КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Ш камералы жуу машинасы 1 страница
|
|
|
|
Құрылысы: қаңқа, шашыратқыш құбырлар жүйесі, жетегі бар Сыналы белбеулі беріліс тасымалдағыш, бак, суқыздырғыш, сорғы. Машина қаңқасы пісірілген және тығыздағыш арқылы болттармен бекітілетін үш камера және олардың алдында орналасқан тағы бір камерадан құрастырылған. Әр камералардың арасында екі қабатты металл қабырғалары болады. Қабырғалар арасында жылу изоляциясы жасалады. Камералардың төменгі бөлігі суды төгу мақсатында қиғаш жасалады. Камералар арасы камерааралық кеңістікпен, резинадан жасалған пердемен бөлектеледі.
Әр камерада шашыратқыш құбырлар жүйесі орнатылған. Шашыратқыштардың орналасуы (64 дана) жылжымалы тасымалдағыш таспаның үстіне орналастырылған бөлшекті жан-жақтан ерітіндімен тазалауға ыңғайлы. Шашыратқыштардың диаметрі 4 мм-ге тең, ал шашыратқыштан шығатын сұйықтың шашырау қысымы 5 кг/с тең.
Бірінші камерада бөлшек ыстық сумен жуылады, екінші камерада бөлшек сілтілі ерітіндімен жуылады, ал үшінші камерада таза ыстық сумен шайылады. Шайғыш камералардың машинаны желдету жүйесіне қосатын сорғыш шатырлары болады. Жууға арналған ыстық суды тұндыру үшін және майды сүзгілеу үшін арнайы бак болады.
Өнімділігі 45 м3 /сағ болатын ЗК-6 маркалы сорғы ыстық судың арынын жоғарылату үшін қолданылады. Қуаты 14 кВт-қа тең болатын электржетегі арқылы жұмыс істейді. Су вертикаль орналасатын су қыздырғышта 95-100˚С-қа дейін қыздырылады. Су қыздырғыштың көлденең қимасы 25м2-қа тең болады.
Екінші бак сілтілі ерітінді үшін арналған, осыдан сорғы (ЗК-6) арыны екінші камераға бағытталады. Бұл сорғы электржетек арқылы жұмыс істейді. Сілтілі қоспаны қыздыратын қыздырғыш болады. Сыйымдылығы 1литрге тең болатын бак, бөлшектерді шаюға арналған үшінші камераға келіп түсетін су үшін арналған.
Бактағы сұйық 2К маркалы сорғы (өнімділігі 10 м3 /сағ) мен электроқозғалтқыштан тұратын сорғылық қондырғы арқылы шашырайды. Ерітіндінің температурасы мен қысымын анықтап отыратын арнайы бақылайтын аспаптар болады.
5.1-кесте-Сілтілі ерітінділердің құрамы
| Ерітіндінің құрамы | Аллюминий балқымасы бар бөлшектер үшін | Қара металл балқымасы бар бөлшектер үшін | ||||||
| Ерітінді номері | ||||||||
| Каустикалық сода | 0,1-0,2 | 0,1-0,2 | - | - | 0,75 | 0,2 | - | |
| Кальцийлі сода | - | 0,4 | 1,0 | 0,4 | 5,5 | - | 10,0 | |
| Тринатрийфосфат | - | - | - | - | 1,0 | 5,0 | - | |
| Натрий нитраты | 0,15-0,25 | - | - | - | - | - | - | |
| Сұйық әйнек | - | - | - | 0,15 | - | 3,0 | - | |
| 5.1-кесте (жалғасы) | ||||||||
| Кір сабын | - | - | - | - | 0,15 | - | - | |
| Хромпик | - | - | 0,05 | - | - | - | 0,1 | |
Сыналы белбеулі беріліс тасымалдағыш беріліс пен редуктор арқылы, қуаты 1,7 кВт-қа тең болатын электроқозғалтқыш (п =930айн/мин) көмегімен өз қызметін атқарады. Сыналы белбеулі беріліс тасымалдағыштың жылдамдығы 0,345м/мин тең.
