КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Влияние скорости охлаждения на структуру и свойства стали
|
|
|
|
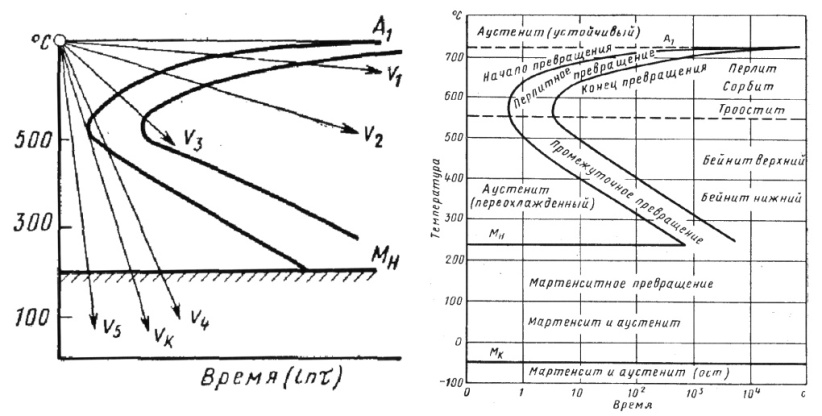
Этот вопрос удобнее выяснить на примере эвтектоидной стали (С = 0,8%). Из этой стали изготавливается серия образцов, все они нагреты до аустенитного состояния, т.е. выше 727°С и в дальнейшем каждый образец охлаждается с разной скоростью (рис. 38).
а б
Рис. 38. Диаграмма изотермического распада переохлажденного аустенита эвтектоидной стали с наложенными на нее кривыми охлаждения:
а – общий вид; б – получаемые структуры
Превращение аустенита при температурах 550°С и выше называется перлитным превращением, при 550°С…МН – мартенситным (МН – начало, МК – конец мартенситного превращения).
Перлитное превращение. В интервале температур перлитного превращения образуются пластинчатые структуры из кристаллов феррита и цементита, которые отличаются степенью дисперсности частиц Ф и Ц.
Дисперсность перлитных структур оценивается межпластинчатым расстоянием S соседних пластинок феррита и цементита (рис. 39).
Чтобы не спутать цементит с ферритом используют специальный травитель – пикрат натрия, который окрашивает цементит в черный цвет. Феррит при этом не окрашивается, т.е. остается светлым.
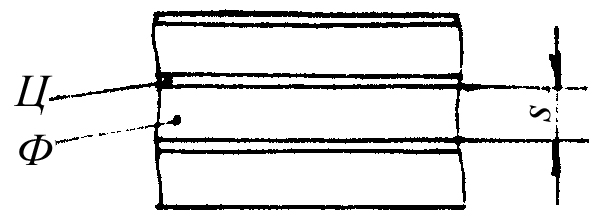
Рис. 39. Феррито-цементитная структура
Если превращение идет при температурах 650–670°С, то образуется перлит, S = 6·10-4 мм.
При температурах превращения 640–590°С образуется сорбит,
S = 3·10-4 мм.
При температурах превращения 580–550°С образуется троостит, S = 1´10-4 мм.
Как видно из опыта с увеличением скорости охлаждения зерна феррито-цементитной смеси измельчаются все сильнее, что резко влияет на свойства. Так, например, у перлита НВ 2000, у сорбита НВ 3000. а у троостита НВ 4200, МПа.
Промежуточное (бейнитное) превращение. В результате промежуточного превращения образуется бейнит, представляющий собой структуру, состоящую из a-твердого раствора несколько пересыщенного углеродом и частиц цементита. Бейнитное превращение сочетает в себе элементы перлитного и мартенситного превращений. В аустените образуются объемы, обогащенные и обедненные углеродом. Обедненные углеродом участки аустенита претерпевают g ® a превращение бездиффузионным путем (мартенситным). В объемах аустенита, обогащенных углеродом, при t = 400–550°С происходит выделение частиц цементита. При t < 400°С частицы цементита выделяются в кристаллах a-фазы.
Бейнит, образовавшийся при температурах 400–550°С называется верхним бейнитом, он имеет перистое строение с худшими механическими свойствами (пониженные sв, КСU и d).
При более низких температурах (ниже 400°C) образуется нижний бейнит, он имеет игольчатое строение с лучшими механическими характеристиками (большим sв, КСU и d).
