КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Ш камералы жуу машинасы 2 страница
|
|
|
|
| Компрессорлық К-12 | 11-14 | Поршеньдік және ротациялық компрессорларда орташа қысымдары төмендегенде (цилиндрді майлағанда) | ||
| К-19 | Көп сатылы компрессорларда жоғ. қысыммен | |||
| КС-19 | 18-22 | Поршеньдік ротацияның және ауа үрлегіштерде | ||
| Трансфор-матор майы АМГ | 9,6 | Демпферлі және гидроитергіштерде, көтерім машинасында, трансформаторда, майлы өшіргіштерде | ||
| Турбинді -Т-22Л | 20-23 | Перфораторларда немесе ЭҚ үшін | ||
| -Т-30 | 28-32 | |||
| -Т-46 | 44-48 | |||
| -Т-57 | 55-59 | |||
| Трансмиссиялы автотракторларда -жазғы -қысқы | 17-20 28-30 | Беріліс қорабында, жүргізу майында, тісті қоспаларда. | ||
| Авто-трактор -АК-10 | Іштен жану қозғалтқыштарында, конвейер редукторында | |||
| -АК-15 | (уатқыштарда), червякты берілісте орташа жүктілікте және сырғанау жылдамдығы 10м/с дейін | |||
| Карбюраторлық -М-8А -М-8Б -М-8В -М-8Г -М-6Г -М-12Г | Карбюраторлық қозғалтқышта |
6.2-кесте (жалғасы)
| Қысқы дизельді -М-8В -М-10В -М-8Г | Дизельді қозғалтқыштарда | |||
| Жазғы дизельдіде -М-10Г -М-8ГК -М-10ГК | Дизельді қозғалтқыштарда | |||
| Цилиндрлі -38 -52 | 32-50 50-70 | Жоғары жүктемеде жұмыс істейтін механизмдер үшін қыздырылған бумен жұмыс істейтін машиналар үшін | ||
| Осьтік -жазғы -қысқы -уақытша | 42-60 12-14 | Осьтік дөңгелектердің мойындарын майлауға -қысқы жағдайда -өте суық жағдайда | ||
| Мұздатушы машиналар үшін -ХА-23 -ХА-30 -ХА-(фригус) | 22-24 28-32 11,5-14,5 | Мұздатушы машиналар үшін олар аммиак немесе көмір қышқылында жүмыс істейді | ||
| Жұмыстық сұйықтық АМГ-10 | Гидравликалық қондырғыларда. |
ЕСКЕРТУ: Веретенді, компрессорлы, автотракторлы, дизельді майлар үшін цилиндрлі тұтқырлық 100ºС берілген.
6.3-кесте-Май түрлері
| Майлағыш жабдықтар | Тамшылау-дың темпера-турасы ºС | Көпіршік-тенудің саны 25ºС | Қолданылуы |
| Солидол | 270-300 | Көптеген сорғылармен шайқатылуы үшін жұмыстық температурасы-20º+65ºС дейін | |
| 6.3-кесте (жалғасы) | |||
| Пресс солидол | 220-270 | Жұмыстық температурасы+50º(ауыстыру үшін солидол тығыздағыш көмегімен, температурасы -20º төмен жағдайда | |
| Солидол Ж | 150-220 | Сол сияқты | |
| Пресс солидол | 330-355 | Сол сияқты | |
| Графитті майлағыш | Жай жүрісті механизмдермен жылдық жоғары жүктілікте | ||
| Жайсыз жату майлы майлағыш | Подшипниктерде температурасы 120ºС дейін | ||
| Әмбебап жайсыз жату майлағыш-тары -УТ-1 -УТ-2 -УТ-3 | 225-275 175-225 230-280 | Жабық роликті о.,конвейерлерде, экскаваторда, бұрғылық қондырғыларда және бульдозерлерде | |
| Литол -24 | 220-250 | Барлық үйкелгіш узелдерде, суға төзімді, ыстық суда боршымайды, солидолтығыздағышпен ауыстырылады,-30ºСдейін температурада | |
| Циатин-201 | 270-320 | Жабық түрде подшипниктерде,онша жоғары емес жүктелген +120ºС дейін температурадағы жұмыс үшін | |
| Циатин-203 | 235-300 | Тісті және червякты берілісте, сырғанау мен шайқау подшипниктерінде | |
| Арқанды | 65-75 | - | Болат арқанды майлау үшін -20ºС +50ºС |
| БОЗ-1 | 60-75 | - | Сол сияқты |
| ПВК | - | Металл бұйымдарды коррозиядан сақтау үшін -50ºС +50ºС |
6.2 Бақылау сұрақтары
1. Майлау материалдарының көп алуан түрлілігі немен түсіндіріледі?