5.3 Жуу машинасының жұмыс істеу схемасы
Бакта тұндырылған сұйық сорғы арқылы су қыздырғышқа келіп түседі. 95-100 ˚С-қа дейін қыздырылған сұйық жоғары қысыммен камералардың ішінде орналасқан шашыратқыш құбырларға келеді. Қолданылған сұйық бакқа келіп түседі де, қайта тұндырылады. Тұндырылған қалдықтар арнайы себетке жиналады. Бакты толтыру үшін су қалыпты деңгейде болатын кіші бактан келіп түседі.
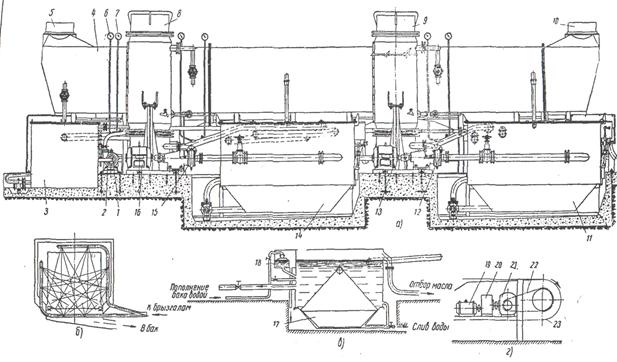
а ) жалпы көрінісі; б) камераның кесіндісі;в)бактың сұлбасы; г) лентаның жетегі
5.1-сурет. Үш камералы жуу машинасы
Жөндеу зауыттарында әмбебап жуу машиналарынан басқа арнайы бөлшектерді жууға арналған жуу машиналары да қолданылады. Мұндай машиналарды ағымды бөлшектеу кеңістіктерінде орналастырады. Сондықтан бөлшектердің цех ішінде тасымалдау ара қашықтығы айтарлықтай қысқарады, сонымен қатар цех ішінде тазалық сақталып отырады. Егер бөлшектерді бөлшектеу орнынан жуу машинасына дейін тасымалдағанда, бөлшектерден май ағып өндіріс орнын ластайды.
Коллектор мен құбырдан ажыратылмаған цилиндр блогін жуу үшін арналған машина. Бұл машина дизельді бөлшектеу орны мен блокты жинау орны арасында орналасқан.
Жуу машинасының құрылысы: камера, рольганг, червякті редуктор, балка, шашыратқыш коллектор. Червякті редуктор рольганг рамасының төменгі жазықтығына бекітілген. Редуктор бөлшектері ортақ білікпен орнатылған және де электроқозғалтқыш арқылы қозғалысқа келеді. Екі дөңгелек те сағат тілі бойымен айналады. Сол жақта орналасқан редуктор білігінің екі соңындағы дөңгелектерге кривошиптер бекітілген. Балканың оң жағындағы ұшы оң жақта орналасқан редуктор білігінің дөңгелегіндегі кривошипке орнатылған екі роликке тіреледі. Оң және сол жақтағы кривошиптердің синхронды айналуына байланысты балка перекладинасы кривошип сызған шеңберге тең шеңбер сызып отырады. Кривошиптің 180˚-қа айналу кезінде балканың жоғарғы жазықтығы рольганг жазықтығынан жоғары болады, тағы 180˚-қа айналғанда балка жазықтығы рольганг жазықтығынан төмен орналасады.
Осының көмегімен жуылатын блок балка көмегімен рольганг үстіне көтеріледі, бірнеше уақыт аралығына оң жаққа көтеріледіде, рольганг үстіне түсіріледі. Балка келесі айналым жасап, рольгангтан төмен орналасады, блокқа түйіседі де келесі операцияны орындау үшін блокты көтереді. Осы арқылы блок біртіндеп сол жақтан оң жаққа қарай ауысады. Ыстық су сорғылық станциядан құбыр арқылы 4-5 атмосфералық қысыммен машинаға беріледі. Содан кейін құбыр арқылы сорғылық станцияның төменгі багына ағады. Құбыр желдету қызметін де атқарады. Блокты рольгангтың сол шығыңқы жағына орналастырады.
