КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Цилиндрических поверхностей
|
|
|
|
Средства для измерения отклонений формы
Для контроля отклонений формы цилиндрических поверхностей используют специальные приборы (круглометры) или универсальные средства линейных измерений.
Элементарные отклонения формы, как правило, измеряют с помощью универсальных средств измерения.
Овальность определяют по наибольшей разности диаметров в двух взаимно перпендикулярных направлениях. Вал поворачивают между измерительными поверхностями универсального прибора (микрометра, рычажной или индикаторной скобы) или на столе вертикальной стойки под наконечником измерительной головки (рис. 8.12, а) до получения наибольшего или наименьшего показаний. Затем вал поворачивают на 90° и выполняют второй отсчет. Овальность равна полуразности показаний прибора. Овальность отверстий находят аналогично с помощью нутромеров.
|
|
|
|
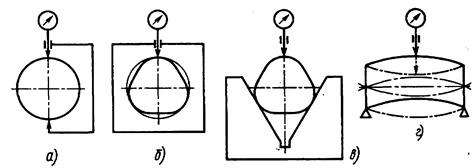
Рис. 8.12. Схемы измерений элементарных погрешностей формы
цилиндрических поверхностей
Огранку с нечетным числом граней измеряют при установке вала в призме или кольце трехконтактным методом, при котором две точки профиля изделия соприкасаются с опорой, а одна точка - с наконечником прибора. При вращении вала в кольце (рис. 8.12,6) определяют значение огранки как наибольшую разность показаний индикатора. При определении огранки путем вращения вала в призме (рис. 8.12,в) используют зависимость, связывающую значение огранки с наибольшей разностью показаний индикатора
Δ ог =Δ х / К,
где Δ х – показания прибора;
К - коэффициент воспроизведения огранки, числовые значения которого приведены в табл. 8.4. Для измерений следует выбирать призму с углом, который обеспечивает наибольшее значение К.
Таблица 8.4
Значение коэффициента воспроизведения огранки
| Число граней изделия | Значение К при угле призмы | |||
| 60о | 90 о | 108 о | 120 о | |
| 3,0 | 1,6 | 1,0 | ||
| 2,0 | 1,2 | 2,0 | ||
| 1,3 | 2,0 | |||
| 3,0 | 1,0 |
Конусообразность определяют по диаметрам изделия, измеренным по краям продольного сечения, а бочкообразность и седлообразность - по краям и в середине. Изогнутость измеряют при вращении детали на двух опорах под наконечником индикатора (рис. 8.12, г). Значение изогнутости равно полуразности наибольшего и наименьшего показаний индикатора.
Для измерений отклонений от круглости и цилиндричности используют разнообразные приспособления с одноконтактными приборами (индикаторами, оптиметрами и т. п.). Методика измерения отклонений от круглости на оптической делительной головке с использованием вертикального оптиметра приведена в лабораторной работе № 20.
Кругломеры, предназначенные для измерения отклонения от круглости, основаны на принципе образцового вращения измерительного наконечника относительно изделия или наоборот. При измерении происходит непрерывное ощупывание цилиндрической поверхности по окружности. Кругломеры выпускают двух типов: КН - с вращающимся измерительным наконечником; КД - с вращающимся изделием.
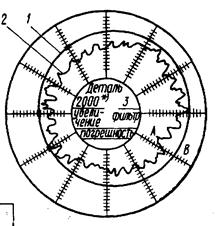
У кругломера с вращающимся наконечником проверяемое изделие установлено на предметном столе. Стол перемещается в двух взаимно перпендикулярных направлениях микрометрическими головками. Прецизионный шпиндель, ось которого имеет радиальные биения порядка сотых долей микрометрa, приводится во вращение приводом через коробку скоростей. На шпинделе закреплен индуктивный датчик со щупом. При вращении шпинделя измеряемый наконечник щупа скользит по поверхности изделия и вызывает колебания щупа вследствие отклонений формы изделия. Сигнал датчика усиливается и подается на записывающее устройство. Запись осуществляется пером на бумаге, закрепленной на электротермическом диске. После одного оборота диска на бумаге записывается круглограмма (рис. 8.13) проверяемого поперечного сечения изделия.
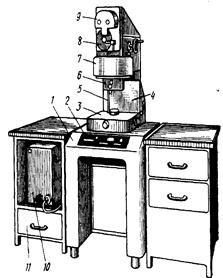
Кругломер мод. 255 (рис. 8.14) широко применяется в промышленности. Станина прибора состоит из основания 1и колонны 4;она служит для размещения панели управления 2 и всех механических узлов: предметного стола 3, шпинделя 7 с датчиком 6 и щупом 5, шпиндельной коробки с приводом 9 и записывающего устройства 8. Электронный блок 10 установлен в тумбочке 11.
| 
|
Рис. 8.13. Круглограмма Рис. 8.14. Кругломер
Проверяемое изделие устанавливают в центре стола симметрично концентрическим окружностям, нанесенным на его поверхности. Щуп датчика приводят в соприкосновение с изделием и перемещениями стола центрируют изделие, вращая шпиндель сначала вручную, а затем от привода. Перед измерением переключают частоту вращения шпинделя на 15 об/мин, устанавливают нужное увеличение прибора и требуемый фильтр. Закрепляют диаграммный диск в записывающее устройство и перо выводят на середину. Для снятия круглограммы нажимают кнопку «запись» на панели управления 2. Запись автоматически отключается, когда шпиндель совершит один оборот. Сняв круглограмму, осуществляют ее обработку.
С кругломером мод. 290, у которого вращается измеряемая деталь, можно ознакомиться в лабораторной работе № 21.
|
|
|
|
|
Дата добавления: 2014-11-29; Просмотров: 3143; Нарушение авторских прав?; Мы поможем в написании вашей работы!