Мартенситное превращение аустенита. Мартенсит – это пересыщенный твердый раствор внедрения углерода вFeα
Мартенсит образуется только из аустенита в результате сильного переохлаждения последнего со скоростью не менее критической скорости закалки (V кр = – касательная к диаграмме, см. рис. 38, а).
Мартенситные пластины (иглы) образуются почти мгновенно, со скоростью более 1000 м/с, только в пределах аустенитного зерна и не переходят границу между зернами. Поэтому размер игл мартенсита зависит от размера зерен аустенита. Чем мельче зерна аустенита, тем мельче иглы мартенсита и структура характеризуется как крупноигольчатый или мелкоигольчатый мартенсит. Решетка мартенсита тетрагональная, т.е. периоды с > а (рис. 40).
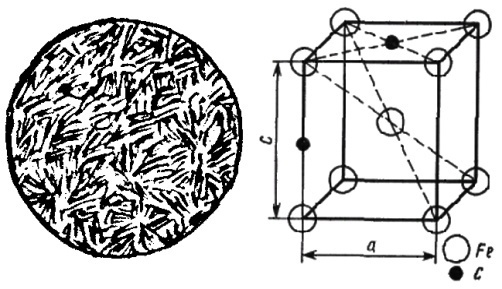
Рис. 40. Микроструктура и кристаллическая решетка мартенсита
Механизм мартенситного превращения состоит в том, что при температурах ниже МН решетка аустенита, хорошо растворяющая углерод (до 2014%С) оказывается неустойчивой, и перестраивается в решетку Feα, способность которой растворять углерод, очень мала (до 0,02%).
Из-за большой скорости охлаждения весь углерод, находящийся в аустените (ГЦК решетка) остается зафиксировать в Feα(ОЦК решетка), где места для его размещения нет. Поэтому избыточный углерод искажает решетку, вызывает появление больших внутренних напряжений и, как следствие, твердость и прочность растут, а ударная вязкость и пластичность падают.
Аустенитно-мартенситное превращение сопровождается увеличе- нием объема. Все структуры стали можно расположить (от максимального объема к минимальному) в следующий ряд: мартенсит – троостит – сорбит – перлит – аустенит.
Отличие от перлитного превращения:
1) большая скорость превращения;
2) превращение бездиффузионное, т.е. без предварительного выде- ления углерода и образования Fe3C;
3) начинается превращение в точке МН и заканчивается в точке МК, причем положение этих точек зависит только от химического состава сплава;
4) в структуре мартенсита всегда есть небольшое количество остаточного непревращенного аустенита (до 4%);
5) решетка мартенсита тетрагональная (а = b ¹ с).
Виды термической обработки. Термической обработкой называется такая технологическая операция, при которой путем нагрева сплава до определенной температуры, выдержке при этой температуре и последующего охлаждения происходят структурные изменения, вызывающие изменения свойств металлов.
Термическая обработка проводится обычно в тех случаях, когда наблюдаются:
1) полиморфные превращения;
2) ограниченная и переменная (увеличивающаяся с температурой) растворимость одного компонента в другом в твердом состоянии;
3) изменение строения металла под влиянием холодной деформации.
Основными параметрами режимов термической обработки являются: температура и скорость нагрева, продолжительность выдержки при заданной температуре, скорость охлаждения.
Температура нагрева стали зависит от положения критических точек, вида термической обработки и назначается на основании анализа диаграммы состояния сплава.
Скорость нагрева зависит от химического состава сплава, размера и формы обрабатываемых деталей, массы садки, характера расположения деталей в печи, типа нагревательного устройства и т.д.
Выдержка при заданной температуре необходима для завершения фазовых превращений, происходящих в металле, выравнивания концентрации по всему объему детали. Время нагрева (40) складывается из времени собственного нагрева tн(2) и времени выдержки tв:
tобщ = tн + tв (40)
где tв принимается равным 1 мин на 1 мм толщины для углеродистых сталей и 2 мин для легированных.
tн = 0,1D·K1·K2·K3 (41)
где D – размер наибольшего сечения (размерная характеристика); K1 – коэффициент среды (для газа – 2, соли – 1, металла – 0,5); K2 – коэффициент формы (для шара – 1, цилиндра – 2, пластины – 4, параллелепипеда – 2,5); K3 – коэффициент равномерного нагрева (всесторонний – 1, односторонний – 4).
