КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Оформление чертежа поковки 2 страница
|
|
|
|
| Смесь | Масса отливки, кг | Толщина стенки отливки, мм. | Состав смеси, масс.% | Зерновой состав песка | Свойства смеси | |||||
| Отработан-ная смесь | Кварцевый песок | Глина | Сульфитная барда | Газопроницаемость, ст.ед. | Влажность, % | Предел прочности при сжатии, кПа | ||||
| Облицовочная для формовки по сырому | До100 100-500 Св.500 | ≤25 ≤25 ≤50 | 80-40 75-40 60-40 | 16,5-53 20,5-51,5 33,5-51,0 | 3-6,5 4-8 6-8,5 | 0,5 0,5 0,5 | 016А, 02А, 02Б 02Б, С2А 02Б, 02А | 80-100 100-120 100-130 | 3,5-4,5 4,0-5,0 4,5-5,5 | 29-49 39-58 49-68 |
| Облицовочная для формовки по сухому | До 5000 | ≤50 | 80-40 | 15,5-50,5 | 4-9 | 0,5 | 02А, 0315Б | 70-100 | 5,0-7,0 | 49-68 |
| Облицовочная для отливок, склонных к образованию горячих трещин | До 5000 | 80-40 | 12,5-45,5 | 4-9 | 1,5-2,4 | 02А, 0315Б | 70-100 | 5,0-7,0 | 34-58 | |
| Единая для формовки по сырому | До 100 | ≤80 | 92-90 | 6,5-8,0 | - | 1,5-2,0 | 016, 02А, 02Б | 80-100 | 3,5-4,5 | 29-49 |
Таблица П.6. Классы точности размеров и ряды припусков на механическую обработку отливок для различных способов литья
| Наибольший габаритный размер отливки, мм | Тип металла и сплава | ||
| Цветные с температурой плавления ниже 700 | Цветные с температурой плавления выше 700 | Ковкий, высокопрочный и легированный чугун, сталь | ||
| Классы точности размеров и ряды припусков | ||||
| Литье под давлением в металлические формы | До 100 Св. 100 | 

|

| 

|
| Литье в керамические формы и по выплавляемым и по выжигаемым моделям | До 100 Св. 100 |

| 

|

|
| Литье в кокиль и под низким давлением в металлические формы без и с песчаными стержнями, литье в песчаные формы, отверждаемые в контакте с оснасткой | До 100 Св. 100 до 630 Св. 630 | 


|


|

|
| Литье в песчаные формы, отверждаемые вне контакта с оснасткой, центробежное, в сырые и сухие песчано-глинистые формы | До 630 Св. 630 до 4000 Св. 4000 |