2. Қандай негізгі көрсеткіш майлау материалдарына қатысты?
3. Синтетикалық майдан мұнай майының айырмашылығы неде?
4. Бұрғылау және мұнай кәсіпшілігі жабдықтарын майлауды кім жүргізеді?
№ 7 ЗЕРТХАНАЛЫҚ ЖҰМЫС
СЫНАЛЫ БЕЛБЕУЛІ БЕРІЛІСТЕР
Жұмыс мақсаты: Сыналы белбеулі берілістерді және оны пайдалану ережелерін зерттеу.
7.1 Сыналы белбеулі берілістер жайлы жалпы мәлімет
Сыналы белбеулі берілістер механикалық берілістер ішіндегі ең ескісі болып келеді, онда жетек иілмелі байланыспен – жетектік таспамен жұмыс жасайды.
Белбеуінің көлденең қимасының пішініне байланысты берілістер болады: жалпақ, сыналы белбеулі беріліс, домалақ және тісті. Кең қолданысқа ие болғаны – сыналы белбеулі беріліс.
Сыналы белбеулі беріліс - айналыс бір шкивтен екінші шкивке иілімді сыналы белбеу мен шкивтер арасында болатын үйкеліс күштері есебінен берілетін механизм.
Берілістің артықшылықтары: қуатты алыс қашықтыққа беру мүмкіндігі, жақсы тарту сипаттамасы, жұмыстың бірқалыпты және шусыз орындалуы, белбеудің серпімді тартылуы есебінен жүктемелердің күрт ауытқуы болмайды, конструкциясының және пайдалануының қарапайымдылығы.
Кемшіліктері: берілістер көлемінің үлкен болуы, белбеулердің алдын-ала тартылу қажеттілігі, бұл жағдай білік пен подшипниктерге түсетін жүктемені арттырады.
Тозған белбеулерді ауыстыру – біліктерді демонтаждауды немесе оның консольды соңдарын жақындатуды қажет етеді, мұны өндірістік жағдайда орындау өте қиын, ПӘК-тің шынжырлы берілістермен салыстырғанда аз болуы, белбеулердің ұзақтұрақтылығының төмендігі.
Сыналы белбеулі берілістер (трансмиссиялар) бұрғылау сораптарының жетектерінде және компрессорларда пайдаланылады. Олар өте үлкен қуаттарды (600 кВт-қа дейін) беру кезінде, параллелді біліктердің орта аралық ара-қашықтығы 4м –ге жететін және айналу жиілігі 1200 айн/мин болатын берілістерде пайдаланылады.
7.2 Сыналы белбеулі беріліс
Жетектік сыналы белбеулер шексіз резинаматалы бұйым. Ол қоршаған орта температурасы минус 300-дан плюс 600 С (қоңыржай және тропикалық климат) немесе минус 600-тан 400 С (салқын және өте салқын климат) кезінде жұмыс жасайтын жетектер, агрегаттар мен механизмдерге арналған. Белбеулер арнайы пресс-пішінде жасалады.
Белбеулер материал негізіндегі химиялық талшықтардан (кордшнур немесе кордткані), резина және орауыш мата негізіндегі бір бұйымға вулкандалынған жүктемелі қабатынан тұрады.
Жүктемелі қабат диаметрі беріктігі жоғары 1,6-1,7 мм синтетикалық талшықтардан (капрон, лавсан, энантан) тұрады және белбеуде көлденең күйінде орналасады. Сыртқы қабаты хлоропреннен жасалған орау матасының тігісімен тығыз, тегіс жасалған қабат.