Скорость охлаждения зависит, главным образом, от степени устойчивости аустенита, т.е. от химического состава стали, а также от структуры, которую необходимо получить.
В зависимости от скорости охлаждения углеродистой стали получают следующие структуры: феррит с перлитом, перлит, сорбит, тростит, мартенсит.
Согласно диаграмме состояния Fe-Fe3C, температурные точки, образующие линию PSK, обозначаются А 1; линию GS – A 3; линию ES – Аст. если рассматривается процесс нагрева, то перед цифровым индексом ставят букву С (А С1, А С3), а если в случае охлаждения r (Аr з, Ar1).
Углеродистые стали подвергаются следующим видам термической обработки: отжигу, нормализации, закалке и отпуску.
Отжиг стали. Цель отжига:
1) исправление структуры после горячей обработки (ковки, литья);
2) снижение твердости для облегчения обработки резанием;
3) снятие внутренних напряжений;
4) подготовка структуры к последующей термической обработке и холодной штамповке;
5) уменьшение химической неоднородности.
При полном отжиге сталь нагревается выше линии А С3 на 30–50°С, выдерживается нужное время при этой температуре и затем медленно охлаждается, как правило, вместе с печью (рис. 41).
При нагреве выше точки А С3 происходит перекристаллизация, в результате чего зерна измельчаются, внутренние напряжения устраняются, сталь становится мягкой и вязкой. Полному отжигу подвергают преимущественно доэвтектоидные стали.
В случае нагрева этих сталей ниже А С3 часть зерен феррита остается в том же виде, в каком он был до отжига (большие размеры, пластинчатая форма), что приводит к понижению вязкости стали.
При неполном отжиге сталь нагревается выше линии А С1 на 30–50°С и после выдержки медленно охлаждается вместе с печью. При неполном отжиге происходит лишь частичная перекристаллизация (перлит-аустенит). Этот вид применяется для заэвтектоидных сталей.
Нагрев этих сталей выше линии A сm(аустенитное состояние) нецелесообразен, так как растворенный в аустените цементит при последующем охлаждении будет выделяться по границам зерен перлита в виде сетки, что резко снижает пластичность и делает сталь хрупкой.
Диффузионный отжиг (гомогенизация) применяется для выравнивания химической неоднородности по объекту кристалла в крупных отливках. Он проводится при температуре 1050–1150°С и при более длительных выдержках (10–18 ч).
Рекристаллизационный отжиг применяется при снятии наклепа и внутренних напряжений в стали после холодной обработки давлением (прокатка, штамповка, вытяжка и др.). Для углеродистых сталей этот вид отжига проводится при температуре 650–690°С. В результате чего твердость понижается, а пластичность растет.
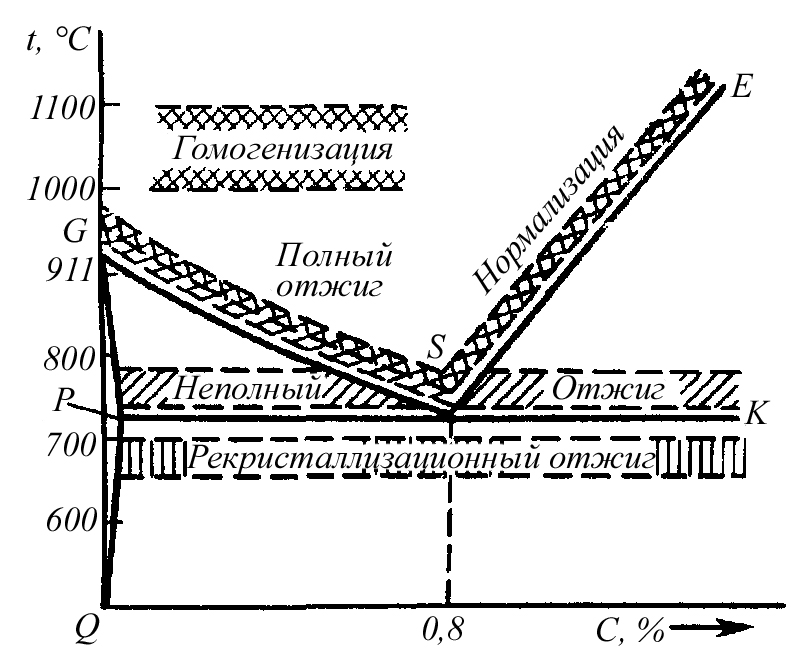
Рис. 41. Оптимальные температуры нагрева при различных видах отжига
Нормализация стали. Вид термической обработки, состоящий в нагреве стали на 30–50°С выше линии GSE (А cз и А cm), выдержке при этой температуре и последующем охлаждении на спокойном воздухе называется нормализацией стали.
