КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Единая система допусков и посадок (ЕСДП), ее структура
|
|
|
|
Для чего разработана ЕСДП, и что в нее входит?
ЕСДП разработана в соответствии с комплексной программой развития технико-экономического сотрудничества ряда стран, имеющих свои национальные системы допусков. Применение ЕСДП обеспечивает дальнейшее более эффективное развитие специализации и кооперирование этих стран, а также развитие международной торговли. Система ЕСДП разработана с учетом рекомендации Международной организации по стандартизации ИСО.
Стандарты (ГОСТ 25346-82, ГОСТ 25347-82, ГОСТ 25348-82), входящие в систему, распространяются на гладкие элементы деталей для диапазона номинальных размеров: менее 1 мм, от 1 до 500 мм, свыше 500 до 3150 мм, свыше 3150 до 10000 мм.
В ЕСДП для размеров от 1 до 500 мм, как наиболее часто применяемых, входят:
- ряды допусков, т.е. ряды численных значений допустимых погрешностей изготовления деталей;
- ряды основных отклонений деталей, определяющих положение полей допусков относительно нулевой линии;
- ряды численных значений отклонений размеров деталей от номинального размера;
- ряды посадок, т.е. ряды рекомендуемых сочетаний полей допусков сопрягаемых деталей (вала и отверстия) для получения соединения того или иного характера.
Or каких параметров зависят численные значения допусков на размеры деталей?
Ряд численных значений допусков на размеры деталей построен на основе таких признаков, как единица допуска, квалитеты, интервалы размеров и номинальная температура.
Как зависит допуск от величины обрабатываемого размера и метода обработки?
На основании исследований и систематизации опыта механической обработки деталей размером до 500 мм было установлено, что погрешность их изготовления в одинаковых технологических условиях или разброс (рассеяние м) действительных размеров изготовляемых деталей увеличивается с увеличением номинального значения D детали пропорционально кубическому корню из номинального размера:

Значение коэффициента с характеризует точность метода обработки и зависит от точности станка, режима обработки и т.п. (рис. 26).
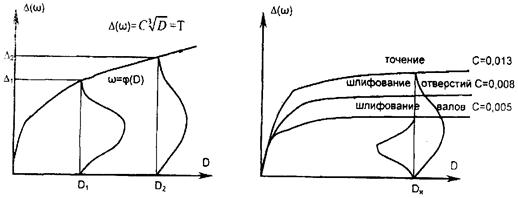
Рис. 26. Погрешности изготовления деталей
Чем больше размер детали, тем труднее ее изготовить и, следовательно, допуск Т на изготовление размера также является функцией ее размера и имеет ту же закономерность:
Что такое единица допуска?
В основу построения системы допусков легла зависимость допуска от изменения размера детали (диаметра), называемая единицей допуска i. Таким образом, единица допуска выражает зависимость допуска от номинального размера. Для размеров до 500 мм единица допуска вычисляется по формуле:

где i - в микрометрах (мкм); D - в миллиметрах (мм); второй член в этой формуле учитывает погрешности измерения, являющиеся следствием наличия температурной и силовой деформации средств измерения.
Как определить допуск на размер детали?
Допуск IT (так обозначается допуск в ЕСКД) на размер детали определяется по формуле:

где i - единица допуска, мкм; a - безразмерный коэффициент (число единиц допуска), который показывает, какое количество единиц допуска содержится в полном допуске на размер детали и является коэффициентом точности.
Что называется квалитетом, и что он характеризует?
Если коэффициенту а давать разные значения, то допуск IT для деталей одного номинального размера будет различен, т.е. получаются детали с различной степенью точности обработки. Степень точности обработки детали называется квалитетом (классом или степенью точности). Каждый квалитет представляет собой совокупность допусков соответствующей одинаковой степени точности для всех номинальных размеров. Каждый квалитет характеризует определенный способ и режим обработки детали и определяется значением a.
Сколько квалитетов предусмотрено в системе ЕСДП и на размеры каких изделий они назначаются?
В ЕСДП установлено 19 квалитетов, обозначаемых в порядке понижения точности 01, 0, 1, 2…17. Точность, предусмотренная квалитетами 01, 0, 1 назначается на концевые меры длины, 2, 3, и 4 - на калибры и особо точные изделия, квалитеты с 5-го по 12-й - на размеры сопрягаемых деталей (при образовании посадок), квалитеты с 12-го до 17-го – на размеры несопрягаемых поверхностей деталей. Допуск квалитета обозначается буквами IT с номером квалитета. Например, IТ 6, IT 8.