Хлоропрен – май, мұнай, қыздыру және қолайсыз ауа райының әсеріне тұрақтылығы өте жоғары.
Бүйірлі жұмыстық беттер қатпарсыз және шытынаусыз, шығып тұрған жіптерсіз және мата түйіндерінсіз болуы қажет.
Жасалу барысында белбеудің үлкен қима негізі түзусызықты немесе үлкен негіз – түзусызықты немсе иілімді болуы мүмкін.
Белбеулердің Z, A, B қималарының шығыңқы немесе иілген күйде болуы 1 мм-ден аспауы қажет, ал Д, Е қималы белбеулер үшін 2 мм-ден үлкен болмауы қажет.
Сыналы белбеу қимасы 7.1-суретте келтірілген, ал геометриялық сипаттамалары 7.1- кестеде келтірілген.
7.1-кесте - Жетектік сыналы белбеулердің өлшемдері
| Түрі | Белбеу қимасының белгісі | Қима өлшемдері, мм | Қиманың есептік ауданы, мм2 , F2 | Есептік ұзындығы, LT | 1м белбеу массасы, кг | ||
| W2 | W | T | |||||
| Қалыпты | Z | 8.5 | 400-3150 | 0.16 | |||
| A | 560-4500 | 0.10 | |||||
| B | 630-6300 | 0.18 | |||||
| C | 1800-10000 | 0.30 | |||||
| Д | 2240-14000 | 0.60 | |||||
| E | 23.5 | 4000-18000 | 0.90 | ||||
| Жіңішке | УБ | 1250-8000 | 0.20 | ||||
| УВ | 2000-8000 | 0.37 |
LЕ есептік ұзындығын нейтралды сызық деңгейіне белбеу ұзындығын қабылдайды; WЕ есептік ендігі ретінде нейтралды пеш деңгейінде орналасқан және оптималды жүктеме астында орналасқан белбеудің көлденең қимасының ендігі алынады.
Белбеулерді топтау барысында олардың ұзына бойы ауытқуы ескеріледі. Нақты ұзындықтың ауытқуы бойынша барлық белбеулер келесідей болып бөлінеді: жалпы арнаулы берілістер үшін 12 топқа, жоғары дәлділікті берілістер үшін 24 топқа.
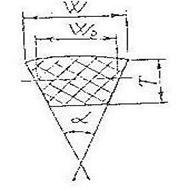
W – белбеудің үлкен негізінің ені, мм; WE- белбеудің есептік ені, мм; T – белбеу биіктігі, мм; α- белбеу клинінің бұрышы, α= 100÷10
7.1-сурет. Сыналы белбеу қимасы
Белбеу ұзындығы бойынша шектік ауытқулар және топталып жатқан белбеулердің ұзындықтарының әртүрлілігі 7.2-кестеде келтірілген.
7.2-кесте-Белбеулер өлшемдері
| LE | Берілістер үшін бір топтағы белбеулер ұзындықтарының ең үлкен айырмашылықтары | ||
| Номиналды ұзындық | Өндірістік қондырғыларға арналған шектік ауытқу | Жоғары дәлділік | Жалпы қолданыстағы |
| 850 дейін | 8÷14 | ||
| 900-1180 | 10÷14 | ||
| 1250-1400 | 12÷16 | ||
| 1500-1900 | 12÷24 | ||
| 1950-3150 | 12÷28 | ||
| 3200-4250 | 14÷36 | ||
| 4350-5000 | 18÷42 | ||
| 5300-6700 | 24÷48 | ||
| 7100-10000 | 32÷64 | ||
| 10600-18000 | 48÷96 |
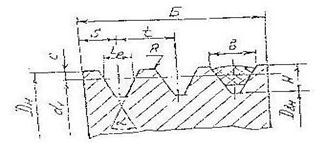
Z –белбеу саны; Б=t(z-1)+2S
7.2-сурет. Клинді шкивтардың канавкаларының өлшемдері
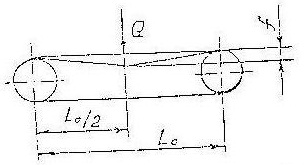
7.3-сурет. Белбеудің тартылуын бақылау сұлбасы
Қию мен қалыптау нәтижесінде алынған А, В, С белбеулерінің көлденең қимасы ұзындығы 3000 мм дейін болса, онда ішкі бет жағы тістермен (ойықтар) өндіріле алады. Тісті пішіні мен шкивтің түйісуі белбеудің бүгілу уақытында жақсы деформациялануына мүмкіндік туғызады, бұл оның жұмыс істеу мерзімін ұзартады. Тістердің өлшемдері 3-кестеде келтірілген.