Бірқалыпты кіру жапқышын көтеріп, рольганг бойымен машинаға бағыттайды. Электроқозғалтқыш өшірілген кезінде балканың арнайы блокировкасының көмегімен, балка төменгі қалпына келеді де, блокты бағыттауға кедергі жасамайды.
Осыдан кейін жапқышты түсіріп, балканың электроқозғалтқыш жетегі мен сорғыны іске қосады. Коллектордан өткен блок электрлік блокировка механизмімен байланысқан роликке әсер етеді. Сонымен қатар жетектің электроқозғалтқышы автоматты түрде өшіріледі, осыдан кейін балка төменгі жағына келіп тоқиайды. Осы уақытта сорғылық станциядағы сорғы да өз жұмысын тоқтатады. Осыдан кейін шығу жаппқышын көтереді де, блокты рольгангтің оң жағында орналасқан шығыңқы бөлігіне шығарып жібереді.
5.4 Блок тазалайтын машинаның артықшылықтары
Бөлшек машинаға кіргенде де, шыққанда да жұмысты ауырлатпайды. Тазаланатын бөлшек машина камерасына кірген кезде тасымалдағыш қозғалысының жылдамдығымен бірдей кіріп-шығады. Осыған байланысты машина жабық есіктермен жұмыс істейді, ал жай машиналардың камералары ашық болады. Резинадан немесе брезенттен жасалған жапқыштар герметизацияны қамтамасыз ете алмайды. Сондықтан да машина камерасынан бу мен сұйық цех ішіне де шашырайды.
Тасымалдағыштың звенолары шашыратқышпен жанасады, сондықтан шашыратқыштың төменгі жағы дұрыс жұмыс атқара алмайды. Ал балкалы машинада шашыратқыштар жұмысына ештеме де әсерін тигізбейді, сондықтан шашыратқыштар әлдеқайда дұрыс жұмыс атқарады.
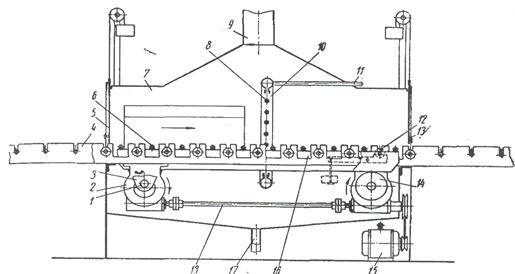
5.2-сурет.Блок жууға арналған машина
Улы және жарылғыш заттармен жұмыс жасаған кездегі техникалық қауіпсіздік.Бұрғылау және мұнайөндірістік жабдықтардың жуған, тазалаған кезде жұмыс атқаратын кісілерге тез жанғыш, жарылғыш, улы заттар және электр тогы аса қауіпті болып саналады. Сондықтан жөндеу базасындағы бұндай жұмыстар жүргізілетін жерлер басқа кеңістіктен бөлектеніп, қоршалады. Бөлінген жерлерге соратын шкафтар орналастырылып, үлкен бөлшектер жуылатын ванналардың үстіне де соратын зонты бар желдеткіштер қондырылады. Бензолдың, бензиннің, керосиннің, спирттің және басқа заттардың қоры арнаулы шкафтарда, бір ауысымға жетер мөлшерде сақталады.