На все ли нормальные размеры, предусмотренные ГОСТ 6636-69, назначаются квалитеты?
Нет, не на все. Если определить допуск IT на все 109 различных нормальных размеров в диапазоне до 500 мм, предусмотренных ГОСТ 6636-69, то получится очень громоздкая таблица допусков, практически непригодная для пользования. Поэтому для создания удобной системы допусков диапазон размеров до 500 мм разбит на 13 интервалов: до 3, свыше 3 до 6, свыше 6 до 10... свыше 400 до 500. Для всех размеров, входящих в один и тот же интервал, допуски установлены одинаковыми и подсчитаны по среднему геометрическому значению крайних размеров каждого интервала  . Для интервала до 3 мм
. Для интервала до 3 мм  .
.
Применительно к какой температуре справедливы численные значения допусков и отклонений, нанесенные на чертежах и указанные в таблицах стандартов?
Все численные значения допусков и отклонений, нанесенные на чертежах, указанные в таблицах стандартов и на калибрах, справедливы для деталей, размеры которых определены при нормальной температуре +20°С, допустимые отклонения от нормальной температуры устанавливаются ГОСТ 8.050-73.
Что называется основным отклонением и для чего оно используется?
Поле допусков изделий характеризуется величиной (квалитетом) и положением относительно нулевой линии (основным отклонением).
Основным отклонением называется одно из двух предельных отклонений поля допуска (верхнее или нижнее), которое является ближайшим к нулевой линии. Основные отклонения используются для определения расположения полей допусков относительно нулевой линии, что дает возможность проследить за характером изменения величин зазоров и натягов.
Сколько предусмотрено основных отклонений и как они обозначаются?
В ЕСДП ГОСТом 25346-82 установлено по 28 основных отклонений валов и отверстий, которые обозначены буквами латинского алфавита строчными для валов и прописными для отверстий (табл. 2).
Таблица 2
Обозначение основных отклонений
| Валов | Верхнее отклонение es (-) | ± | Нижнее отклонение ei (+) | |||||||||||||||||||||||||
| a | b | c | cd | d | e | ef | f | fg | g | h | js | j | k | m | n | p | r | s | t | u | v | x | y | z | za | zb | zc | |
| Группы посадок | ←—― с зазором | скольж | переходные | с натягом —―→ | ||||||||||||||||||||||||
| Отверстий | A | B | C | CD | D | E | EF | F | FG | JS | J | K | M | N | P | R | S | T | U | V | X | Y | Z | ZA | ZB | ZC | ||
| Нижнее отклонение EI (+) | ± | Верхнее отклонение ES (-) |
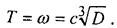
Положение основных отклонений отверстий и валов относительно нулевой линии показано на рис. 27.
Рис.27. Схемы расположения основных отклонений отверстий и валов
Буквенные обозначения основных отклонений приняты в алфавитном порядке, начиная от отклонений, позволяющих получать наибольшие зазоры в соединении (отклонения а, А). Буквой h обозначается отклонение вала, равное нулю (основной вал) буквой H - нижнее отклонение отверстия, равное нулю (основное отверстие). В системе отверстия основные отклонения от а до h предназначены для образования полей допусков валов в посадках с зазором, от js до п в посадках переходных и p до zc посадках с натягом (см. табл. 1).
В системе вала аналогично отклонения от А до H предназначены для образования полей допусков отверстий в посадках с зазором, от Js до N – в посадках переходных, от Р до ZC – в посадках с натягом. При одном и том же буквенном обозначении числовое значение основного отклонения меняется в зависимости от номинального размера и не зависит от квалитета, т.е. остается постоянным.
Исходными при построении системы были приняты основные отклонения вала. Основные отклонения отверстия определяются на основании отклонения вала, обозначаемого той же буквой, по общему или специальному правилам.
По общему правилу основные отклонения отверстий и вала, обозначенные одинаковой буквой, равны по величине и противоположны по знаку:
для отверстия от А до Н EI = - es;
для отверстия от К до ZC ES = -еi,
т.е. основное отклонение отверстия должно быть симметрично относительно нулевой линии основному отклонению вала, обозначенному той же буквой (рис. 28).
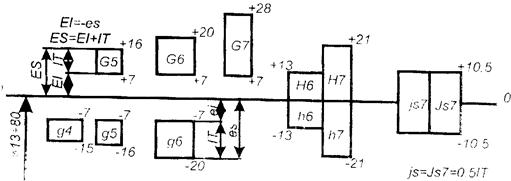
Рис. 28. Примеры расположения полей допусков отверстий и валов
Как образуются поля допусков?