7.3 -кесте-Тісті белбеулердің тістерінің өлшемдері, мм
| Қима белгілері | Саңылаулардың тереңдігі | Саңылаудың ені | Негіздеу радиусы | Тістің қадамы |
| А | 3,0 | 2-4 | 1-2 | 8-14 |
| В | 4,0 | 2-4 | 1-2 | 8-16 |
| С | 4,5 | 2-5 | 1-2,5 | 8-16 |
Жұмыс нәтижесімен айырмашылығы болатын, дайындау технологиясы мен қолданылатын материалдарына байланысты белбеулерді бес класта шығарады (0-4). МЕСТ 1284.2-89 белбеулердің өндірістегі дайындалуын қарастырады. Яғни, жасалынуы мен ұзартылуын жұмыс нәтижесінде іріктеп тексеру.
Қуатты беру стендтерінде тексеру, барлық қимасының атқарылған жұмыс көлемі Nоц мен белбеу ұзартулары 7.4–кестеде көрсетілген көрсеткіштерге сәйкес келуі қажет.
7. 4-кесте - Белбеулердің жұмыс нәтижесі мен ұзарту
| Белбеу класы | Жіберілетін жұмыс нәтижесі, Nоц млн.жилігі | Берілген жұмыс нәтижесінде белбеулерді ұзарту, % аса емес |
| 0,7 | 2,5 | |
| 1,5 | 2,5 | |
| 2,0 | 2,0 | |
| 2,5 | 1,5 | |
| 3,0 | 1,5 |
Сағат бойынша белбеулердің жұмыс нәтижесін То мына формула бойынша анықтайды:
 (7.1)
(7.1)
мұндағы Nоц - белбеудiң жұмыс нәтижесi, жилігі;
Lp- белбеудің есептік ұзындығы, мм;
dp-жетекшi шкивтің есептік диаметрі,мм;
 – жетекші шкивтің айналу жилігі, айн/мин.
– жетекші шкивтің айналу жилігі, айн/мин.
Тапсырыс кезінде тұтынушы белбеудің шартты белгілерін көрсету қажет. Мысалы: климаты бірқалыпты аудандарда пайдалынылатын, 4 класты, есептік ұзындығы 2500 мм қимасы С болатын белбеу; С-2500 4 МЕСТ 1284.1-89 белбеу оған қоса, аса дәлдік беріліс үшін; С-2500 4 П МЕСТ 1284.1-89 белбеу оған қоса, климаты суық және өте суық аудандар үшін; С-2500 4 П ХЛ МЕСТ 1284.1-89 белбеу.
Есептік ұзындықтың орнына ішкі ұзындықты көрсету негізделген (белбеу ұзындығы кіші негіздеу бойынша), сонымен қатар шартты белгілерге “вн” символын кіргізу қажет. Бұрғылау қондырғыларының жетегінде Д, Е қалыпты қималы, УБ және УВ жіңішке профильді сыналы белбеулі беріліс қолданылады.
Сыналы белбеулер қалыпты жағдайда мына  ,ал жіңішкелері
,ал жіңішкелері  қатынаста болады.
қатынаста болады.
Шкивтің тармақтарындағы жұмыс кезінде Сыналы белбеулі берілістің қимасы деформацияға ұшырайды және үйкелiс күш жүктемесiн эксцентрлi жұмсауы енiн бойлай алып жүретiн, қабатта әрқалай үлестiредi. Жіңішке белбеулерде беріктік енінің кіші болуынан тұрақсыз және жүктемені бір қалыпты үлестіреді, яғни шығынды азайтып белбеудің қорын көбейтеді.
