КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Механические свойства чугунов
|
|
|
|
Ковкие чугуны. Название «ковкий чугун» является условным, поскольку изделия из него, как и из любого другого чугуна изготавливают не ковкой, а литьем. Название «ковкий» этот чугун получил вследствие более высоких, по сравнению с серыми чугунами пластических свойств.
Принципиальная схема технологии получения деталей из ковкого чугуна состоит из двух операций. Сначала путем отливки из белого доэвтектического чугуна получают детали (рекомендуемый химический состав заливаемого в формы сплава: 2,4...2,9% С; 1,0...1,6% Si; 0,3...1,0% Мn; ≤ 0,1% S; ≤ 0,2% Р, затем полученные отливки подвергают специальному графитизирующему отжигу (томлению). Отжиг состоит обычно из двух стадий (рис. 35).
Вначале отливки из белого чугуна (чаще упакованные в ящики с песком) медленно нагревают в течение 20...25 ч до температуры 950...1050°С. И при этой же температуре длительно их выдерживают (в течение 10...15 ч). В этот период протекает первая стадия графитизации, т.е. распад цементита, входящего в состав ледебурита (А + Fe3С), и установление стабильного равновесия аустенит + графит.
В результате распада цементита образуется хлопьевидный графит (углерод отжига).
Металлическая основа чугуна формируется на второй стадии отжига при эвтектоидном превращении. В случае непрерывного охлаждения отливки (на воздухе) в области эвтектоидной (727°С) температуры аустенит распадается на перлит и процесс графитизации не успеет охватить цементит перлита. Чугун принимает структуру: перлит пластинчатый + хлопьевидный графит (ХГ) Он обладает высокими твердостью, прочностью и небольшой пластичностью (НВ 235...305, σв = 650...680 МПа, δ = 3,0...15%). Для повышения пластичности при сохранении достаточно высокой прочности проводится непродолжительная (2...4 ч) изотермическая выдержка чугуна или замедленное охлаждение при температурах 690...650°С. Это вторая стадия отжига, представляющая собой в данном случае отжиг на зернистый перлит.
В машиностроении широко применяется ферритный ковкий чугун, характеризующийся высокой пластичностью (δ = 10...12%) и относительно низкой прочностью (σв = 370...300 МПа). Ферритная основа чугуна образуется при очень медленном прохождении интервала 760...720°С или в процессе изотермической выдержки при 720...700°С. Здесь аустенит и цементит, в том числе и цементит перлита, если перлит успел образоваться, распадается на феррит + хлопьевидный графит. Хлопьевидная форма графита является основной причиной более высокой прочности и пластичности ковкого чугуне по сравнению с серым чугуном (см. табл. 8).
Продолжительность отжига в целом составляет 48...96 ч (длительность второй стадии примерно в 1,5 раза больше, чем первой). Для сокращения продолжительности отжига в расплав перед его разливкой по формам вводится (модифицируют) алюминий (реже бор, висмут и др.), что создает дополнительные искусственные центры образования графита. Согласно ГОСТ 1215-79 выпускают следующие марки ковких чугунов КЧ30-6, КЧ33-8, КЧ35-10, КЧ37-12, КЧ45-7, КЧ50-5, КЧ55-4, КЧ60-3, КЧ65-3, КЧ70-2, КЧ80-1,5. Первые две цифры соответствуют минимальному пределу прочности при растяжении (σв, кгс/мм2); цифры после тире – относительное удлинение (δ, %)
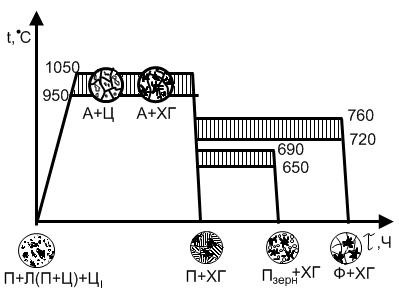
Рис. 35. График отжига белого чугуна на ковкий
Ковкие чугуны применяются для деталей, работающих при ударных вибрационных нагрузках (ступицы, тормозные колодки, коленчатые валы, крюки, картеры редукторов и др.).
Основным недостатком получения КЧ является длительный отжиг отливок и ограничение толщины их стенок (до 50 мм). В массивных деталях в результате замедленного охлаждения при кристаллизации возникает пластинчатый графит (вместо хлопьевидного), который снижает прочность и пластичность чугуна.