| 

| 

|
Примечание. В числителе указаны классы точности размеров и масс, в знаменателе – ряды припусков. Меньшие их значения относятся к простым отливкам и условиям массового автоматизированного производства; большие значения – к сложным, мелкосерийно и индивидуально изготовленным отливкам; средние – к отливкам средней сложности и условиям механизированного серийного производства.
Таблица П.7. Допуски размеров отливок для классов точности
| Интервалы номинальных размеров, мм | Допуски размеров отливок, мм, не более, для классов точности размеров отливок | |||||||||||||||
| 7т | 9т | 11т | 13т | |||||||||||||
| До 4 | 0,24 | 0,32 | 0,40 | 0,50 | 0,64 | 0,8 | 1,0 | 1,2 | 1,6 | 2,0 | - | - | - | - | - | - |
| Св. 4 до 6 | 0,28 | 0,36 | 0,44 | 0,56 | 0,70 | 0,9 | 1,1 | 1,4 | 1,8 | 2,2 | 2,8 | - | - | - | - | - |
| Св. 6 до 10 | 0,32 | 0,40 | 0,50 | 0,64 | 0,80 | 1,0 | 1,2 | 1,6 | 2,0 | 2,4 | 3,2 | 4,0 | 5,0 | - | - | - |
| Св. 10 до 16 | 0,36 | 0,44 | 0,56 | 0,70 | 0,90 | 1,1 | 1,4 | 1,8 | 2,2 | 2,8 | 3,6 | 4,4 | 5,6 | - | - | |
| Св. 16 до 25 | 0,40 | 0,50 | 0,64 | 0,80 | 1,00 | 1,2 | 1,6 | 2,0 | 2,4 | 3,2 | 4,0 | 5,0 | 6,4 | |||
| Св. 25 до 40 | 0,44 | 0,56 | 0,70 | 0,90 | 1,10 | 1,4 | 1,8 | 2,2 | 2,8 | 3,6 | 4,4 | 5,6 | 7,0 | |||
| Св. 40 до 63 | 0,50 | 0,64 | 0,80 | 1,00 | 1,20 | 1,6 | 2,0 | 2,4 | 3,2 | 4,0 | 5,0 | 6,4 | 8,0 | |||
| Св. 63 до 100 | 0,56 | 0,70 | 0,90 | 1,10 | 1,40 | 1,8 | 2,2 | 2,8 | 3,6 | 4,4 | 5,6 | 7,0 | 9,0 | |||
| Св.100 до160 | 0,64 | 0,80 | 1,00 | 1,20 | 1,60 | 2,0 | 2,4 | 3,2 | 4,0 | 5,0 | 6,4 | 8,0 | 10,0 | |||
| Св.160 до 250 | 0,70 | 0,90 | 1,10 | 1,40 | 1,80 | 2,2 | 2,8 | 3,6 | 4,4 | 5,6 | 7,0 | 9,0 | 11,0 | |||
| Св.250 до 400 | 0,80 | 1,00 | 1,20 | 1,60 | 2,00 | 2,4 | 3,2 | 4,0 | 5,0 | 6,4 | 8,0 | 10,0 | 12,0 | |||
| Св.400 до 630 | 0,90 | 1,10 | 1,40 | 1,80 | 2,20 | 2,8 | 3,6 | 4,4 | 5,6 | 7,0 | 9,0 | 11,0 | 14,0 | |||
| Св.630 до 1000 | 1,00 | 1,20 | 1,60 | 2,00 | 2,40 | 3,2 | 4,0 | 5,0 | 6,4 | 8,0 | 10,0 | 12,0 | 16,0 | |||
| Св.1000 до 1600 | - | 1,40 | 1,80 | 2,20 | 2,80 | 3,6 | 4,4 | 5,6 | 7,0 | 9,0 | 11,0 | 14,0 | 18,0 | |||