Бірқалыпты қималы сыналы белбеулі беріліс 30 м/c жылдамдықта, ал жіңішке белбеулер 50 м/c жылдамдыққа дейін қолданылады. Жіңішке белбеулер үлкен керілістерді жібереді, сол қима ауданында 2 есе үлкен қуатты бере алады.
Сыналы белбеулі беріліс мұнай және күн сәулесінің сонымен қатар майдың түсіп кетуіне өте сезімтал болады. Осы себептерге және қауіпсіздік шараларының сақталынуына байланысты олар, салқындатқыш желдеткіштері бар қаптамамен (кожух) жабылуы қажет.
7.3 Сыналы белбеулі берілістерге арналған шкивтер
Сыналы белбеулі беріліс шкивтiң сына тәрiздi науаларына кіреді және керiлу есебiнен бүйiр жұмыс беттерiмен жұмыс iстейдi (2-сурет). Белбеу мен шкив арасында пайда болатын үйкеліс күші, қуатты бір біліктен екінші білікке беруге мүмкіншілік туғызады. Бұрғылау қондырғыларында бір берілістегі сыналы белбеулі беріліс белбеулердің саны 12 – ге дейін жетеді.
Сыналы белбеулі беріліс кезінде шкивтер СЧ 15 немесе СЧ 20 МЕСТ 1412-85 бойынша 30 м/с белбеулік жылдамдық кезінде және 30 м/с белбеулік жылдамдықта МЕСТ 380-80 бойынша жұқа дәнекерленген конструкциялық болаттардан құйылған шойыннан жасалынады. Көпқатарлы шкивтердің өлшем белгілері ментармақ өлшемдері сәйкесінше 7.2-суретте және 7.5-кестеде көрсетілген.
7.5-кесте - Сыналы белбеулі беріліс шкивтерінің орама арқанының өлшемдері
| Геометриялық өлшемдері | Қима белбеулерінің өлшемдері, мм | |||
| қалыпты | жіңішке | |||
| Д | Е | УБ | УВ | |
| LЕ | ||||
| b | 16,3 | |||
| H | ||||
| e | 9,5 | 3,5 | 4,8 | |
| t | 25,5 | |||
| s | 12,5 | |||
| R | барлық өлшемдер үшін 1,5 | |||
| α | 360 үшін d1≤355. | 360 үшін d1≤500. | 340 үшін d1≤190. | 340 үшін d1≤315. |
| 380 үшін d1>355. | 380 үшін d1>500. | 380 үшін d1>190. | 380 үшін d1>315. |
7.4 Белбеуді тартуға бақылау
Белбеуді тарту оңтайлы болу қажет. Жұмыс кезінде сыналы белбеулі берілістің босауы олардың шкив тармақтарымен жылжуына әкеледі, бұл олардың тез тозуына, үзілуіне, қызып кетуіне және жылдам тозуына алып келеді.
Белдiктi тарту белгiлi күштi Q, шкивтердiң арасындағы қосымша тiркелген тармақ ортасына әсер ету арқылы бақыланады (3-сурет). Күш жүкті іліп қою арқылы немесе динамометр көмегімен жүзеге асады. Иілістің тілшесі белбеуге тіркелген, белдеме шкивке, және салбыраған бөлігіне қарағанда белбеудің жоғарғы жағына тартылған ішекпен немесе сызғыш арасындағы қашықтық бойымен штангенциркул көмегімен анықталады.
Керекті иілгіш тілшесінің шамасын, мм мына формула бойынша анықтауға болады:
 (7.2)
(7.2)
мұндағы Q – жүкті іліп қойғанда пайда болатын күш, Н;
L –сызғыштың (ішектер) түйісу нүктелері мен шкив белбеулерінің арасындағы қашықтық, мм, егер шкивтер бірдей болса онда L мөлшері ось аралық Lo қашықтыққа тең (7.3-сурет);
Fp–белбеудің қимасының ауданы, мм2, (7.1-кесте);
 -ұсынылып отырған белбеу кернеуі: қалыпты қимадағы жаңа белебулер үшін = 2,5 – 3,0 МПа, пайдаланып жатқандары үшін =2,0 – 2,2 МПа.