Жуу ертінділерімен жұмыс жасаған шақта қауіпсіздік, өрт шығу ережелерін қатал сақтау керек. Жұмыс басталар алдында жуушы кісі қолдарын арнаулы қол терісін сақтайтын пастамен майлау керек. Ертіндімен жуу кезінде ХИОТ-6 и АБ-1 пасталарымен, мұнаймен жуған кезде ПМ-1 пастасымен қолды майлау керек. Қолды жидітіп күйдіретін ертінділермен жұмыс жасаған шақта қолға міндетті түрде резина қолғап киу керек. Жуу бөлімшесін таза ұстап, дұрыстап желдетіп тұру керек. Әрбір ауысым басталар алдында еденге жаңа опилка төселіп, ауысым соңында тазаланып алып тасталуы керек.
Қышқыл ертінділерді дайындау кезінде өте сақ болу керек. Ыдыстағы қышқылға су құюға болмайды, өйткені тез реакция жүріп ерітіндіні адамның үстіне, бетіне лақтыруы мүмкін. Ал ыдыстағы суға қышқылды былғап, араластырып тұрып құюға болады.
Жуу бөлімінде ортақ айдап-соратын желдеткіш болуға тиіс. Светильниктер және басқа электр жабдықтар жарылыс болдырмас үшін ұшқын шығармайтын элементтермен қымталуы керек. Ашық электрқыздырғыш жабдықтарды қолдануға болмайды. Бөлімше өрт сөндіргіш ОУ-2, азбесттелген жапқыштармен жабдықталуы керек.
Жарылыстан сақтандыру мақсатында және электр тогынан сақтану үшін шкафтардың қораптары, ванналар жермен тұйықталуы керек, ваннаның жанында аяқ астарында резина төсемелер немесе ағаштан құралып жасалған төсеніш болу керек. Жуу орынындағы жарық түсу мөлшері арнаулы талапқа сай болу керек.
5.5 Бақылау сұрақтары
1. Бұрғылау және мұнай өндірістік жабдықтарды жуу орнын, жуу әдісін, кім жуатынын ретімен атаңдар.
2. Қандай мақсатпен бөлшектер мен құрама бөліктерді бірнеше рет жуу қайталанады?
3. Бөлшектердің ластаныуының қандай түрін тазалау қиындық тудырады?
4. Қандай техникалық сұйықтар адам ағзасына өте қауіпті?
5. Адам денсаулығына нұқсан келтіретін ертінділермен жұмыс жасағанда қандай қауіпсіздік амалдары қолданылады?
6. Бұрғылау және мұнай өндірістік жабдықтарды жуу үшін қолданылатын құралдар мен жабдықтарды атаңдар.
№6 ЗЕРТХАНАЛЫҚ ЖҰМЫС
ЖАБДЫҚТАРДЫ МАЙЛАУ, МАЙЛАУ МАТЕРИАЛДАРЫ, ОЛАРДЫҢ СИПАТТАМАСЫ.
Жұмыстың мақсаты: Бұрғылау және мұнай өндірістік кәсіпорнында қолданылатын майлау материалдарын оқып білу, майлау процесін іске асырудың тәсілдерімен танысу.
6.1 Жұмысты орындау реті
1. Майлау материалдары туралы жалпы түсініктермен танысу.
2. Мұнайгаз жабдықтарын қолдану кезіндегі майлау шаруашылығын ұйымдастыру шараларымен танысу.
3. Зертханадағы майлардың сырқы қасиеттері арқылы маркаларын анықтай білу.
4. БҚ майлауға жұмсалатын май көлемінің бір айлық шығынын жобалап есептеу.
Майлар мен арнайы сұйықтар.
Жабдықты тиімді пайдалану мен күтудің маңызды шарттарының бірі - оңтайлы ұйымдастырылған майлау шаруашылығы.