| Св.1600 до 2500 | - | - | 2,00 | 2,40 | 3,20 | 4,0 | 5,0 | 6,4 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| Св.2500 до 6000 | - | - | - | 3,20 | 3,60 | 4,4 | 5,6 | 7,0 | 9,0 | 11,0 | 14,0 | 18,0 | 22,0 | |||
| Св.4000 до 6300 | - | - | - | - | - | 5,0 | 6,4 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | 24,0 | |||
| Св.6300 | - | - | - | - | - | - | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | 24,0 | 32,0 |
Таблица П.8. Допуски размеров отливок.
| Допуски размеров отливок, мм | Основной припуск для рядов не более, мм | |||||
| Св. 1,24 до 0,30 | 0,6...0,8 | 0,9...1,2 | 1,2...1,6 | 1,8...2,2 | 2,6...3,2 | - |
| Св. 0,30 до 0,40 | 0,7...0,9 | 1,0...1,3 | 1,4...1,8 | 1,9...2,4 | 2,8...3,2 | |
| Св. 0,40 до 0,50 | 0,8...1,0 | 1,1...1,4 | 1,5...2,0 | 2,0...2,6 | 3,0...3,4 | |
| Св.0,50 до 0,60 | 0,9...1,2 | 1,2...1,6 | 1,6...2,2 | 2,2...2,8 | 3,2...3,6 | |
| Св.0,60 до 0,80 | 1,0...1,4 | 1,3...1,8 | 1,8...2,4 | 2,4...3,0 | 3,4...3,8 | 4,4...5,0 |
| Св. 0,80 до 1,0 | 1,1...1,6 | 1,4...2,0 | 2,0...2,8 | 2,6...3,2 | 3,6...4,0 | 4,6...5,5 |
| Св. 1,0 до 1,2 | 1,2...2,0 | 1,6...2,4 | 2,2...3,0 | 2,8...3,4 | 3,8...4,2 | 4,8...6,0 |
| Св. 1,2 до 1,6 | 1,6...2,4 | 2,0...2,8 | 2,4...3,2 | 3,0...3,8 | 4,0...4,6 | 5,0...6,5 |
| Св. 1,6 до 2,0 | 2,0...2,8 | 2,4...3,2 | 2,8...3,6 | 3,4...4,2 | 4,2...5,0 | 5,5...7,0 |
| Св. 2,0 до 2,4 | 2,4...3,2 | 2,8...3,6 | 3,2...4,0 | 3,8...4,6 | 4,6...5,5 | 6,0...7,5 |
| Св. 2,4 до 3,0 | 2,8...3,6 | 3,2...4,0 | 3,6...4,5 | 4,2...5,0 | 5,0...6,5 | 6,5...8,0 |
| Св. 3,0 до 4,0 | 3,4...4,5 | 3,8...5,0 | 4,2...5,5 | 5,0...6,5 | 5,5...7,0 | 7,0...9,0 |
| Св. 4,0 до 5,0 | 4,0...5,5 | 4,4...6,0 | 5,0...6,5 | 5,5...7,5 | 6,0...8,0 | 8,0...10,0 |
| Св. 5,0 до 6,0 | 5,0...7,0 | 5,5...7,5 | 6,0...8,0 | 6,5...8,5 | 7,0...9,5 | 9,0...11,0 |
| Св. 6,0 до 8,0 | 6,5...9,5 | 7,0...10,0 | 7,5...11,0 | 8,5...12,0 | 10,0...13,0 | |
| Св. 8,0 до 10,0 | 9,0...12,0 | 10,0...13,0 | 11,0...14,0 | 13,0...15,0 | ||
| Св. 10,0 до 12,0 | 10,0...13,0 | 11,0...14,0 | 12,0...15,0 | 13,0...16,0 | ||