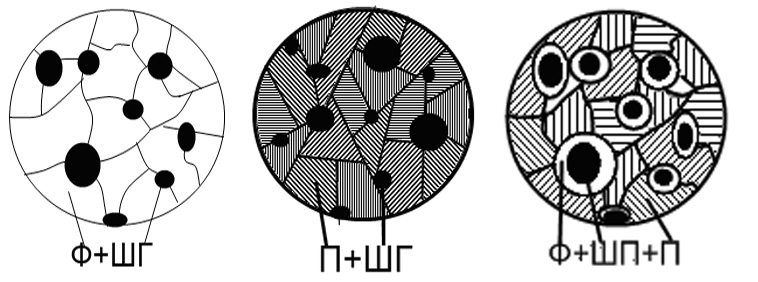
Высокопрочные чугуны. Высокопрочный чугун получают при модифицировании (микролегировании жидкого чугуна магнием (0,1...0,5%) или церием (0,2...0,3%). При этом под действием магния графит в процессе кристаллизации принимает не пластинчатую, а шаровидную форму. Микроструктура модифицированного чугуна на ферритной, перлитной, ферритно-перлитной основе приведена на рис. 36, а - в.
а б в
Рис. 36. Структура высокопрочного чугуна:
а – ферритного; б – перлитного; в – ферритно-перлитного
Основной причиной высоких механических свойств высокопрочного чугуна (см. табл. 8) является шаровидная форма графита. Шаровидный графит, имеющий минимальную поверхность при данном объеме, значительно меньше ослабляет металлическую основу чугуна, чем пластинчатый графит. В отличие от последнего он не является активным концентратором напряжений.
Согласно ГОСТ 7293-85, отливки изготавливают из высокопрочного чугуна следующих марок: ВЧ35, ВЧ40, ВЧ45, ВЧ50, ВЧ60, ВЧ70, ВЧ80, ВЧ100 (цифры в обозначении соответствуют минимальному пределу прочности при растяжении σв, кгс/мм2)
Высокопрочный чугун имеет высокие механические характеристики, обладает хорошими литейными и технологическими свойствами. Он применяется как новый материал и как заменитель стали, ковкого и серого чугуна с пластинчатым графитом. По сравнению со сталью обладает большей износостойкостью, лучшими антифрикционными и антикоррозионными свойствами, лучшей обрабатываемостью резанием, Вследствие меньшей плотности отливки легче стальных на 8...10%. Из высокопрочного чугуна, в отличие от ковкого, можно отливать детали любого сечения, массы и размеров.
Области применения: в станкостроении – суппорты, резцедержатели, тяжелые планшайбы, шпиндели, рычаги и др.; для прокатного и кузнечно-прессового оборудования – прокатные валки, станины прокатных станов и ковочных молотов, шаботы, траверсы прессов; для других видов оборудования – барабаны тельферов экскаваторов, коленчатые валы и т.д.
Таблица 8
| Марка чугуна | σв | σ0,2 | δ, % | НВ | Структура металлической основы |
| МПа |
Серые чугуны (ГОСТ 1412-85)
| СЧ10 | - | - | до 190 | Ф | |
| СЧ15 | - | - | 163-210 | Ф | |
| СЧ25 | - | - | 180-245 | Ф + П | |
| СЧ35 | - | - | 220-275 | П |
Высокопрочные чугуны (ГОСТ 7293-85)
| ВЧ35 | 140-170 | Ф | |||
| ВЧ45 | 140-225 | Ф + П | |||
| ВЧ60 | 192-227 | Ф + П | |||
| ВЧ80 | 248-351 | П | |||
| ВЧ100 | 270-360 | П |
Ковкие чугуны (ГОСТ 1215–79)
| КЧ30-6 | - | 100-163 | Ф + до10%П | ||
| КЧ35-8 | - | 100-163 | |||
| КЧ37-12 | - | 110-163 | |||
| КЧ45-7 | - | 150-207 | |||
| КЧ60-3 | - | 200-269 | П + до20%Ф | ||
| КЧ 80-1,5 | - | 1,5 | 270-320 |
Легированные чугуны. Требования к легированным чугунам для отливок с повышенной жаростойкостью, коррозионной стойкостью, износостойкостью или жаропрочностью регламентированы ГОСТ 7769-82. Марки легированных чугунов и их свойства приведены в табл. 9.
Легированные чугуны подвергаются термической обработке для обеспечения необходимых свойств и структуры.
Важным свойством легированных чугунов является сопротивление износу.
В качестве антифрикционных используются чугуны по ГОСТ 1585-85. Они предназначены для изготовления деталей, работающих в узлах трения со смазкой. Стандарт определяет марки антифрикционных чугунов, их химический состав, характеристики, назначение, форму, размер и распределение графита, дисперсность перлита, характер распределения фосфидной эвтектики, твердость и предельные режимы эксплуатации деталей из этих чугунов. Основой их является железо, постоянные компоненты, %: 2,2–4,3 С; 0,5–4,0 Si; 0,3–12,5 Mn. Допускаются примеси, %: 0,1–1 Р; 0,03–0,2 S.