Технологиялық жабдықтарды пайдалану кезіндегі майлау материалдарын пайдалану мен сақтауды ұйымдастыруға мыналар кіреді:
- майланатын жабдықтарды есепке алу;
- қажетті майлау материалдарының шамасын анықтау;
- майлау материалдарын дұрыс сақтау жэне өрт қауіпсіздігі ережелерін бүзбау;
- арнайы нұсқаманың талаптарына сэйкес майлау материалдарын кабылдау жэне беру;
- жабдықтарды майлау графигін бүзбау;
- жұмыс орындарын майлау материалдарымен қамтамасыз ету;
- майлау материалдарына зертханалык талдау жүргізу;
- жұмыс істеп шыққан майларды қайта өңдеу (регенерация);
- майлау шаруашылығының жұмысшыларын сайлап алу, жұмыс орындарына бөлу жэне жұмсау.
Жанар-жағар материалдар (ЖЖМ) базадан пайдалану орнына орталықтандырылған тәртіппен жеткізіледі. Базада қабылдап алғанда цистернада пломбаның болуын және ЖЖМ эрбір сортында төлқүжаты болуын талап ету керек, төлкұжатта толық талдау жасалған күнІ жэне оның нэтижелері көрсетілуі керек. Цистернаның пломбасы, майдың төлқүжаты болмаса жэне сапасыз ЖЖМ экелінгенде орталық ғылыми-техникалық зертханаға тексеруге азғандай материал жіберіледі. Бұл ЖЖМ-на толық талдау жасап біткенше пайдалануға қатаң тыйым салынады. Базада құрамы дұрыс емес ЖЖМ кұйып алуға арналып ыдыстар карастырылған.
Қойманың күйі, майлау материалдарын қабылдау, сақтау жэне беру майлау шаруашылығында маңызды буын болып табылады.
Әрбір мекемелерде майлау шаруашылығының ұйымдастыру деңгейіы мына факторлар сипаттайды:
- жабдықтарды баптаған кезде технологиялык тэртіпті бұзбау;
- жабдықтарды майлауға арналған құралдар болуы;
- машиналарды майлаумен дер кезін баптау (бір майдың орнына басқасын қолдануға, сүзгі арқылы өтпеген майды қолдануға жэне т.б. тыйым салынады);
- майлау өнімдерінің шығынын дүрыс есепке алу жэне т.б.
Жұмыс істеп шыққан майларды жинау және оларды қайта өңдеу. Механизм жүмьтс істеген кезде май біртіндеп кірлейді, тотығады, өзінің майлау қасиеттерін жоғалтады, ал оған түскен катты бөлшектер тісті берілістердің, тербеліс мойынтіректерінің үйкелісетін беттерінің тез тозуына эсер етеді, мойынтіректер қызып кете береді, ол механизмді жиі тоқтатып, механизмнің уақытыыан ерте істен шығуына экеліп соғады.
Жағар майлар козғалтқыш ішінде де жүмыс істегеннен кейін белгілі бір уақыттардан соң өзінің физика-химиялық жэне майлау қасиеттерін жоғалтады. Бұған жоғарғы температура, ауадағы оттегі, металдардың, олардың қорытпаларының жэне тозу өнімдерінің эсері зор.
Майлау материалдарының тез жэне күшті тотығуы 70° С жоғары температурада жүреді, жэне алғашқы кезеңдердің өзінде-ақ металдардың тотығуына, кетпейтін смола қосындыларын жасауға әкелетін аз молекулалы суда еритін қышқылдардың картерде, клапандарда, поршень сақиналарында жэне машиналар мен механизмдердің басқа да бөліктерінде жабысып қалатын майда ерімейтін қосылымдардың түзілуіне әкеледі.
Белгілі уақыт жүмыс істеген, алғашқы сапасын жоғалтқан жүмыс істеп шықкан майлар майлау жүйесінен төгіледі. Бұл майларды майлаушылар бригадасы жинайды. Жүмыс істеп шыккан майлар ЖЖМ базасына, сонан соң майларды қайта өңдейтін арнайы мекемеге тапсырылады. Бүл майларды кайта өңдеуге тапсыру жэне өңделген майларды қабылап алу жаңа майларды қабьтлдағандай рэсімделеді. Майларды жинайтын ыдыстар саны майдың сорттарының түрінен кем болмауы керек. Бір ыдысқа зығыр майларының барлык түрлерін; тазаланған жэне негізденген, түтқырлығы бойынша жақын машина майларын; неғіздері бірдей жүмыс істеп шыққанн майларды жинауға рұқсат етіледі.
