КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Технология ручной дуговой сварки покрытыми электродами
|
|
|
|
Ручную электродуговую сварку применяют для труб всех диаметров. Но при сварке труб больших диаметров производительность ручной электродуговой сварки резко снижается.
Для повышения производительности и качества сварных стыков труб больших диаметров на практике часто используют комбинированные варианты сварки. Например, корневой слой шва выполняют ручной электродуговой сваркой, а последующие — либо полуавтоматической сваркой порошковой проволокой, либо автоматической сваркой под флюсом на трубосварочных базах, либо автоматической сваркой в* среде защитных газов.
При сварке стыков труб используют следующие технологические варианты ручной дуговой сварки:
· корневой слой шва и "горячий" проход выполняют электродами с целлюлозным видом покрытия, последующие слои — электродами с основным видом покрытия;
· все слои шва — электродами с целлюлозным видом покрытия;
· все слои шва — электродами с основным видом покрытия.
Применение электродов с целлюлозным видом покрытия для сварки корневого шва позволяет увеличить темпы сварки, производительность и качество работ.
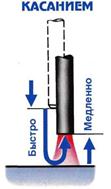
Зажигание дуги при ручной электродуговой сварке производят мгновенным прикосновением рабочего торца электрода к свариваемой кромке. Для облегчения зажигания рабочий торец электрода должен быть зачищен от покрытия путем снятия равномерной фаски и покрыт специальной графитсодержащей пастой для возбуждения дуги, которая практически на порядок снижает удельное электросопротивление рабочего торца. Вследствие протекания тока короткого замыкания и наличия определенного контактного сопротивления рабочий торец электрода быстро нагревается до весьма высоких температур, в результате происходит ионизация дугового промежутка и устанавливается дуговой разряд. Для надежного зажигания дуги электросварщик резким движением должен отвести электрод от кромки трубы на расстояние 4 — 5 мм, но не более — иначе дуга не возникает. Обычно дугу зажигают либо отрывом рабочего конца после короткого замыкания резко вверх (зажигание "впритык"), либо плавным движением торца по дуге в сторону с повторным кратковременным касанием кромок (зажигание "спичкой") (рис. 77).
 |  | ||||
| |||||
В последнем случае техника сварки должна быть отработана таким образом, чтобы не возбудить в точке повторного касания "паразитную" дугу. На практике используют оба способа, однако для электродов с целлюлозным видом покрытия чаще прибегают к зажиганию "впритык"
Сварка традиционными электродами с основным видом покрытия наиболее сложна (по сравнению с другими электродами), поскольку траектория движения торца электрода является результирующей различных сочетаний продольно-поперечных перемещений. Для сварки корневого слоя шва обычно используют электроды диаметром от 2,5 (тонкостенные трубы) до 3,25 мм (сравнительно толстостенные трубы). Для сварки заполняющих слоев шва обычно используют электроды диаметром 3 и 3,25 мм (тонкостенные трубы) и 4 мм (толстостенные трубы). В нижних положениях (10— 12ч и 2— 12 ч) можно использовать электроды диаметром 5 мм.
Оптимальную силу сварочного тока можно выбрать по формуле
ICB = Adэл, (1)
где I CB — сварочный ток, A; d эл —диаметр электродного стержня, мм; А — эмпирический коэффициент, А/мм:
|
| dэл, мм | 2,5-2,6 | 2-3,25 | ||
| А, А/мм | 25-30 | 30-35 | 40-45 | 50-55 |
Исходное положение электрода — перпендикулярно к касательной окружности в точке возбуждения дуги. При этом положении, универсальном для всех пространственных положений, обеспечивается максимально возможное проплавление корня шва. При необходимости уменьшить степень проплавления (велик зазор, отсутствует притупление кромок) электрод наклоняют: в вертикальном и потолочном положениях — примерно до 70 °, в нижнем положении — до 50 — 60 °. Сварку корневого слоя шва обычно осуществляют без поперечных колебаний способом снизу вверх путем резких продольных колебаний с амплитудой 20 — 40 мм в зависимости от пространственного положения сварки (максимальная амплитуда соответствует вертикальному положению). По мере заполнения разделки возрастает амплитуда поперечных колебаний, а продольных, наоборот, уменьшается.
Траектория торца электродов во многом определяется профессиональными навыками сварщика, но при сварке корневого и первого (первых) заполняющего слоя шва обычно соответствует вариантам 1 (зигзагом), 2 (полумесяцем вперед) и 3 (полумесяцем назад), представленным на рис. 78; при сварке завершающих заполняющих и облицовочного слоя шва траектория обычно соответствует вариантам, показанным рис. 79. Если возникает необходимость увеличить тепловложения по кромкам, с целью предотвратить несплавления по кромкам при сварке первых заполняющих слоев, также используют петлеобразные варианты траектории
Вариант 1 по рис. 78 (зигзагообразные колебательные движения конца электрода) применяют для получения наплавочных валиков при сварке встык без скоса кромок в нижнем положении и если нет вероятности прожечь металл.
Вариант 2 (полумесяцем вперед) используется для стыковых швов со скосом кромок и для угловых швов с катетом менее 6 мм, выполняемых в любом положении электродами диаметром 4 мм.
Вариант 3 (полумесяцем назад) используют для сварки в нижнем положении, а также для вертикальных и потолочных швов с выпуклой наружной поверхностью.
Петлеобразные колебательные движения конца электрода (см. рис. 79) используют для усиленного прогревания кромок шва, особенно при сварке высоколегированных сталей. Электрод задерживают на краях, чтобы не было прожога в центре шва или вытекания металла при сварке вертикальных швов
 | |||
 |
|
| dэл.,мм | 2,5-2,6 | 3,0-3,25 | ||
| Lmax, мм | 1,2-1,4 | 1,5-1,6 | 1,8-2,2 | 2,5-2,6 |
Контрольные вопросы:
1. Какие способы зажигания дуги вы знаете?
2. Какие диаметры электродов рекомендованы для сварки корневого шва?
3. Как определить оптимальную силу сварочного тока?
4. Какие траектории движения электрода вы знаете?
5. Как сварщик выбирает траекторию движения электрода?
6. От чего зависит длина дуги?
Контрольное задание:
1. Вам как сварщику необходимо рассчитать оптимальную силу сварочного тока и длину дуги при использовании электрода диаметром 4мм.
|
|
|
|
|
Дата добавления: 2014-12-10; Просмотров: 2858; Нарушение авторских прав?; Мы поможем в написании вашей работы!