Таблица 9
Марки и свойства легированных чугунов (ГОСТ 7769-82)
| Марка чугуна | Свойства |
| ЧХ1, ЧХ2, ЧХ3 | Чугуны, обладающие повышенной коррозионной стойкостью в газовой, воздушной и щелочной средах в условиях трения и износа, жаростойкие в воздушной среде, выдерживают температуру от 500 до 700°С. предназначены дл изготовления деталей металлургического производства, кокилей стеклоформ, деталей химического оборудования и др. |
| ЧХ3Т, ЧХ9Н5, ЧХ22, ЧХ16М2, ЧХ28Д2 | Чугуны, обладающие повышенной стойкостью против абразивного износа и истирания |
| ЧХ22С | Этот чугун характеризуется повышенной коррозионной стойкостью при температуре 1000°С |
| ЧС13, ЧС15, ЧС17, ЧС15МА, ЧС17М3 | Устойчивы к воздействию концентрированных и разбавленных кислот, растворов щелочей, солей |
| ЧГ6С3Ш, ЧГ7Х4 | Чугуны, обладающие высокой стойкостью в абразивной среде |
| ЧГ8Д3 | Немагнитный износостойкий чугун |
| ЧНХТ, ЧНХМД, ЧН2Х, ЧНМШ | Чугуны с высокими механическими свойствами, хорошо сопротивляются износу и коррозии |
| ЧН15Д3Ш, ЧН19Х3Ш, ЧН11Г7Ш, ЧН20Д2Ш, ЧН15Д7 | Чугуны, обладающие высокими механическими свойствами, высокой коррозионной и эрозионной стойкостью в щелочах, слабых растворах кислот, в морской воде. Чугун ЧН20Д2Ш может быть пластически деформирован в холодном состоянии |
Марки антифрикционных чугунов, их характеристики и на значение представлены в табл. 10.
Буквы в обозначениях марок чугунов означают: АЧ – антифрикционный чугун, С – серый чугун с пластинчатым графитом, В – высокопрочный чугун с шаровидным графитом, К – ковкий чугун с хлопьевидным графитом. Твердость отливок из антифрикционных чугунов (от 100 до 290 НВ) зависит от содержания элементов и условий термической обработки.
Предельные режимы работы деталей из этих чугунов в узлах трения: удельное давление (50–300)·104 Па (5–300 кгс/см2), окружная скорость 0,3–10 м/с.
Таблица 10
Марки антифрикционных чугунов, их свойства и назначение (ГОСТ 1585-85)
| Марка чугуна | Свойства и назначение |
| АЧС-1 | Перлитный чугун, легированный хромом (0,2–0,5%) и медью (0,8–1,6%); предназначен для изготовления деталей, работающих в паре с закаленным или нормализованным валом |
| АЧС-2 | Перлитный чугун, легированный хромом (0,2–0,5%), никелем (0,2–0,5%), титаном (0,03–0,1%) и медью (0,2–0,5%); назначение – такое же, как и чугуна марки АСЧ-1 |
| АЧС-3 | Перлитно-ферритный чугун, легированный титаном (0,03–0,1 %) и медью (0,2–0,5 %); детали из такого чугуна могут работать в паре, как с «сырым», так и с термически обработанным валом |
| АЧС-4 | Перлитный чугун, легированный сурьмой (0,04–0,4%); используется для изготовления деталей, работающих в паре с закаленным или нормализованным валом |
| АЧС-5 | Аустенитный чугун, легированный марганцем (7,5–12,5 %) и алюминием (0,4–0,8%); из этого чугуна изготавливают детали, работающие в особо нагруженных узлах трения в паре с закаленным или нормализованным валом |
| АЧС-6 | Перлитный пористый чугун, легированный свинцом (0,5–1,0%) и фосфором (0,5–1,0%); рекомендуется для производства деталей, работающих в узлах трения с температурой до 300°С в паре с «сырым» валом |
| АЧВ-1 | Перлитный чугун с шаровидным графитом; детали из такого чугуна могут работать в узлах трения с повышенными окружными скоростями в паре с закаленным или нормализованным валом |
| АЧВ-2 | Перлитно-ферритный чугун с шаровидным графитом; изготовленные из этого чугуна детали хорошо работают в условиях трения с повышенными окружными скоростями в паре с «сырым» валом |
| АЧК-1 | Перлитный чугун с хлопьевидным графитом, легированный медью (1,0–1,5%); предназначен для изготовления деталей, работающих в паре с термически обработанным валом |
| АЧК-2 | Ферритно-перлитный чугун с хлопьевидным графитом; детали из этого чугуна работают в паре с «сырым» валом |
|
|
|
|
|
Дата добавления: 2014-11-29; Просмотров: 4769; Нарушение авторских прав?; Мы поможем в написании вашей работы!