Майларды кайта өңдеу келес операциялардан түрады:
- майларды ағартатын балшықпен жэне сумен сумайлы эмульсия алу үшін өцдеу;
- ауа 13,3-20 кПа сиретілген буландырғышта (кеште 250-ЗОСГС дейін қыздырылған) су мен отынды майдан айыру, бүл кезде де майдың ағартатын балшықпен косымша жанасуы болады;
- майларды сүзгіден өткізу жэне ВНИИНП-360 (МЕСТ 9899-78) қоспаларымен қайта өңделген майларды араластыру.
Әрбір кәсіпорында жүмыс істеп шыққан майларды жинау жинақтап, өңдеу пунктеріне жөнелту іске асырылуы керек. Жүмыс істеп шыккан майларды жинау жэне қайта өңдеу жақсы жолға қойылса, материал үнемделіп, жаңа майлар шығыны 15-20% кемиді.
Жұмыс істеп шыққан майларды міндетті түрде жинау сәйкес құжаттармен реттелген.
6.1-кесте-Өндірісте қолданылатын майлау материалдары
| Майлаушы материалдар | Маркасы | МЕСТ нөмірі |
| Майлы солидол (еруі орташа жағармай) | УС-1 (пресс-солидол) УС-2 УС-3 | 1033-79 1033-79 1033-79 |
| Синтетикалық солидол | С (пресс-солидол) С | 4366-76 4366-76 |
| Авиациялық май | МС-14 МС-20 МК-22 | 21743-76 21743-76 21743-76 |
| Цилиндрлік май | 11 (цилиндрлік2) 24 (вискозин) | 6411-76 6411-76 |
| Индустриальдық май | 12 20 30 45 50 | 20799-75 20799-75 20799-75 20799-75 20799-75 |
| Іріктеліп тазаланған индус-триальдық май | ИСТ-11 ИС-50 | 20799-75 20799-75 |
| Турбиналық май | Т-22 | 9972-74 |
| Компрессорлық май | К-12 К-19 | 1861-73 1861-73 |
| Дизельдік май | Зимнее | 8581-78 |
| Трансформаторлық май | АМГ-10 | 6794-75 |
| Автомобиль майы | АС-8 | 10541-78 |
| Индустриальдық жағармай | ИП-1-3 (қыстық) ИП-І-Л (жаздық) | 23510-79 23510-79 |
| Нығыздаушы жағармай | ЛЗ-31 ЛЗ-162 | 24300-80 24300-80 |
| Еруі нашар эмбебап жағармай (майлы консталин) | УТ-1 УТ-2 | 1957-73 1957-73 |
| Графиттік жағармай | УСсА | 3333-80 |
| Консервацииялық жағармай (талшыкты техникалық вазелин) | ВТВ-1 | ТУ 38-101-180-76 |
| Майлы жағармай | 1-13 | 1033-79 |
| 6.1-кесте (жалғасы) | ||
| Төменгі температурлық жағармай | ЦИАНИМ-201 ЦИАНИМ-203 ГОИ-54п | 6267-74 8773-73 3276-74 |
| Трансмиссиялық жағармай | ЦИАНИМ-208 | 16422-79 |
| Жоғары температурлық жағармай | ЦИАНИМ-221 | 9433-80 |
| Жоғар ы температуралық автомобиль жағармайы | ЯНЗ-2 | 9432-60 |
| Жағармай | ПГ-1-3 | 23510-79 |
| Жағармай | Мазут | 10585-75 |
Жабдықтарды майлауға ұсыныстар:
- Кәсіпорынға әкелінетін жабдықтарды майлайтын майдың түрлері шығаратын заводтың беретін кұжатында көрсетіледі.