| Св. 12,0 до 16,0 | 13,0...15,0 | 14,0...16,0 | 15,0...17,0 | 16,0...19,0 | ||
| Св. 16,0 до 20,0 | 17,0...20,0 | 18,0...21,0 | 19,0...22,0 | |||
| Св. 20,0 до 24,0 | 20,0...23,0 | 21,0...24,0 | 22,0...25,0 | |||
| Св.24,0 до 30,0 | 26,0...29,0 | 27,0...30,0 | ||||
| Св. 30,0 до 40,0 | 34,0...37,0 | |||||
| Св. 40,0 до 50,0 | 42,0 | |||||
| Св. 50,0 до 60,0 | 50,0 |
Таблица П.9. Классы точности размеров отливок.
| Класс точности размеров отливок | 1-3т | 3-5т | 5-7 | 7-9т | 9-16 |
| Квалитет точности размеров деталей, получаемых механической обработкой отливок | 1Т9 и грубее 1Т8 и грубее | 1Т10 и грубее 1Т8-1Т9 | 1Т11 и грубее 1Т9-1Т10 | 1Т12 и грубее 1Т9-1Т11 | 1Т13 и грубее 1Т10-1Т12 |
Таблица П.10. Формовочные уклоны основных формообразующих поверхностей модельного комплекта для применения песчано-глинистых смесей
| Высота поверхности, Н, мм | Формовочный уклон | |
| Металлического, пластмассового | деревянного | |
| <10 | 2°17' | 2°54' |
| 10-18 | 1°36' | 1°54' |
| 18-30 | 1°09' | 1°31' |
| 30-50 | 48' | 1°01' |
| 50-80 | 34' | 43' |
| 80-120 | 26' | 32' |
| 120-180 | 19' | 23' |
| 180-250 | 19' | 22' |
| 250-315 | 19' | 22' |
| 315-400 | 18' | 21' |
| 400-500 | 17' | 21' |
| 500-630 | 17' | 19' |
| 630-800 | 16' | 19' |
| 800-1000 | - | 19' |
| >1000 | - | 19' |
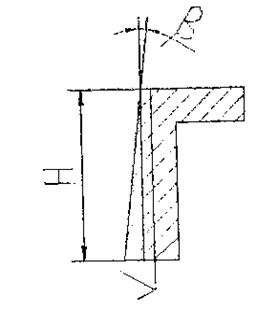
Таблица П.11. Длина горизонтальных знаков для сырых форм.
 (или Д)
(или Д)
| Длина знака l, не более мм | ||||||||||||||
| При длине стержня L мм | |||||||||||||||
| 50-80 | 80-120 | 120-180 | 180-250 | 250-315 | 315-400 | 400-500 | 500-630 | 630-800 | 800-1000 | 1000-1250 | 1250-1600 | 1600-2000 | 2000-2500 | ||
| До 30 | - | ||||||||||||||
| 30-50 | |||||||||||||||
| 50-80 | |||||||||||||||
| 80-120 | |||||||||||||||
| 120-180 | |||||||||||||||
| 180-250 | |||||||||||||||
| 250-315 | |||||||||||||||
| 315-400 | |||||||||||||||
| 400-500 | |||||||||||||||
| 500-630 | |||||||||||||||
| 630-800 | |||||||||||||||
| 800-1000 | |||||||||||||||
| 1000-1250 | |||||||||||||||
| 1250-1600 |