Для получения различных посадок (с зазором, натягом, переходных) необходимо не только знать величину полей допусков, но и их положение относительно нулевой линии, т.е. иметь различные поля допусков.
Поле допуска в ЕСДП образуется сочетанием основного отклонения (буквы, характеризующей отклонение) и квалитета (цифры, характеризующей величину допуска), например:
поля допусков для вала - g8, f7, z6;
поля допусков для отверстия - F7, G8, М6 (рис. 29).
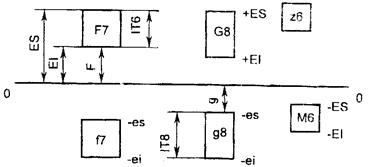
Рис. 29. Образование и обозначение полей допусков
Второе предельное отклонение, ограничивающее поле допуска, определяется из основного отклонения с учетом значения допуска IT для данного квалитета. Для тех полей допусков, у которых основным является верхнее отклонение, нижнее отклонение вычисляется по формуле:
для вала – ei = es - IT;
для отверстия – ЕI = ЕS – IT.
Если основное отклонение - нижнее, то верхнее отклонение вычисляется по формулам:
для вала – es = ei + IT;
для отверстия – ES = EI + IТ.
Что такое предпочтительные поля допусков?
Принцип образования полей допусков, принятый ЕСДП, допускает сочетание любых основных отклонений с любыми квалитетами, что позволяет получить теоретически приблизительно по 500 полей допусков валов и отверстий для каждого интервала размеров. Однако на практике не все возможные сочетания имеют технический смысл и неприемлемы по экономическим соображениям из-за чрезмерного увеличения посадок и специальной технологической оснастки.
Приведенные в стандартах ЕСДП поля допусков (81 для валов и 72 для отверстий) являются ограничительным отбором из всего многообразия полей допусков и рекомендуются для общего применения. Вместе с тем из этого числа полей допусков для размеров от 1 до 500 мм выделены для валов 16 и для отверстий 10 в качестве предпочтительных, которые получили преимущественное распространение в разных отраслях промышленности и которые рекомендуется применять в первую очередь (табл.3, 4).
Как обозначаются поля допусков в системе ЕСДП?
Поле допуска в ЕСДП образуется сочетанием основного отклонения (характеристика расположения) и квалитета (характеристика величины допуска). Соответственно условное обозначение поля допуска сопит из буквы основного отклонения и числа - номера квалитета (F8, e10, k7, H8). Принцип образования полей допусков, принятый в ЕСДП, допускает сочетание любых отклонений с любыми квалитетами.
Как образуются и обозначаются посадки в системе ЕСДП?
Посадки в ЕСДП образуются: сочетанием поля допуска основного отверстия Н (в системе отверстия) с полями допусков валов; сочетаниями полей допуска основного вала h (в системе вала) с полями допусков отверстий. Обозначаются посадки в виде дроби, в числителе которого указывается поле допуска отверстия, а в знаменателе - поле допуска вала:  .
.
Таблица 3
Поля допусков валов общего назначения
при номинальных размерах от 1 до 500 мм (ГОСТ 25347-82)
| Квалитет | Основные отклонения | |||||||||||||||||||||||
| a | b | c | cd | d | e | ef | f | fg | g | h | js | j | k | m | n | p | r | s | t | u | v | x | z | |
| 01 | h01* | js01* | ||||||||||||||||||||||
| 0 | h0* | js0* | ||||||||||||||||||||||
| 1 | h1* | js1* | ||||||||||||||||||||||
| 2 | h2* | js2* | ||||||||||||||||||||||
| 3 | h3* | js3* | ||||||||||||||||||||||
| 4 | f4 | fg4 | g4 | h4 | js4 | k4 | m4 | n4 | p4 | |||||||||||||||
| 5 | e5 | ef5 | f5 | fg5 | g5 | h5 | js5 | j5 | k5 | m5 | n5 | p5 | r5 | s5 | t5 | u5 | ||||||||
| 6 | d6 | e6 | ef6 | f6 | fg6 | g6 | h6 | js6 | j6 | k6 | m6 | n6 | p6 | r6 | s6 | t6 | u6 | v6 | ||||||
| 7 | d7 | e7 | ef7 | f7 | g7 | h7 | js7 | j7 | k7 | m7 | n7 | p7 | r7 | s7 | t7 | u7 | v7 | x7 | z7 | |||||
| 8 | d8 | e8 | ef8 | f8 | h8 | js8* | s8 | u8 | x8 | z8 | ||||||||||||||
| 9 | a9 | b9 | c9 | cd9 | d9 | e9 | f9 | h9 | js9* | |||||||||||||||
| 10 | d10 | h10 | js10* | |||||||||||||||||||||
| 11 | a11 | b11 | c11 | d11 | h11 | js11* | ||||||||||||||||||
| 12 | b12 | h12 | js12* | |||||||||||||||||||||
| 13 | h13* | js13* | ||||||||||||||||||||||
| 14 | h14* | js14* | ||||||||||||||||||||||
| 15 | h15* | js15* | ||||||||||||||||||||||
| 16 | h16* | js16* | ||||||||||||||||||||||
| 17 | h17* | js17* |
Примечания:
1. В рамках указаны предпочтительные поля допусков, подчеркнуты дополнительные поля допусков.