- Бас механиктің басқармасымен жэне май шыгаратын заводтармен келісіп химиялық құрамы жақын майларды ауыстырып қолдануға рүқсат етіледі.
- Заводта ұсынылмаған майларды қолдану жабдыктың п.э.к. төмендетеді, энергия шығынын көбейтеді, сондай-ақ мерзімінен бұрын істен шығып қалулар болуы мүмкін.
- Май сақталатын ыдыстар таза болуы керек.
- Оларға су мен шаң түсуін болдырмау керек.
- Ашық ыдыстарда және жабдықтар жұмыс істеп тұрған жерде жанар және жағар майларды сақтауға тыйым салынады.
- Қыс кезінде майларды ашық жалынмен қыздыруға болмайды. Май кұятын кұралдар ақаусыз күйде болулары керек.
- Майлау үшін кондырғымен бірге берілетін жабдықтарды пайдалану керек. Сұйык майлар сүзгі арқылы кұйғышпен құйылады, қою майлар арнайы жабдықтармен беріледі.
- Пайдалану уақыты өткен отын, майлар ауыстырылады. Егер жабдық 3 айдан көп жүмыс істемей тұрса, майлар толық ауыстырылады.
- Жабдықтардың тетіктерін майлау бойынша ұсыныстар жасаушы заводтар беретін құжатта көрсетіледі.
- Механизмнің май құйылатын картерлеріндегі майды дер кезінде ауыстыруға ерекше көңіл аудару керек.
- Майлар мен отындар жыл мезгілдеріне сай ауысырылып отырылуы керек.
- Шаңды шөлейтті жерлерде жұмыс істейтін жабдықтарды майлау мерзімі 2 есе қысқарады.
- Майлар мен консистентті майлардың негізгі маркаларын және және оларды бастапқы көрсеткіштері мен қолдану аймағын пайдалану кестелерінде көрсетілген.
6.2.кесте-Пайдалану кестесі
| Май | Тұтқыр-лық (50 м²∕с) | Темпера-тура ºС | арық-тың қатуы | Қолданылуы | |
| МВП құрылғысы | +120º,-60ºС температурасында жұмыс істейтін құрылғылар үшін | ||||
| Индустрия-льді И-12А | 6-9 | Төмен жүктелінетін және жоғары айналу жиілігі механизмінде. Қолдану аймағы: шеңберлік жүйеде майлағыш пед-тер аз сырғанаудағы генератор мен электр қозғалтқыштар үшін қуаты 100к Вт төмен емес гидро жүйелерде | |||
| И-20А | 17-23 | Э.Қ-ның желдеткіш және сорғы подшипниктерде (қуаты 100кВт жоғары және а.ж 1000 1минутқа дейін) және басқа механизмдері майды шашу арқылы жүзеге асады, гидрожүйелерге | |||
| И-30А | 27-33 | А.ж 1000 1 мин.дейін механизмдерде және салыстырмалы жоғары емес жүктеуде(мех.машиналар-дың редукторында,соққылық және бұрғылық қондырғыларда)құрамында турбиналық май және басқа да майлар бар | |||
| И-40А | 38-52 | Сол сияқты, бірақ өте жоғары жиілікте және а.ж төмен желдеткіште, бұрғылық және соққылық қондырғыларда, құрамында турбиндік май немесе керосиннен | |||
| И-50А | 42-58 | Жоғары жүктілікпен және онша үлкен емес а.ж жұмыс істейтін механизмдерде. | |||
| Веретенді АУ | 12-14 | Гидрожүйелерде, перфораторда, температурасы -10ºтан+65º дейін |
6.2-кесте (жалғасы)
|
|
|
|
|
Дата добавления: 2014-12-16; Просмотров: 1420; Нарушение авторских прав?; Мы поможем в написании вашей работы!