-ұсынылып отырған белбеу кернеуі: қалыпты қимадағы жаңа белебулер үшін = 2,5 – 3,0 МПа, пайдаланып жатқандары үшін =2,0 – 2,2 МПа.
Керіліп кигізілетін роликтер көмегімен, үнемі рамаға орнатылған бұрғылау сорғыларының жетектік күш агрегаты, бұрғылау қондырғыларында сыналы белбеулі берілістің керілісі арнайы жиыстырмалар көмегімен реттеліп отырады.
7.5 Сыналы белбеулі берілісті пайдалану және монтаждау
Сыналы белбеулі берілістің жұмыс қабілеттілігі көптеген жағдайларда монтаждау сапасына байланысты. Монтаждау кезінде келесі талаптар сақталынуы қажет:
- сыналы белбеулі беріліс тармақтарының шкивтерінің трансмиссия осьі бір жазықтықта жату қажет және 1 м ұзындыққа 1 мм ауытқулар жіберіледі.
- трансмиссиялық біліктердің күштік агрегаттары мен бұрғылау сорғылар осьтері бір-біріне параллель болуы қажет және 1 м ұзындыққа 1 мм ауытқулар жіберіледі.
- оңтайлы алғашқы керіліс (натяг) алуы қажет.
Көрсетілген шарттардың орындалмау салдарынан белбеу шкив тармақтарынан ауытқып, оның тез тозуына алып келетін керілістер болады, және трансмиссиялық біліктерінің мойынтіректеріне қосымша осьтік күштердің түсуін тудырады.
Белбеу шкивтерге қолмен орнатылады, содан соң керіліс жасалынады. Сыналы белбеулі берілісті реттеп және монтаждап болғаннан кейін қорғаныстық қаптама берiк жабық болуы керек. Жаңа белбеулерді өндірісте өндіру зауыт маркировкасымен жасалынады және МЕСТ бойынша тапсырысынан кішігірім айырмашылықтар болады. Барлық белбеулерде бір немесе екі негізінде де релефьтық немесе жуылмайтын бояумен анық көрсетіледі:
- тауар белгiсi немесе жасап шығарушы кәсіпорынның атауы;
- қиманың белгiсi;
- номиналды есептiк ұзындық;
- жасалыну күні (жыл);
- белбеудiң тобының белгiсi;
- белбеулерді сәйкесінше жасаған стандартын таңбалау;
- белбеудің класының белгісі;
- белбеудiң тағайындауы;
- белбеудiң сорты;
Белбеудің маркировкалаудың мысалы: ЛРТИ С- 2500 2 9I 4 МЕСТ 1284.2 4 кл., Ic. Мұндағы, ЛРТИ – жасаушы кәсiпорынның тауар белгiсi; С-2500 – белбеудің есептік ұзындығы мен қимасы; 2 9I –жасалыну жылы мен тоқсаны; 4 – топ номері; 4 – белбеу класы; Ic – белбеу сорты.
Өндірісте белбеуді тарту кезінде реттеу және бақылау қажет, әсіресе бастапқы 48 сағаттық жұмыста.
Жаңа белбеулерді басында домалатып ұзартып алған абзал. Өндірісте бір сапты екі бірдей диаметрлі шкивтерден тұратын, арнайы стендтегі жүктеме көмегімен белбеулерді бейімдеу жұмыстары жүргізіледі. Жетекші шкив қатты бекітілген, ал жетектегі шкив сәйкесінше берілген белбеу тартылуына байланысты салмақ әсерінен қозғалып отырады. Беріліске пайдалануға қажетті домалатып болғаннан кейін белбеуіміз ұзындығы және саны бойынша жинақталады.
Жинақталған белбеулермен жұмыс барысында бір белбеу істен шықса онда барлық жинақталған белбеулерді шешуге тура келеді. Жинақталған жаңа белбеулерді, ал ескілерін қолданыстағыларымен алмастырады. Ескі белбеулерді арнайы жинақтармен таңдап алады.
|
|
|
|
|
Дата добавления: 2014-12-16; Просмотров: 740; Нарушение авторских прав?; Мы поможем в написании вашей работы!