КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Мотальные машины и автоматы
|
|
|
|
Расчёт
А
где Tip =Јtm — время загруженности рабочего за смену без учета времени
на переходы  — длительность отдельного рабочего приема;
— длительность отдельного рабочего приема;  — повторяемость каждого рабочего приема за смену;
— повторяемость каждого рабочего приема за смену;  — число видов рабочих приемов).
— число видов рабочих приемов).
Ниже приведен пример расчета нормы производительности машины БД-200-М69 и нормы выработки прядильщицы.
Исходные данные. Линейная плотность пряжи 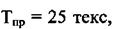 частота
частота
вращения прядильных камер  =36 000:
=36 000:  крутка К = 924 кр./м,
крутка К = 924 кр./м,
линейная плотность ленты  = 37 текс, масса пряжи в бобине тб - 1200 г, масса ленты в тазу тл = 3500 г, число обрывов пряжи на 1000 прядильных камер в час
= 37 текс, масса пряжи в бобине тб - 1200 г, масса ленты в тазу тл = 3500 г, число обрывов пряжи на 1000 прядильных камер в час  = 60, число обрывов ленты на 1000 камер в час
= 60, число обрывов ленты на 1000 камер в час  = 5, коэффициент сменности
= 5, коэффициент сменности  = 3. Прядильщица работает без помощниц.
= 3. Прядильщица работает без помощниц.
Расчет.
Теоретическая производительность прядильной камеры (кг/ч)

Машинное время наработки бобины (мин)

Время обслуживания рабочего места  мин: текущий ремонт и
мин: текущий ремонт и
профилактический осмотр — 10, чистка и заправка прядильных камер  = 17,5; итого 27,5 мин.
= 17,5; итого 27,5 мин.
_ Тш-(Тоб+Тл.н).
^---------
480-27,5
Определим далее повторяемость рабочих приемов на 100 веретен за
| смену. |
Число смен срабатываемого таза

Число случаев ликвидации обрывов ленты

Число случаев ликвидации обрывов пряжи

Число снятий наработанной бобины

|
Время загруженности прядильщицы  р см. в табл. 26.
р см. в табл. 26.
Число обслуживаемых камер (зона обслуживания прядильщицы)

208 Принимается  = 800 камер (четыре машины, так как на
одной машине 200 камер).
Время загруженности прядильщицы выполнением рабочих приемов на 100 камер за смену = 800 камер (четыре машины, так как на
одной машине 200 камер).
Время загруженности прядильщицы выполнением рабочих приемов на 100 камер за смену
 Длина маршрута
Длина маршрута  = 123 м (согласно расстановке оборудования и маршруту).
Время обхода прядильщицей своего участка (мин) = 123 м (согласно расстановке оборудования и маршруту).
Время обхода прядильщицей своего участка (мин)
 Процент ненаматывающих камер
Процент ненаматывающих камер

|
(коэффициент  принимается равным 1,7; процент ненаматывающих
принимается равным 1,7; процент ненаматывающих
веретен по организационно-техническим причинам  = 0,3, по данным предприятия).
= 0,3, по данным предприятия).
Коэффициент наматывания

Коэффициент полезного времени машины

Норма производительности одной камеры (г/ч)

Норма производительности машины (кг/ч)

Норма выработки прядильщицы (кг/ч)

Еще один пример: расчет нормы производительности прядильно-крутильной машины ПК-100 и нормы выработки прядильщицы.
Исходные данные. Линейная плотность пряжи  = 20,8 текс х 2, крутка пряжи К = 665 кр./м, масса ровницы на катушке тр = 800 г, масса
= 20,8 текс х 2, крутка пряжи К = 665 кр./м, масса ровницы на катушке тр = 800 г, масса
пряжи в початке  = 102 г, масса пряжи в бобине
= 102 г, масса пряжи в бобине  = 1100 г, число обрывов пряжи и ровницы на 1000 веретен в час
= 1100 г, число обрывов пряжи и ровницы на 1000 веретен в час  = 60, частота вращения веретена
= 60, частота вращения веретена  = 9590
= 9590  частота вращения выпускного
частота вращения выпускного
цилиндра  179,8 мин"1, диаметр выпускного цилиндра
179,8 мин"1, диаметр выпускного цилиндра  = 25 мм,
= 25 мм,
скорость передвижения прядильщицы  = 0,7 м/с, длина маршрута
= 0,7 м/с, длина маршрута  = 44 м.
= 44 м.
Расчет,
Теоретическая производительность 1000 веретен (кг/ч)

