КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Внутренний контур детали не может быть показан как невидимый, для его изображения следует выполнить разрез
|
|
|
|
На поле чертежа ось детали вращения следует располагать параллельно основной надписи.
Детали вращения
Деталь вращения состоит из набора отдельных поверхностей (цилиндрических, конических, торовых), которые образуют внешний или внутренний контур изделия (рис. 62).
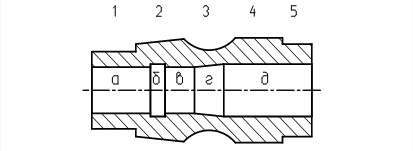 |
Рис. 62. Поверхности внешнего контура:
1 - цилиндр; 2 - конус; 3- тор; 4 - цилиндр; 5 - цилиндр.
Поверхности внутреннего контура:
a - цилиндр; б - цилиндр; в - цилиндр; г - конус; д - цилиндр.
Размеры на чертеже проставляются так, чтобы они, по возможности, определяли очередность технологических операций при изготовлении детали. При этом следует помнить, что взаимное положение поверхностей определяется по взаимному положению их БТ, т.е. такого типа размеры проставляются между базами поверхностей.
Рассмотрим для примера технологические операции, которые заданы проставленными размерами на рис. 63.
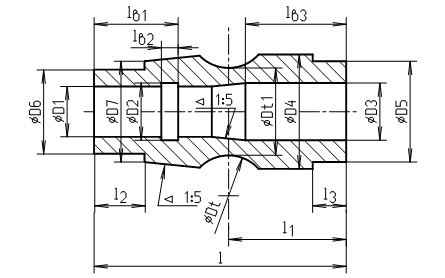 |
Рис. 63
Технологические операции выполнения наружного контура:
1 - выполнить цилиндр максимальным ÆD4 и максимальной длиной l;
2 – на выполненной поверхности цилиндра выполнить тор, текущая база которого на поверхности цилиндра (1 технологическая операция) определена размером l 1, а его внутренние размеры диаметром образующей дуги Dt и диаметром Dt1;
3 и 4 - выполнить цилиндры диаметрами D5 и D6, длины цилиндров соответственно l 3 и l 2;
5 - выполнить конус с начальным диаметром D7 и конусностью 1:5, его положение от БИ задано размером l 2.
Длина конуса и реальная длина цилиндра ÆD4 будут получены автоматически в процессе изготовления.
Технологические операции выполнения внутреннего контура:
1 - выполнить отверстие минимальным диаметром D1 на длину l;
2 - выполнить цилиндрическую канавку диаметром D2 и длиной l b2. Положение канавки на поверхности цилиндра задано размером l b1, при этом БТ канавки справа;
3 - выполнить цилиндр ÆD3 и длиной l b3;
4 - выполнить конус по конечному ÆD3, конусности 1:5 и направлению конуса влево. Длина конуса и реальная длина цилиндра ÆD1 получаются автоматически в процессе производства детали.
Следует помнить, что при данных размерах исключена иная технология изготовления детали. Если это возможно, то на чертеже проставлены лишние размеры, что недопустимо.
Рассмотрим подробнее высказанное положение на примере детали рис. 64. Для конуса заданы начальный диаметр ÆD1, конечный диаметр ÆD2, конусность 1:5 и длина 15 мм. Всего задано 4 параметра вместо достаточных 3 параметров (стр. 65, рис. 56).
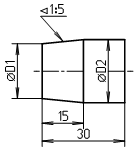 Если выполнить конус по ÆD1, ÆD2 и длине 15 мм, то не будет выдержан размер конусности 1:5.
Если выполнить конус по ÆD1, ÆD2 и длине 15 мм, то не будет выдержан размер конусности 1:5.
Если выполнить конус по ÆD1, конусности 1:5 и длине 15 мм, то не будет выдержан ÆD2.
Если выполнить конус по ÆD2, длине 15мм и конусности 1:5, то не будет выдержан ÆD1.
Следовательно, 1 лишний размер позволяет выполнить 3 варианта детали для обеспечения достаточной точности соответствующей поверхности при сопряжении с другой деталью в сборочном узле.