Цель нормализации – измельчение зерна, улучшение механических свойств, подготовка структуры для окончательной обработки (закалки и отпуска).
По сравнению с отжигом, скорость охлаждения при нормализации значительно выше, поэтому распад аустенита идет при больших переохлаждениях, что приводит к образованию мелкозернистых продуктов распада – феррита и перлита, и, следовательно, повышению твердости.
Нормализация, как вид термической обработки, применяется главным образом для низкоуглеродистых строительных сталей. Нормализацией устраняется цементитная сетка в заэвтектоидных сталях при подготовке их к закалке.
Закалка стали. Вид термической обработки, состоящий в нагреве стали до температуры выше линии А С3 (доэвтектоидной стали) или А С1 (заэвтектоидной стали) на 30–50°С, выдержке при данной температуре и последующем быстром охлаждении в воде или масле (рис. 42) называется з акалкой.
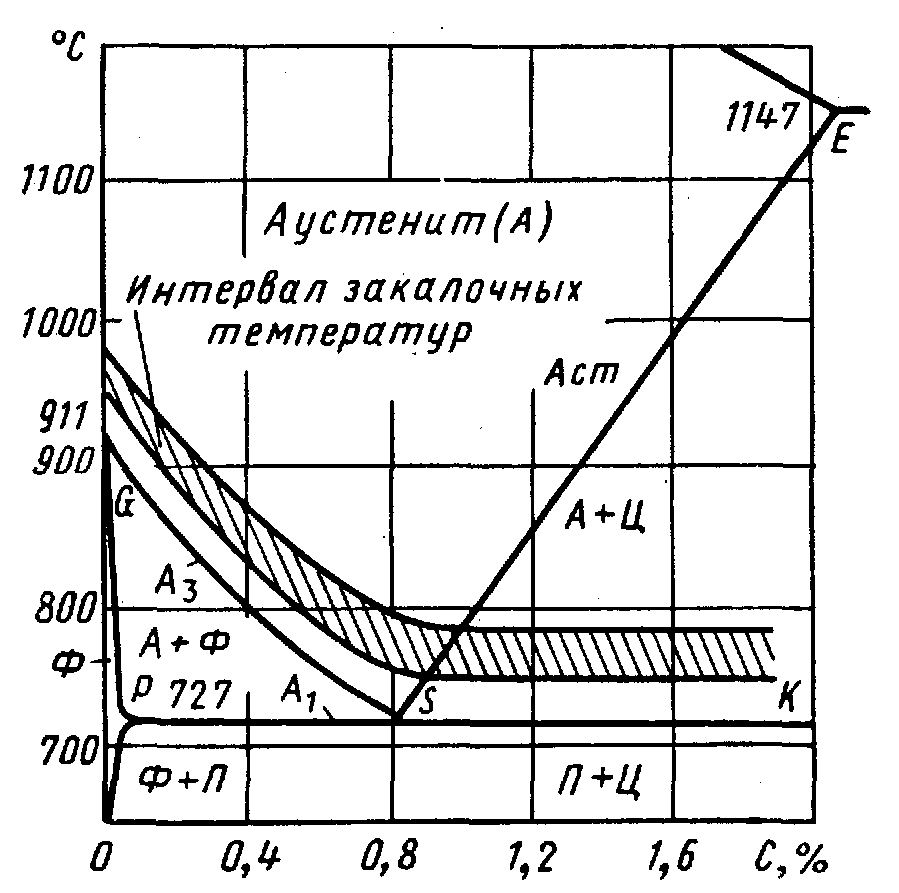
Рис. 42. Оптимальные температуры нагрева под закалку углеродистых
сталей
Цель закалки – повышение твердости, прочности и износостойкости стали за счет получения структуры мартенсита, имеющего характерное игольчатое строение.
Для превращения аустенита в мартенсит скорость охлаждения должна быть больше критической скорости закалки V кр.
Критической скоростью закалки называется наименьшая скорость охлаждения, при которой весь аустенит переохлаждается до мартенситного превращения. Если скорость охлаждения будет меньше V кр, аустенит распадается на феррито-цементитную смесь (тростит, сорбит, перлит, см. рис. 38).