Машинное время наработки бобины (мин)

Время обслуживания рабочего места (текущий ремонт и профилактический осмотр машины)  = 5 мин.
= 5 мин.

Определим далее повторяемость рабочих приемов на 100 веретен за смену.
Число смен катушки с ровницей

Число смен початка

Число смен наработанной бобины

Число случаев ликвидации обрывов пряжи и ровницы

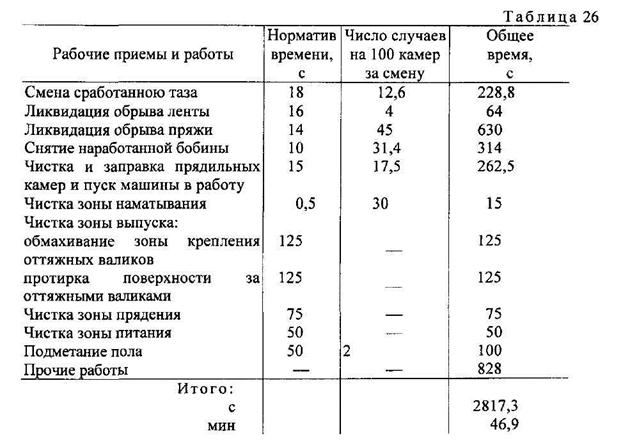
Время загруженности прядильщицы  на 100 веретен за смену см. в табл. 27.
на 100 веретен за смену см. в табл. 27.
|
Число обслуживаемых веретен

|
Норму обслуживания принимаем кратной числу веретен на машине:  -360.
-360.
Время загруженности прядильщицы выполнением рабочих приемов на 100 веретен без учета времени на переходы

Время обхода прядильщицей обслуживаемых веретен (мин)

|

|
(коэффициент  принимается равным 1,9; процент ненаматывающих
принимается равным 1,9; процент ненаматывающих
веретен по организационно-техническим причинам
 - 0,3, по данным предприятия).
- 0,3, по данным предприятия).
Коэффициент наматывания

Коэффициент полезного времени машины

Норма производительности 1000 веретен (кг/ч)

Норма выработки прядильщицы (кг/ч)

|
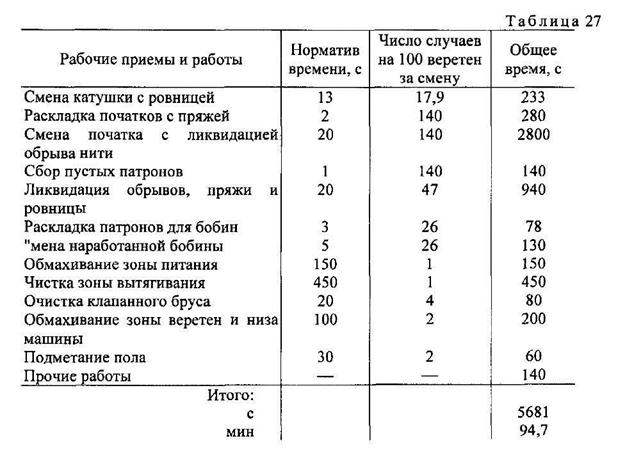
Пример расчёта нормы производительности пневмомеханической прядильной машины ППМ-120 и нормы выработки прядильщицы.
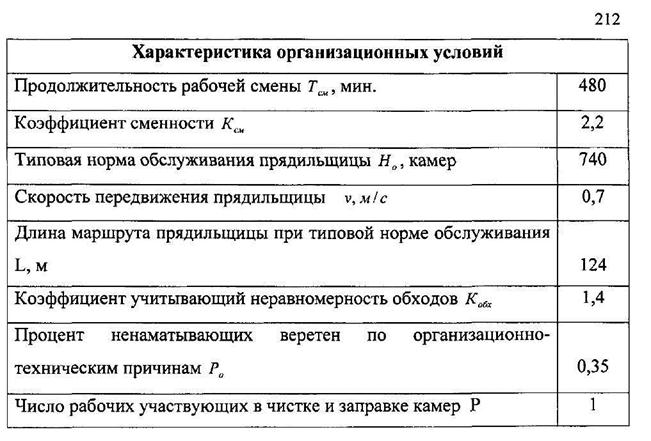
Теоретическая производительность одной камеры кг/ч

