КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Разрыхлительио-трепальный агрегат типа РТА
|
|
|
|
ПРЯДИЛЬНОЕ ПРОИЗВОДСТВО
ОСОБЕННОСТИ ОРГАНИЗАЦИИ И НОРМИРОВАНИЯ ТРУДА ПО ПЕРЕХОДАМ ТЕКСТИЛЬНОГО ПРОИЗВОДСТВА
Технологическая цепочка машин в хлопкопрядении в основном зависит от системы и способа прядения, но во всех случаях первоначальную обработку волокно проходит в сортировочно-трепальном отделе на разрыхлительно-трепальных агрегатах.
Сформированные холсты с разрыхлительно-трепальных агрегатов передаются на чесальные машины. Однако в настоящее время осуществляется агрегатирование разрыхлительно-трепальных агрегатов с чесальными машинами, все большее распространение получают поточные линии кипа - лента.
Начинают применяться и поточные линии кипа—лента, в состав которых входят разрыхлительно-очистительные агрегаты (без трепальных машин) и чесальные машины.
Лента в тазах с только что упомянутых чесальных машин поступает или в ленточно-ровничный, или непосредственно в прядильный отдел.
В производстве крученой пряжи используются тростильные, кольцекрутильные, а также тростильно-крутильные и прядильно-крутильные машины.
В шерстопрядильном производстве число переходов значительно больше, чем в хлопкопрядильном, однако оборудование, как правило, имеет аналогичное назначение. В приготовительном отделе практически все оборудование (включая смесительные и кардочесальные машины) сагрегатировано в поточную линию, выпускающую чесальную ленту. Далее полуфабрикат проходит подготовку (при производстве пряжи гребенным способом) на ленточных машинах с последующей обработкой на гребнечесальных машинах. Лента после нескольких переходов
190 ленточных (лентогладильных) машин передается на ровничные
машины, а затем в прядильный или прядильно-крутильный отдел.
В аппаратном прядении шерсти применяется более короткая технологическая цепочка. Подготовка компонентов смеси и приготовление ровницы осуществляется на автоматизированной поточной линии. Пряжа же вырабатывается на кольцевых прядильных, пневмомеханических или роторных машинах.
Содержание трудового процесса рабочих при обслуживании разрыхлительно-трепальных агрегатов состоит в выполнении следующих вспомогательно-технологических работ: доставка и распаковка кип; снятие, заправка и взвешивание холстов; уход за оборудованием (чистка машин, выгребание угаров, ремонт оборудования и т. п.); осуществление транспортных операций (перевозка кип, холстов, угаров). Многие из этих работ в настоящее время уже механизированы и автоматизированы (можно указать, к примеру, на автоматический съем холстов, пневматическое удаление угаров из-под машины и т. д.), что значительно сокращает трудоемкость обслуживания оборудования.
Основными рабочими, обслуживающими разрыхлительно-трепальные агрегаты, являются операторы.

|
Нормирование производительности оборудования и труда на разрыхлительно-трепальных агрегатах ведется по основному оборудованию - трепальной машине; именно она определяет производительность всего агрегата. При автоматическом съеме холстов неперекрываемое вспомогательное время tBM = 0; следовательно, Ка = 1. Поскольку в поточных линиях кипа— лента процесс непрерывный, коэффициент Кя также равен 1.
Ниже приведен пример расчета нормы производительности трепальной машины Т-16 и нормы выработки оператора этой машины.
Исходные данные. Линейная плотность холста  текс, диаметр
текс, диаметр
скатывающих валов  диаметр шкива на валу
диаметр шкива на валу
электродвигателя  диаметр сменного шкива на валу машины
диаметр сменного шкива на валу машины 
= 220 мм, частота вращения шкива на валу электродвигателя  постоянное число передачи от электродвигателя к скатывающим валам i = 0,021, коэффициент скольжения
постоянное число передачи от электродвигателя к скатывающим валам i = 0,021, коэффициент скольжения  масса холста
масса холста  (по
(по
данным Барнаульского меланжевого комбината), длина вырабатываемого холста  = 53,4 м, число катушек с ровницей для обивки холста п = 9, длина ровницы на катушках
= 53,4 м, число катушек с ровницей для обивки холста п = 9, длина ровницы на катушках  Съем холстов - автоматический.
Съем холстов - автоматический.
Расчет.
Частота вращения скатывающих валов (мин'1)

Теоретическая производительность машины (кг/ч)

Машинное время наработки холста (мин)

Время обслуживания рабочего места (на текущий ремонт и профилактический осмотр машины) = 15 мин. Время на личные надобности'  =10 мин.
=10 мин. 
Так как 


Норма производительности трепальной машины: в холстах за смену -
~
» Нп.м -
6,29
в килограммах за смену -

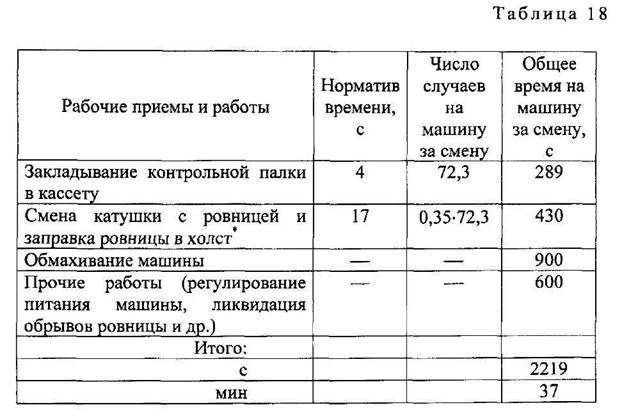
Время загруженности оператора трепальной машины (на машину за смену, при работе с автосъемом) см. в табл. 18. 
Повторяемость операции по смене катушки с ровницей.

Максимальное число машин, которое может обслуживать трепальщик при  =1,
=1,  = 1 и
= 1 и  = 0,5 (по данным наблюдений в условиях полной автоматизации съема холста),
= 0,5 (по данным наблюдений в условиях полной автоматизации съема холста),
Принимаем норму обслуживания с учетом расстановки оборудования  = 6 машинам.
= 6 машинам.
Норма выработки оператора трепальной машины за смену:
в холстах -

в  килограммах -
килограммах -
|
|
|
|
|
Дата добавления: 2014-12-07; Просмотров: 1327; Нарушение авторских прав?; Мы поможем в написании вашей работы!