КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Поэлементный контроль резьбы
|
|
|
|
Номинальные параметры определяют универсальными инструментами и резьбовыми шаблонами. Например, штангенциркулем замеряем ориентировочно наружный диаметр болта и округляем до ближайшего стандартного размера (М16). Затем этим же штангенциркулем или резьбовым шаблоном (рис.10.4) определяем шаг резьбы (М16  1,5). Для уменьшения погрешности измерения штангенциркулем замеряют длину участка ℓ, несколько шагов, например, 5 или 10 и затем результат делят на количество шагов.
1,5). Для уменьшения погрешности измерения штангенциркулем замеряют длину участка ℓ, несколько шагов, например, 5 или 10 и затем результат делят на количество шагов.

Рис. 10.4. Резьбовые шаблоны
Наружный диаметр наружной резьбы в зависимости от требуемой точности можно измерить двухконтактными универсальными измерительными средствами, например, штангенциркулем, микрометром, длиномером и т. п. На данный параметр установлены предельные отклонения, позволяющие при контроле судить о годности по наружному диаметру.
Внутренний диаметр внутренней резьбы также нормируется самостоятельно. Для его измерения тоже используются универсальные измерительные средства в зависимости от точности измерения и пределов внутренних измерений.
Контроль наружной резьбы по среднему диаметру. По среднему диаметру допуск установлен суммарный, который учитывает собственно средний диаметр, погрешность шага и погрешность половины угла профиля.
Для измерения среднего диаметра наружной резьбы выпускаются микрометры со вставками (рис.10.5, а), одна из которых является призматической, другая – конической (рис. 10.5, б).
 а
а
| |||||
|
|
Рис.10.5. Микрометр со вставками
При установке микрометра на нуль используется установочная мера (рис.10.5,в).
Более точным методом измерения среднего диаметра резьбы является косвенный метод трех калиброванных проволочек. Во впадины резьбы 1 (рис. 10.6) закладывают три проволочки 2 и измеряют, размер М.
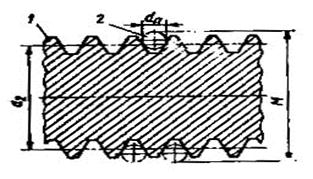
Рис.10.6. Схема измерения среднего диаметра резьбы
методом трех проволочек
Диаметр проволочек dп выбирают в зависимости от типа и шага резьбы. Для резьбы с симметричным профилем
dп = 0,5 Р cos (  /2), (10.5)
/2), (10.5)
где Р – шаг резьбы, мм; - угол профиля, град.
Для метрической резьбы средний диаметр вычисляется по формуле:
d2изм = М - 3dп + 0,866Р. (10.6)
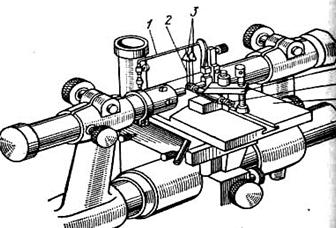
В зависимости от требуемой точности размер М можно измерить на микрометрах, оптиметрах, длиномерах и т.п. Измерения на микрометрах (рис. 10.7, а) выполняют с помощью державок 1 и 2, надетых на микровинт и пяту. На плоскости державок закреплены проволочки 3.
 а
а
|  б
б
|
Рис. 10.7. Приборы для измерения среднего диаметра резьбы
методом трех проволочек
В горизонтальном оптиметре (рис.10.7, б) резьбовые калибры закрепляют на столе горизонтально с помощью специальных приспособлений. Проволочки 2 подвешивают за бирку 3 на кронштейне 1.
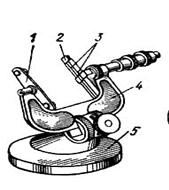
Шаг резьбы можно измерить с помощью индикаторных шагомеров или микроскопов. Шагомер (рис.10.8) состоит из пружинной головки 4 на которой закреплены ножка 3 и рычаг 1 с шаровыми наконечниками. Головку устанавливают на ноль по образцовому резьбовому калибру. Ножки вставляют во впадины резьбы и отклонение рычага 1 передается измерительному наконечнику 2.
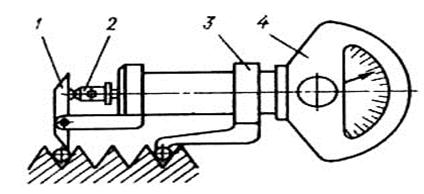
Рис. 10.8. Индикаторный шагомер
На микроскопе основные параметры наружной резьбы измеряют теневым методом в проходном свете. Проверяемое изделие закрепляют в центрах. Предварительно ось центров устанавливают параллельно продольному ходу стола с помощью контрольного валика.
При измерении шага резьбы точку пересечения сетки окуляра совмещают с серединой профиля резьбы и делают первый отсчет по продольному микровинту. Затем стол перемещают так, чтобы та же штриховая линия совпадала с одноименной строкой следующего профиля. Разность отсчетов равна шагу резьбы. При оценки погрешности шага на длине свинчивания отсчеты осуществляют не на каждом шаге, а в крайних положениях на длине свинчивания.
При измерении половины угла профиля резьбы горизонтальную штриховую линию перекрестия совмещают с профилем резьбы и выполняют отсчет по угломерной шкале окулярной головки. Измерения осуществляют по четырем сторонам профиля и за половину угла профиля принимают среднее арифметическое.
Для измерения среднего диаметра внутренней резьбы применяют приборы с шаровыми наконечниками.
Индикаторный прибор (рис. 10.9) имеет сменную резьбовую пробку 4 с шаровыми вставками 3. При измерении пробку ввинчивают в проверяемую резьбу. Коническая игла 2, связанная со стержнем индикатора 1, раздвигает вставки 3 до контакта с профилем резьбы.
Шаг, средний диаметр и половину угла профиля внутренней резьбы можно измерить также на универсальном микроскопе УИМ-21 с помощью специального приспособления.
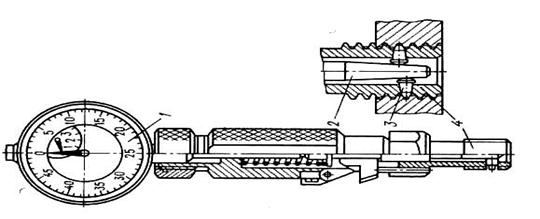
Рис. 10.9. Прибор для измерения среднего диаметра внутренней резьбы
В лабораторных условиях эти параметры определяют с помощью слепков и отливок. Применяют отливки из серы и легкоплавких сплавов. Слепки изготавливают из медицинского гипса.
|
|
|
|
|
Дата добавления: 2014-11-29; Просмотров: 1786; Нарушение авторских прав?; Мы поможем в написании вашей работы!