Теоретическая производительность машины, кг/ч

Количество случаев чистки и заправки камер на 1 машину за смену

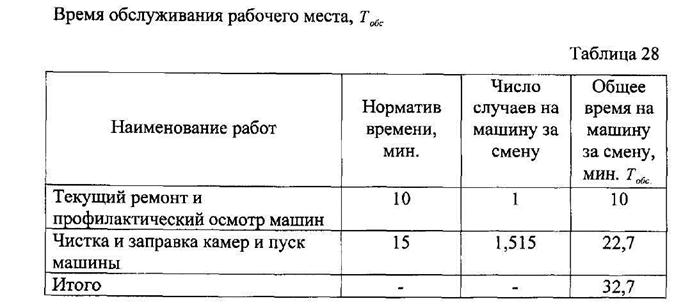
Время обслуживания рабочего места  приведено табл.28
приведено табл.28
Коэффициент по группе «а»  = 1
= 1
Коэффициент по группе «б»


|
213 Повторяемость рабочих приёмов прядильщицы на 100 камер за
смену:
- смена тазов с питающей лентой
 - ликвидация обрыва пряжи
- ликвидация обрыва пряжи
 - ликвидация обрыва ленты
- ликвидация обрыва ленты
 - снятие наработанных бобин
- снятие наработанных бобин
|
- чистка и заправка прядильных камер

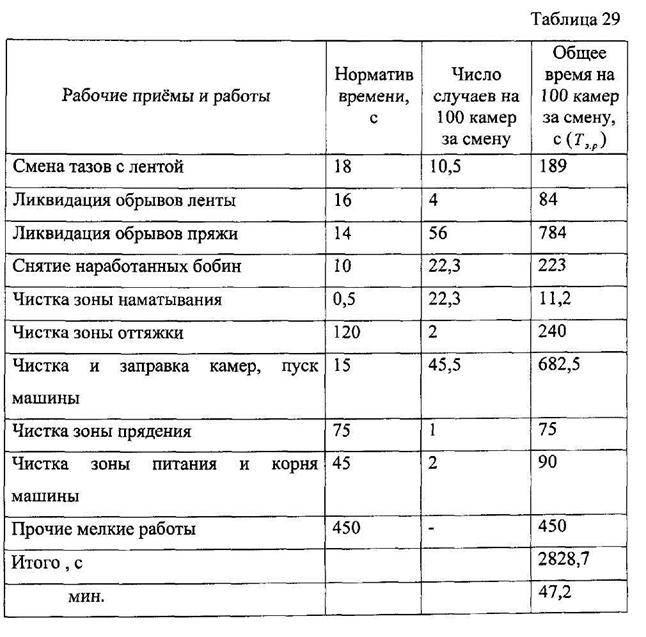
Загруженность прядильщицы за смену  на 100 камер приведена в
на 100 камер приведена в
табл.29
Число обслуживаемых прядильщицей камер

