (корневого) слоя, заполняющих и облицовочных слоев выполняется электродами основного типа "на подъем" по всей длине разделки в соответствии с требованиями настоящего РД.
При повышенной величине зазора (до 3-5 мм) допускается применение подкладных пластин из спокойных малоуглеродистых сталей толщиной 2-2,5 мм шириной 15-30 мм.
6. Перед наложением последующих слоев поверхность предыдущего шва должна быть очищена от шлака и брызг наплавленного металла.
7. Трещина длиной от 100 до 250 мм устраняется следующим образом:
а) весь участок между засверленными отверстиями условно разбивается на две равные части (рис.80). Первоначально выборка осуществляется на участке "А";
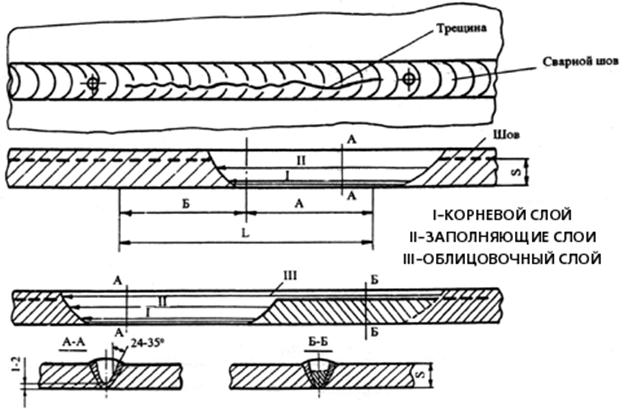
Рис. 80 Схема заварки участка стыка (выборки) при длине трещины от 100 до 250 мм:
А, Б - участки выборки металла
б) производится предварительный подогрев металла и контроль температуры подогрева аналогично п. 4.;
в) производится заварка участка "А" корневым и заполняющим слоями аналогично п.п. 3.-6. с послойной зачисткой;
г) производится выборка, предварительный подогрев и заварка участка "Б" аналогично п. 6.;
д) производится подогрев всего ремонтируемого участка и его заварка облицовочным слоем по всей длине разделки.
8. Трещина длиной от 250 до 350 мм устраняется следующим образом:
а) весь участок между засверленными отверстиями условно разбивается на три равные части В, Г и Д (рис. 81). Первоначально выборка осуществляется на центральном участке "В" аналогично п. 3.;
Рис. 81 Схема заварки участка стыка (выборки) при длине трещины от 250 до 350 мм; В, Г, Д - участки выборки металла
I - корневой слой; II - заполняющие слои; III - облицовочный слой
б) производится предварительный подогрев металла и контроль температуры подогрева аналогично п. 4.;
в) производится заварка участка "В" корневым и заполняющим слоями аналогично п. 5. с послойной зачисткой;
г) производится выборка, предварительный подогрев и заварка участка "Г" аналогично п.п. 8а-8в";
д) производится выборка, предварительный подогрев и заварка участка "Д" аналогично п.п. 8а-8в;
е) производится подогрев всего ремонтируемого участка и заварка облицовочным слоем по всей длине разделки.
9. После окончания сварки стык закрыть теплоизоляционным поясом до полного остывания.
Категорически запрещается ускорять остывание стыка путем смачивания водой, снегом и т.п., а также производить подачу газа в отремонтированный участок газопровода ранее 1 ч после окончания работ.
10. Отремонтированный участок подвергается внешнему осмотру. Геометрические параметры шва должны соответствовать требованиям настоящего РД. Подрезы, незаплавленнные кратеры и выходящие на поверхность поры не допускаются.
11. Отремонтированный и прилегающие участки длиной по 100 мм в каждую сторону должны быть проконтролированы радиографическим и ультразвуковым методом.
Количество контролируемых участков должно соответствовать требованиям подраздела п.8 настоящего РД. Непровары и несплавления не допускаются.
12. Допускается повторный ремонт сварных стыков, если в них имеются отдельные поры и шлаковые включения.
|
|
|
|
|
Дата добавления: 2014-12-10; Просмотров: 1614; Нарушение авторских прав?; Мы поможем в написании вашей работы!