2. * Поля допусков, как правило, не предназначенные для посадок.
3. Кроме указанных в таблице, установлены поля допусков za8, zb8 и zc8.
Таблица 4
Поля допусков валов общего применения
при номинальных размерах от 1 до 500 мм
| Квалитет | Основные отклонения | ||||||||||||||||||||
| A | B | C | CD | D | E | EF | F | FG | G | H | JS | J | K | M | N | P | R | S | T | U | |
| 01 | H01* | JS01* | |||||||||||||||||||
| 0 | H0* | JS0* | |||||||||||||||||||
| 1 | H1* | JS1* | |||||||||||||||||||
| 2 | H2* | JS2* | |||||||||||||||||||
| 3 | H3* | JS3* | |||||||||||||||||||
| 4 | H4* | JS4* | |||||||||||||||||||
| 5 | E5 | EF5 | F5 | FG5 | G5 | H5 | JS5 | K5 | M5 | N5 | P5 | ||||||||||
| 6 | D6 | E6 | EF6 | F6 | FG6 | G6 | H6 | JS6 | J6 | K6 | M6 | N6 | P6 | R6 | S6 | T6 | |||||
| 7 | D7 | E7 | EF7 | F7 | G7 | H7 | JS7 | J7 | K7 | M7 | N7 | P7 | R7 | S7 | T7 | U7 | |||||
| 8 | C8 | D8 | E8 | EF8 | F8 | H8 | JS8* | J8 | K8 | M8 | N8 | P8 | R8 | U8 | |||||||
| 9 | A9 | B9 | C9 | CD9 | D9 | E9 | F9 | H9 | JS9* | N9 | P9 | ||||||||||
| 10 | D10 | E10 | H10 | JS10* | |||||||||||||||||
| 11 | A11 | B11 | C11 | D11 | H11 | JS11* | |||||||||||||||
| 12 | B12 | H12 | JS12* | ||||||||||||||||||
| 13 | H13* | JS13* | |||||||||||||||||||
| 14 | H14* | JS14* | |||||||||||||||||||
| 15 | H15* | JS15* | |||||||||||||||||||
| 16 | H16* | JS16* | |||||||||||||||||||
| 17 | H17* | JS17* |
Примечания:
1. В рамках указаны предпочтительные поля допусков, подчеркнуты дополнительные поля допусков.
2. *Поля допусков, как правило, не предназначенные для посадок.
3. Кроме указанных в таблице установлено поле допуска Z8.
Как обозначаются допуски и посадки на чертежах?
На чертежах применяют три способа обозначения допусков и посадок: буквенное (условное), цифровое, смешанное (рис. 0).
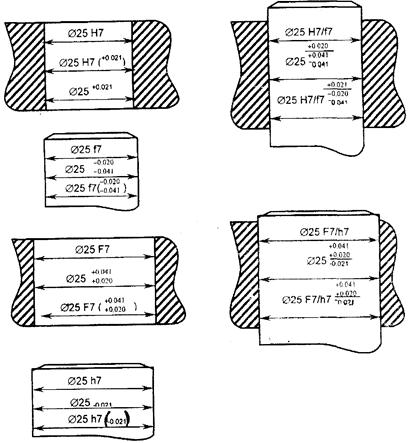
Рис. 30. Примеры обозначений полей допусков и посадок
|
|
|
|
|
Дата добавления: 2014-11-29; Просмотров: 9882; Нарушение авторских прав?; Мы поможем в написании вашей работы!