Принимается норма обслуживания  = 800 камер, т.е. 4 машины Время загруженности прядильщицы выполнением рабочих приёмов, %
= 800 камер, т.е. 4 машины Время загруженности прядильщицы выполнением рабочих приёмов, %
Время обхода прядильщицей обслуживаемой зоны при фактической длине маршрута  = 135 м
= 135 м

|

|
Загруженность прядильщицы  в табл.29
в табл.29
215 Процент ненаматывающих камер

|
Коэффициент наматывания
 | |||
 | |||
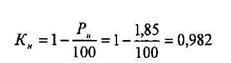
|
Коэффициент полезного времени

|
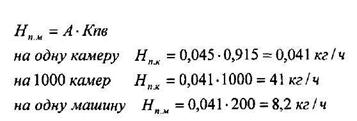
Норма производительности
Норма выработки прядильщицы

216 3.2. ТКАЦКОЕ ПРОИЗВОДСТВО
Ткань формируется из нитей в результате осуществления ряда механических процессов. Основными технологическими операциями (переходами) являются здесь перематывание нитей основы и утка, снование, шлихтование, пробирание или привязывание основы, собственно ткачество, чистка, контроль и учет суровой ткани. Некоторые из перечисленных переходов могут исключаться из технологической цепочки (в зависимости от вида вырабатываемой ткани и используемой пряжи, от типа ткацких станков).
Основной особенностью организации труда в ткацком производстве является многостаночное обслуживание (мотальных машин и автоматов, ткацких станков). В то же время обслуживание, целого ряда машин (сновальных, шлихтовальных, узловязальных, проборных, стригальных, чистильных, браковочных, учетных, мерильно-складальных) весьма трудоемко, и, поэтому каждую машину обслуживают один рабочий или бригада.
В товаробраковочных отделах стригально-чистильные, браковочно-учетные и мерильно-складальные машины часто агрегатируются в поточные линии. А в производстве тканей из лубяных волокон иногда агрегатируют сновальные и шлихтовальные машины.
Перематывание нитей является одним из наиболее трудоемких процессов в ткацком производстве и осуществляется для увеличения паковок н повышения качества пряжи. Выполняется процесс на различных мотальных машинах и автоматах.
В соответствии со сложившимся разделением труда основными профессиями рабочих, обслуживающих этот технологический переход, являются: мотальщицы, в основном занятые поддержанием
217 технологического процесса перематывания нитей;
транспортировщики, осуществляющие доставку пряжи к машинам и отвоз ее после перематывания; уборщицы производственного помещения; помощники мастера. Рабочие, занятые в процессе перематывания пряжи, объединяются в бригаду; бригадиром обычно является помощник мастера.
Мотальщица при обслуживании оборудования обычно использует маятниковый маршрут.
В настоящее время в ткацком производстве, помимо мотальных машин, во все большем объеме применяются основомотальные и уточномотальные автоматы. Это ведет к сокращению затрат на перематывание пряжи. Ведь, к примеру, на уточномотальных автоматах (в частности, на автоматах УА-300) автоматизированы подача пустых шпуль, останов веретена при обрыве нити и при полной намотке шпули, выбрасывание початка, зарядка пустой шпули, закрепление нити у1 головки шпули, отрезание нити, включение веретена после смены и образование резервной намотки. Основными обязанностями мотальщицы при работе на автомате УА-300 являются: смена входящей паковки (бобины); ликвидация обрыва нитей и ручная заправка шпуль в случае, если не сработал автомат; подготовка бобин; уборка патронов и ящиков с пряжей.
На основомотальных автоматах типа АМК и автоматах «Аутосук» автоматизированы все операции, кроме съема наработанных бобин и заправки концов. Здесь в обязанности мотальщиц входят: смена бобин, устранение несрабатывания систем автоматики, зарядка магазина початками, раскладывание конусов, подготовка початков, маркировка и укладка наработанных бобин, а также обслуживание рабочего места.
Ниже приведен пример расчета нормы производительности мотальной машины М-15 0-2 и нормы выработки мотальщицы.
218 Исходные данные. Число веретен на машине  = 100,
= 100,
частота вращения барабанчика  коэффициент, учитывающий
коэффициент, учитывающий
скольжение бобины по мотальному барабанчику,  = 0,95,
= 0,95,
линейная плотность перематываемых нитей Т = 100 текс, длина нити на початке  - 1680 м,
- 1680 м,
длина нити на формируемой паковке  = 17 000 м,
= 17 000 м,
число обрывов на 10 000 одиночных нитей  = 1,9,
= 1,9,
угары пряжи при перематывании  = 1 %.
= 1 %.
Расчет.
Линейная скорость перематывания пряжи (м/мин)

