КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Комплексный контроль резьбовых изделий
|
|
|
|
Комплексный контроль резьбы является наиболее производительным.
Резьбовые изделия (болты и гайки) контролируются преимущественно резьбовыми калибрами. Имеется, однако, ряд специальных приборов для комплексного контроля (измерения) резьбы. Для этого чаще всего используются индикаторные приборы, которыми качество контролируемой резьбы оценивается по показаниям отсчетных устройств.
В условиях массового производства резьбовых деталей (например, крепёжных) используют контрольные и контрольно-сортировочные автоматы.
Измерительные элементы приборов и автоматов имеют форму резьбовых гребёнок или резьбовых роликов, аналогичных применяемых в регулируемых резьбовых скобах.
Контроль калибрами. Контроль цилиндрической резьбы, обеспечивающий еe взаимозаменяемость, осуществляется комплексными предельными калибрами. Проходные калибр-пробки и калибр-кольца имеют полный профиль; с их помощью контролируют приведенный средний диаметр резьбы, учитывающий влияние всех ее параметров на свинчиваемость. Непроходные калибры имеют укороченный профиль и небольшое число витков резьбы; ими контролируют только средний диаметр резьбы. Непроходные калибры не должны свинчиваться с годным изделием более чем на два витка.
У калибров с полным профилем резьбы боковые стороны профиля соответствуют боковым сторонам проверяемой резьбы.
У укороченного профиля резьбы калибров боковые стороны меньше боковых сторон проверяемой резьбы. Укороченный профиль калибр-пробок, получается уменьшением наружного диаметра и подрезанием канавок у впадин (по внутреннему диаметру)
Калибр-пробки для метрической резьбы выпускают нескольких типов: двухсторонние калибры с вставками, проходные и непроходные (рис. 10.2, а); однопредельные калибры с насадкой (рис. 10.2, б); калибры с ручками (рис. 10.2, в).
Непроходные пробки имеют гладкие цилиндрические направляющие. Жесткие калибр-кольца (рис. 10.3, а) применяют для контроля резьбы диаметром 1...300 мм; непроходное кольцо имеет проточку. В кольца диаметром 105...300 мм ввинчиваются ручки, облегчающие работу. Регулируемые калибр-кольца (рис. 10.3, б) имеют резьбовую пробку 2, которой I через втулку 3 разжимают кольцо до необходимого размера. Винтом 4 фиксируют установленный размер. Глухие выточки обеспечивают подпружинивание корпуса.
Непроходные калибры имеют гладкие цилиндрические направляющие.
|
|
|
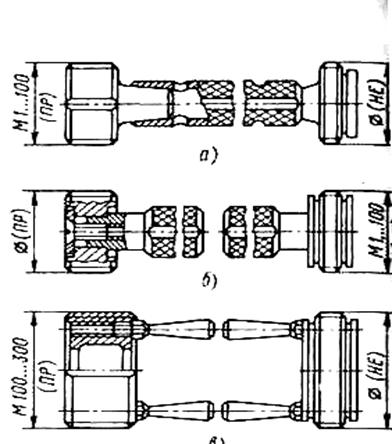
Рис.10.2. Резьбовые калибр-пробки
|
|
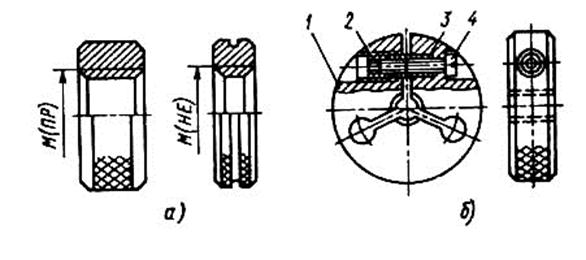
Рис. 10.3. Резьбовые калибр-кольца
|
|
|
|
|
Дата добавления: 2014-11-29; Просмотров: 1209; Нарушение авторских прав?; Мы поможем в написании вашей работы!