Рис. 64
Базирование поверхностей (определение их взаимного положения) выполняется с помощью размерных цепей.
На рис. 65 деталь состоит из последовательно состыкованных поверхностей вращения.
Каждая размерная цепь состоит из 2(двух) параллельных строк. Расстояние между строками от 7 до 12 мм. Например, 1 (первая) строка содержит размер А, 2 (вторая) строка - размеры А1 и А3. Во 2 строке один из размеров свободный (не нанесенный, равный А – (А1 + А3). Он получается автоматически в процессе производства. В нашем случае это длина цилиндра ÆD2.
Размер первой строки называется замыкающим, а размеры второй - составляющие. При этом число составляющих размеров не может быть больше 3(трёх) и всегда один из составляющих размеров - свободный. Cвободный размер всегда содержит длину одной поверхности. Эта
поверхность получена в результате выполнения предыдущей технологической операции (на длину А выполнен цилиндр диаметром D2).
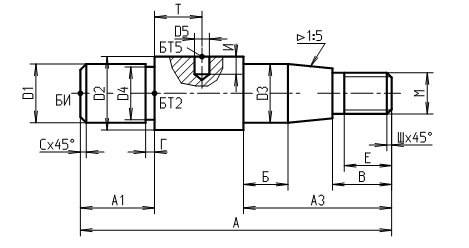 |
Рис. 65
Составляющие размеры могут включать длины одной или нескольких поверхностей. В нашем случае размер А1 включает длину одной поверхности (цилиндр ÆD1, на котором выполнена фаска с´45° в начале поверхности и канавка шлифовального круга в конце поверхности (цилиндр ÆD4 и длиной Г).
Размер А3 включает в себя длины 3 поверхностей, по отношению к которым он является замыкающим размером:
- цилиндр диаметром D3 и длиной Б;
- цилиндр диаметром М и длиной В, на котором выполнена метрическая резьба на длину Е с базированием от конца ступени, окончание резьбы – недорез;
- конус с начальным диаметром D3 и конусностью 1:5, текущая база конуса совпадает с концом цилиндра ÆD3, длина конуса получается автоматически в процессе выполнения поверхности и является свободным размером, который равен А3 – (Б+В).
Если на поверхности выполнен какой либо элемент, например, на цилиндре ÆD2 выполнено цилиндрическое углубление ÆD5, то положение текущей базы БТ5 этого элемента определяется размером Т к базе БТ2 той поверхности, на которой он расположен.
Технологические операции, а, следовательно, и соответствующие им размеры, определяются часто конструкцией узла, которому принадлежит деталь (рис. 66).
Размер Б обеспечивает гарантированный свес F левого подшипника, поэтому свободным размером будет длина резьбы.
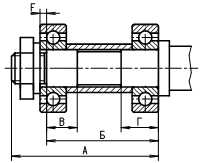 В следующей размерной цепи замыкающим будет размер Б, а составляющими будут длины цилиндров под подшипники В и Г, т.к. распорная втулка должна гарантированно опираться на эти цилиндрические поверхности.
В следующей размерной цепи замыкающим будет размер Б, а составляющими будут длины цилиндров под подшипники В и Г, т.к. распорная втулка должна гарантированно опираться на эти цилиндрические поверхности.
Если направления поверхностей (оси поверхностей) не совпадают, то при углах, отличающихся от 0 и 90 градусов, между направлениями осей простав-ляется размер угла.
Конструктивные и технологи-ческие элементы типа фаска, галтель, канавка выхода инструмента при обработке детали, канавки для установ-ки поршневых, стопорных и иных колец,
Рис. 66 пазы, углубления, отверстия под штифты, шплинты и т. д. принадлежат поверхности, на которой они расположены.
На чертежах проставляются размеры, определяющие положение БТ элемента по отношению к торцу поверхности, который совпадает, как правило, с БТ поверхности.
Кроме того проставляются внутренние размеры элемента (рис. 67).