Теоретическая производительность (кг/ч)

Машинное время наматывания паковки, или бобины, (с)

Число обрывов нити на одну бобину

Число смен початков на одну бобину


|
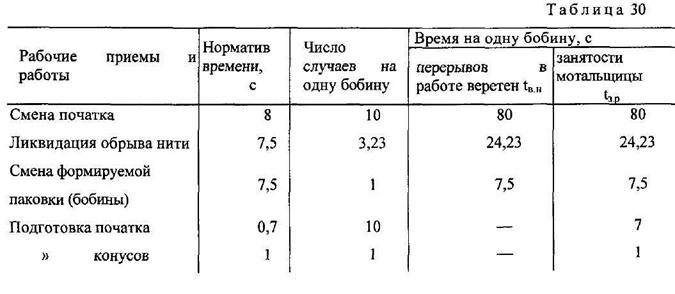
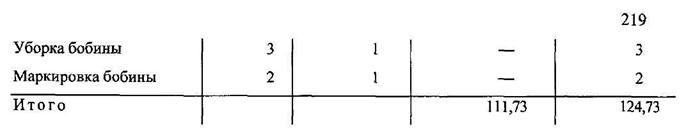
Время и  и
и  см. в табл. 30 (по данным предприятия).
см. в табл. 30 (по данным предприятия).
|
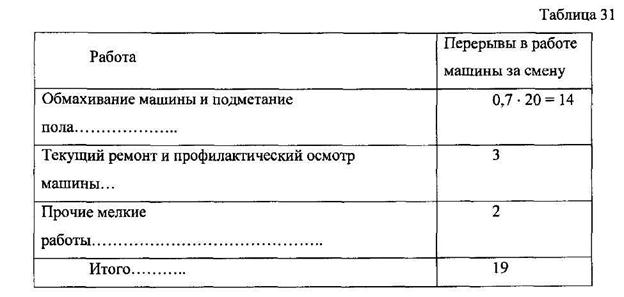
Время обслуживания рабочего места  мин: мин:
|
Время на личные надобности за смену  = 10 мин.
= 10 мин.
Время отдыха за смену  =15 мин.
=15 мин.
Число станков, которое может обслуживать ткач при  = 1 и
= 1 и  = 1,
= 1,

Коэффициент  на основе фотохронометражных наблюдений
на основе фотохронометражных наблюдений
установлен равным 0,95.
Коэффициент занятости мотальщицы
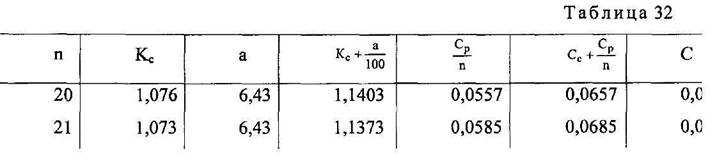
По табл. 2 определяем  при п = 20 и
при п = 20 и  = 0,05:
= 0,05:  = 1,073. Далее находим максимальное число обслуживаемых станков при
= 1,073. Далее находим максимальное число обслуживаемых станков при  = 1,073 и
= 1,073 и  = 0,97 (по данным НИИТруда):
= 0,97 (по данным НИИТруда):
220 Окончательно норма обслуживания определится путем
сравнения расходов на 1 мин оперативного времени (табл. 32). Эти расходы определяются по формуле:
|
|
|
|