Требуемая скорость охлаждения обеспечивается подбором охлаждающей среды. В производственной практике для закалки применяют воду, минеральные масла, водные растворы солей, щелочи. Основным преимуществом масел по сравнению с водой является медленное охлаждение в мартенситной области (ниже 300°С), вследствие чего закалка в масле дает меньшую деформацию, напряжения и склонность к образованию закалочных трещин.
Различают полную и неполную закалку стали. При полной закалке сталь нагревается на 30–50°С выше критической точки А С3. Доэвтектоидные стали обязательно подвергают полной закалке, т.е. нагревают до полного перехода феррито-перлитной структуры в аустенитную. При последующем охлаждении со скоростью выше критической сталь приобретает структуру мартенсита.
Недогрев доэвтектоидной стали до точки А С3 приводит к сохранению в структуре закаленной стали наряду с мартенситом некоторого количества феррита и, следовательно, к заниженным механическим свойствам после закалки. Такую закалку называют неполной, и для доэвтектоидной стали она является пороком (рис. 43, б).
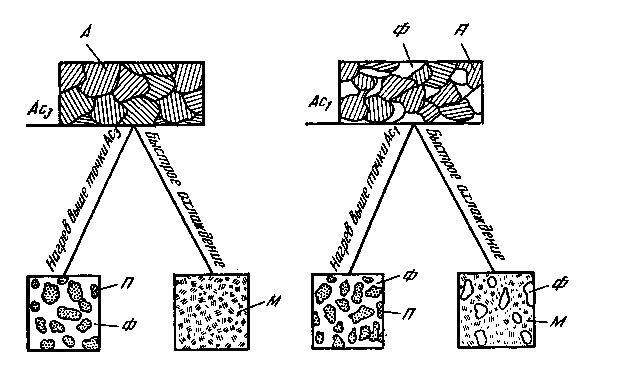
Рис. 43. Структурные превращения в доэвтектоидной стали при
закалке:
а – полная закалка; б – неполная закалка
При неполной закалке заэвтектоидной стали (нагрев выше точки А С1, но ниже точки А сm) оставшийся нерастворенным цементит повышает твердость стали после закалки, так как является упрочняющей фазой. Если заэвтектоидную сталь нагреть выше линии А сm, то в ее структуре будет крупноигольчатый мартенсит с повышенным количеством остаточного аустенита (см.рис. 44, б). Таким образом, если для доэвтектоидных сталей неполная закалка является дефектом, то для заэвтектоидных – основным видом закалки.
Отпуск стали. Вид термической обработки, состоящий из нагрева закаленной на мартенсит стали до температуры ниже линии PSK (А С1), выдержке при этой температуре и последующего охлаждения называется отпуском.
Нагрев стали при отпуске облегчает переход из метастабильного состояния пересыщенного a-твердого раствора в более устойчивое. При отпуске с повышением температуры в закаленной стали происходит выделение углерода из мартенсита, что сопровождается уменьшением кристаллической решетки, образованием и коагуляцией (укрупнением) частичек цементита.
С повышением температуры отпуска предел прочности и твердость понижаются, а пластичность и ударная вязкость растут.