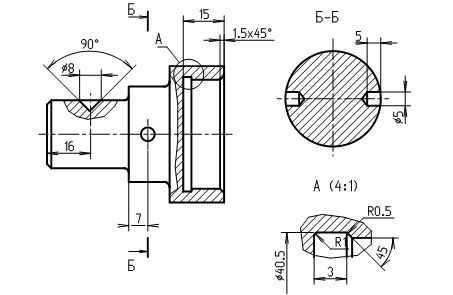 |
Рис. 67
На первой ступени выполнено углубление под установочный винт Æ8 мм и углом 90 °. Размер 16 мм определяет его положение на поверхности цилиндра.
На второй ступени выполнены 2 углубления Æ5 мм и глубиной 5 мм.
Размер 7 мм связывает БТ углублений с БТ второй ступени.
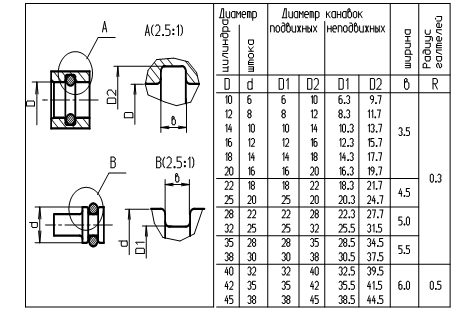
Если масштаб изображения не позволяет проставить внутренние размеры, то выполняется выносной элемент в большем масштабе (элемент А – канавка выхода шлифовального круга, расположенный на внутренней поверхности).
Большинство таких элементов стандартизовано и их внутренние размеры и конструкцию следует взять из соответствующих таблиц.
Галтель - торовая поверхность, предназначенная для снятия концентраций напряжений при переходе с поверхности меньшего диаметра на больший. На чертеже проставляется радиус образующей дуги R.
Фаска - коническая поверхность, выполненная в начале или в конце поверхности.
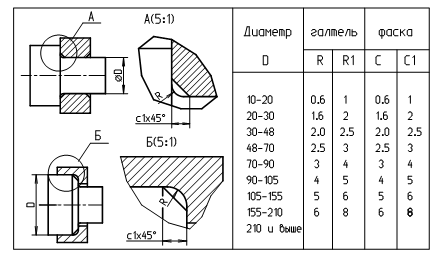 |
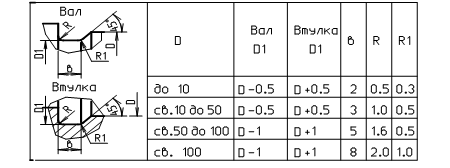
Фаски и галтели общего назначения Таблица 3
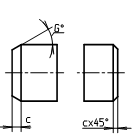
Угол снятия фаски общего назначения может быть 15°, 30°, 45°, 60°.
При угле снятия фаски 45° на чертеже фаска обозначается по типу с´45°, где С – высота фаски (см. рис. 68, оба параметра записаны в одну строку).
При иных значениях угла снятия фаски следует раздельно указать высоту фаски с и угол снятия фаски G (рис. 68). Фаски с углом,
Рис. 68 отличным от 45°, предназначены для обеспечения посадки одной детали на другую.
Технологические фаски обеспечивают сопряжение деталей по поверхности конуса фаски (рис. 69). Начальный диаметр охватываемого конуса больше начального диаметра охватывающего конуса. Конечный диаметр охватываемого конуса меньше конечного диаметра охватывающего конуса.
Такое соотношение диаметров позволяет при износе конусов проводить повторную обработку их поверхностей.
Следовательно, такие фаски выполняются по параметрам конуса (стр. 65, рис. 56). Угол конуса - 30°, 60°, 90°, 120°.
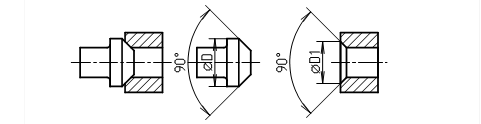 Рис. 69. Размеры технологических фасок на сопрягаемых деталях
Рис. 69. Размеры технологических фасок на сопрягаемых деталях
 |
Канавки выхода шлифовального круга Таблица 4
а б
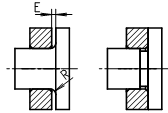
На рис. 70 а после шлифования в конце поверхности вала остается галтель. Радиус галтели R определяется шлифовальным кругом. Одетая на вал втулка не дойдет до торца следующей ступени вала на величину Е. Зазор между торцами деталей ликвидирован (рис. 70 б) выполнением в конце поверхности вала
Рис. 70 канавки выхода шлифовального круга.