Таблица П.12. Высота нижних вертикальных знаков для сырых форм
|
(или Д)
| Длина знака h, не более мм* | ||||||||||||||
| При длине стержня L мм | |||||||||||||||
| 50-80 | 80-120 | 120-180 | 180-250 | 250-315 | 315-400 | 400-500 | 500-630 | 630-800 | 800-1000 | 1000-1250 | 1250-1600 | 1600-2000 | |||
| <30 30-50 | - | - | |||||||||||||
| 50-80 | |||||||||||||||
| 80-120 | |||||||||||||||
| 120-180 | |||||||||||||||
| 180-250 | |||||||||||||||
| 250-315 | |||||||||||||||
| 315-400 | |||||||||||||||
| 400-500 | |||||||||||||||
| 500-630 | |||||||||||||||
| 630-800 | |||||||||||||||
| 800-1000 | |||||||||||||||
| 1000-1250 | |||||||||||||||
| 1250-1600 | |||||||||||||||
| 1600-2000 | |||||||||||||||
| 2000-2500 | |||||||||||||||
| <2500 | - | - |
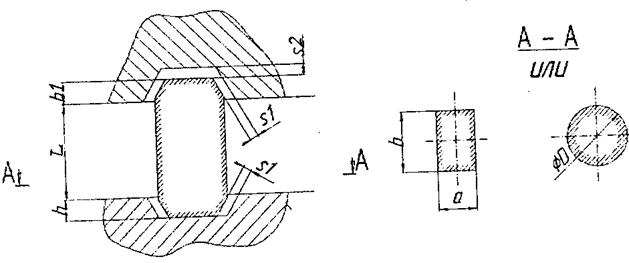
Таблица П.13. Зазоры между знаками формы и стержня
(на сторону для модельного комплекта третьего класса точности, изготовленного из дерева, мм)
| Высота знака h или h1 | Зазор S1 | ||||||||||||||||
| При длине стержня L | |||||||||||||||||
| <50 | 50-80 | 80-120 | 120-180 | 180-250 | 250-315 | 315-400 | 400-500 | 500-630 | 630-800 | 800-1000 | 1000-1250 | 1250-1600 | 1600-2000 | 2000-2500 | 2500-3150 | >1350 | |
| <30 | 0,8 | 0,9 | 1,1 | 1,2 | 1,4 | 1,6 | 1,8 | 2,0 | 2,2 | 2,5 | 2,8 | 3,3 | 3,9 | 4,6 | 5,5 | 6,7 | 8,2 |
| 30-50 | 1,2 | 1,3 | 1,5 | 1,6 | 1,8 | 2,0 | 2,2 | 2,4 | 2,6 | 2,9 | 3,2 | 3,7 | 4,3 | 5,0 | 5,9 | 7,1 | 8,6 |
| 50-80 | 1,4 | 1,7 | 1,9 | 7,2 | 8,7 | ||||||||||||
| 80-120 | 1,3 | 1,5 | 1,6 | 1,8 | 2,0 | 2,1 | 2,3 | 2,5 | 2,7 | 3,0 | 3,3 | 3,8 | 4,4 | 5,1 | 6,0 | 7,3 | 8,8 |
| 120-180 | 1,4 | 1,6 | 1,7 | 1,9 | 2,1 | 2,2 | 2,4 | 2,6 | 2,8 | 3,1 | 3,4 | 3,9 | 4,5 | 5,2 | 6,1 | 7,4 | 8,9 |
| 180-250 | 1,5 | 1,8 | 2,3 | 2,5 | 2,7 | 2,9 | 3,2 | 3,5 | 4,0 | 4,6 | 5,2 | 6,2 | |||||
| 250-315 | 1,6 | 1,7 | 1,9 | 2,0 | 2,2 | 2,4 | 2,6 | 2,8 | 3,0 | 3,3 | 3,6 | 4,1 | 4,7 | 5,3 | 6,3 | 7,5 | 9,0 |
| 315-400 | 1,7 | 1,8 | 2,0 | 2,1 | 2,3 | 2,5 | 2,7 | 2,9 | 3,1 | 3,4 | 3,7 | 4,2 | 4,8 | 5,5 | 6,4 | 7,6 | 9,1 |
| 400-500 | 1,8 | 1,9 | 2,1 | 2,2 | 2,4 | 2,6 | 2,8 | 3,0 | 3,2 | 3,5 | 3,8 | 4,3 | 4,9 | 5,6 | 6,5 | 7,7 | 9,2 |
| 500-630 | 1,9 | 2,0 | 2,2 | 2,3 | 2,5 | 2,7 | 2,9 | 3,1 | 3,3 | 3,6 | 3,9 | 4,4 | 5,0 | 5,7 | 6,6 | 7,8 | 9,3 |
| 630-800 | 2,0 | 2,2 | 2,3 | 2,5 | 2,7 | 2,8 | 3,0 | 3,2 | 3,4 | 3,7 | 4,0 | 4,5 | 5,1 | 5,8 | 6,7 | 8,0 | 9,5 |
| 800-1000 | 2,2 | 2,3 | 2,5 | 2,6 | 2,8 | 3,0 | 3,2 | 3,4 | 3,6 | 3,9 | 4,2 | 4,7 | 5,3 | 6,0 | 6,9 | 8,1 | 9,6 |
| 1000-1250 | 2,4 | 2,6 | 2,7 | 2,9 | 3,1 | 3,2 | 3,4 | 3,6 | 3,8 | 4,1 | 4,4 | 4,9 | 5,5 | 6,2 | 7,1 | 8,4 | 9,9 |
| Зазор S2 | 1,2 | 1,5 | 1,7 | 2,0 | 2,3 | 2,6 | 2,8 | 3,1 | 3,5 | 4,0 | 4,5 | 5,2 | 6,2 | 7,5 | 8,7 | 10,5 |
Таблица П.14. Литейная усадка основных литейных сплавов
|
|
|
|
|
Дата добавления: 2014-11-29; Просмотров: 459; Нарушение авторских прав?; Мы поможем в написании вашей работы!