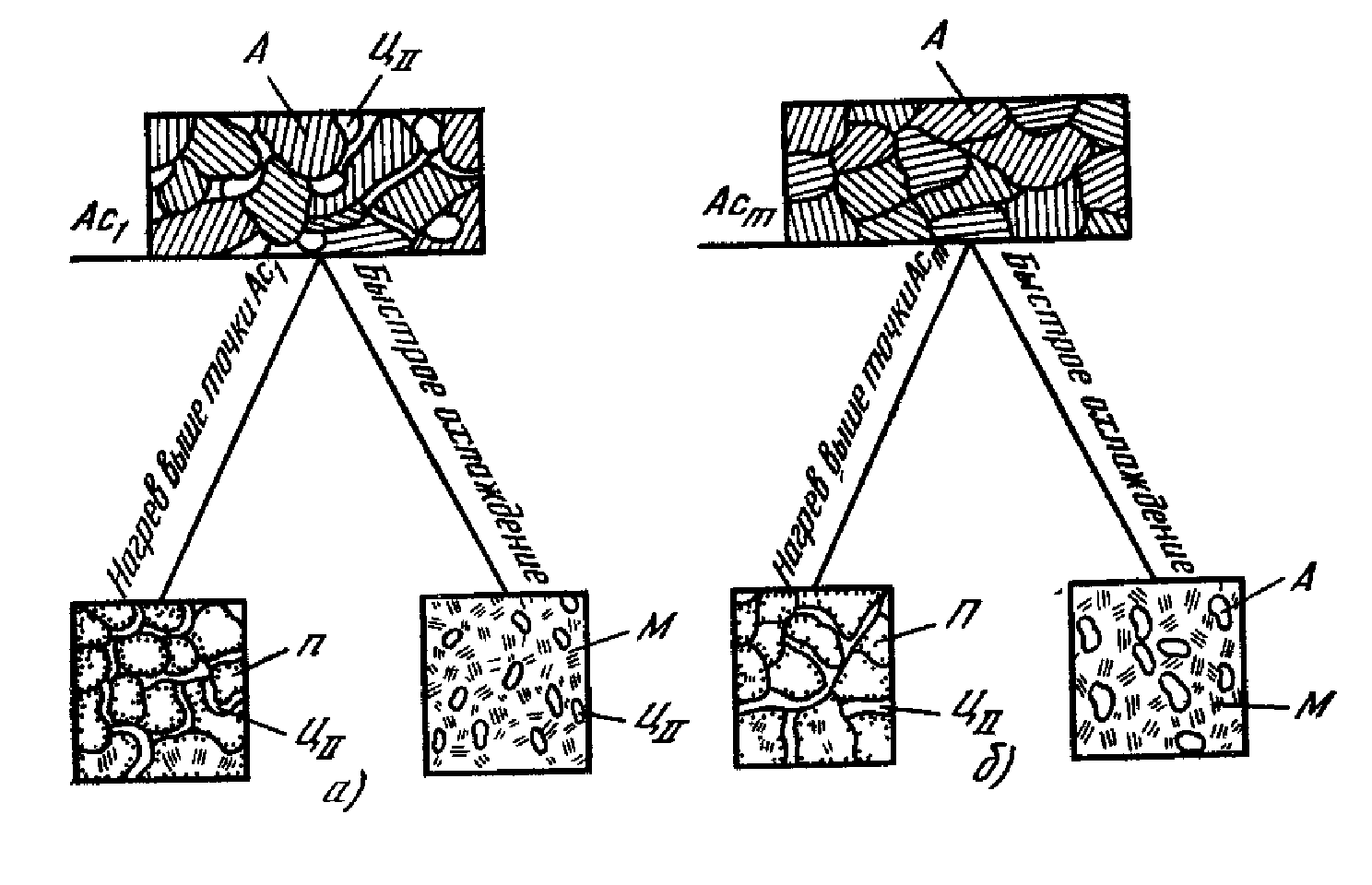
Рис. 44. Структурные превращения в заэвтектоидной стали при
закалке:
а – неполная закалка; б – полная закалка
В соответствии с техническими требованиями, предъявляемыми к изделиям на практике, применяют следующие виды отпуска: низкий, средний и высокий.
Низкий отпуск характеризуется невысокими температурами нагрева (150–250°С) и применяется для изделий, где требуется высокая твердость (HRC 56–64) и износостойкость. Низкий отпуск незначительно уменьшает твердость закаленной стали и увеличивает вязкость, снимая внутренние напряжения в изделиях. Свойства стали после отпуска зависят не только от температуры нагрева, но и от продолжительности выдержки. Низкий отпуск применяют для режущего инструмента, зубил, валков, калибров, шаблонов, изделий из цементуемых сталей.
Структура сталей после низкого отпуска – отпущенный мартенсит.
Средний отпуск характеризуется нагревом закаленной стали до температуры 300–400°С и обеспечивает относительно высокую твердость HRС 40–54 и максимальный предел упругости при достаточной прочности. Этот вид отпуска применяется для пружин, рессор, штампов, ударного инструмента и т.д. Структура изделий после среднего отпуска – тростит отпуска.
Высокий отпуск осуществляется нагревом закаленной стали до
500–600°С и применяется для изделий из конструкционных сталей, подвергаемых воздействию высоких динамических, знакопеременных или статических напряжений. Структура стали после высокого отпуска сорбит отпуска.
|
|
|
|
|
Дата добавления: 2014-11-29; Просмотров: 3182; Нарушение авторских прав?; Мы поможем в написании вашей работы!