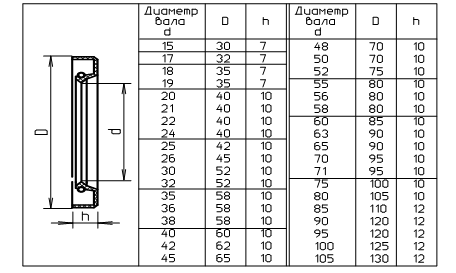 |
Резиновые армированные манжеты для валов Таблица 5
Условное о бозначение манжеты: МКР 25´42´10 ГОСТ 8752-70, где:
25 – внутренний диаметр d; 42 – наружный диаметр D; 10 – ширина h.
Данные табл. 5 используются при назначении диаметров и длин поверхностей валов и втулок под установку уплотнительной манжеты.
 |
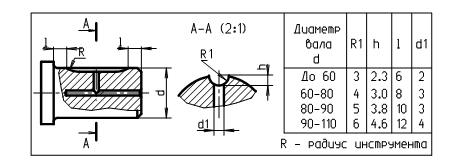
Канавки под кольца стопорные Таблица 6
Канавки для смазки на валах Таблица 7
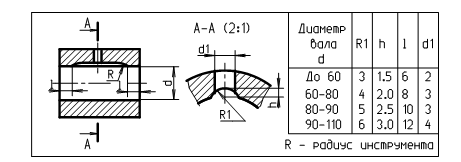
Канавки для смазки во втулках Таблица 8
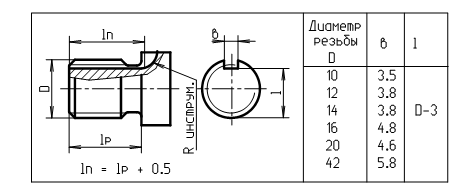
Пазы под стопорные шайбы Таблица 9
Стопорные шайбы имеют ус, который входит в паз на валу, предотвращая тем самым свинчивание гайки при знакопеременных направлениях вращения вала. Такие же пазы выполняются на наружной поверхности круглой гайки под ключ.
Закрепительные штифты втулок Таблица 10
Канавки под кольца резиновые уплотнительные Таблица 11
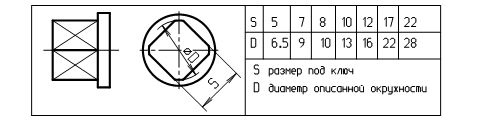 |
Четырехгранные головки под ключ Таблица 12
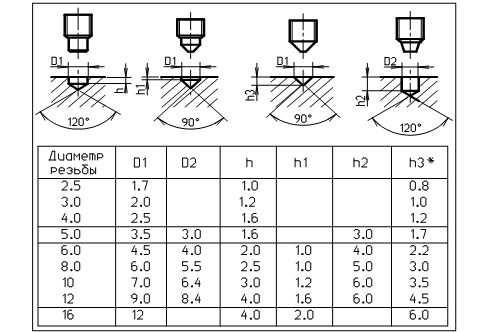
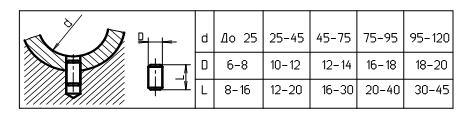
Углубления под винты установочные Таблица 13
Винты установочные применяются для фиксации установки вдоль оси
вала деталей типа втулка (препятствуют смещению втулки вдоль оси вала).
В механизмах типа поводок используются для передачи момента вращения от вала к втулке и наоборот.
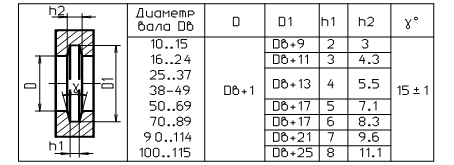
Канавки под кольца сальниковые фетровые Таблица 14
|
|
|
|
|
Дата добавления: 2014-12-16; Просмотров: 2709; Нарушение авторских прав?; Мы поможем в написании вашей работы!