Расходы на эксплуатацию станка в течение 1 мин оперативного времени  = 0,01. Расходы на заработную плату рабочего, включая расходы на социальное страхование, в течение 1 мин
= 0,01. Расходы на заработную плату рабочего, включая расходы на социальное страхование, в течение 1 мин  =1,17.
=1,17.
|
Из табл. 3 2 следует, что расходы на 1 мин оказываются минимальными при обслуживании 21 веретена. Поскольку на машине 100 веретен, принимаем  = 20 веретен.
= 20 веретен.
|

|
|
|
■


Норма производительности станка (м/ч)

221 Норма выработки ткача (м/ч)

Еще один пример: расчет нормы производительности мотального автомата «Аутосук» и нормы выработки мотальщицы.
Исходные данные. Линейная плотность перематываемой пряжи Т = 20 текс, линейная скорость, перематывания  = 566 м/мин, масса пряжи на входной паковке
= 566 м/мин, масса пряжи на входной паковке  = 75,8 г, масса пряжи на формируемой паковке т^ = 1550 г, число обрывов пряжи при перематывании на 10 000 одиночной нити
= 75,8 г, масса пряжи на формируемой паковке т^ = 1550 г, число обрывов пряжи при перематывании на 10 000 одиночной нити  = 0,2
= 0,2
Расчет.
Теоретическая производительность (кг/ч)

Машинное время наматывания паковки, или бобины, (мин)

Число обрывов нити на одну бобину (первая попытка)

Число смен початков на одну бобину: первая попытка —

вторая попытка (12% от Ч'п) -

Число случаев ликвидации обрывов нити - вторая попытка
(8% от  —равно 20,4-8/100 = 1,6.
—равно 20,4-8/100 = 1,6.
Общее число случаев выброса початков (12+8 = 20% от  равно 20,4-20/100 = 4,1.
равно 20,4-20/100 = 4,1.
Число неудавшихся связываний после двух попыток (50% от Ч"п) равно 2,4-50/100+1,6 = 2,8.
Число случаев подготовки початков
20,4+2,4+1,6 = 24,4.
|
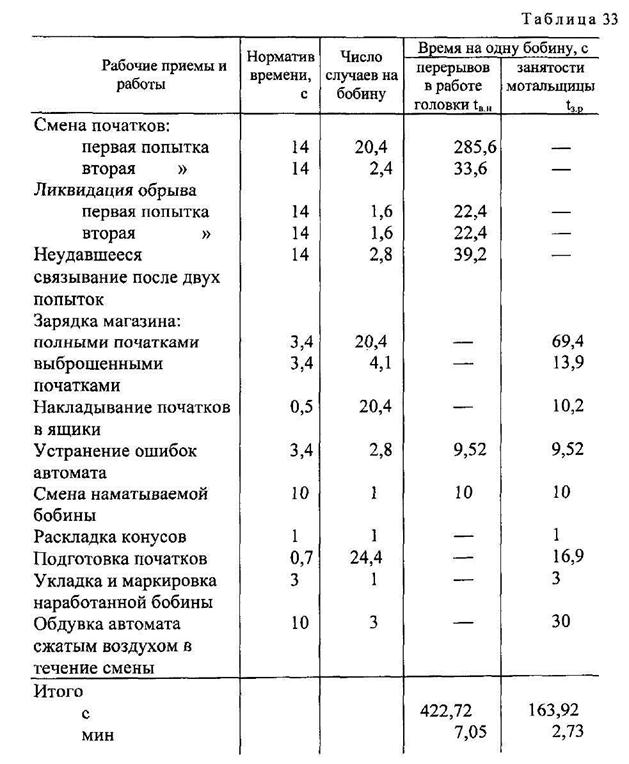
Время и  и
и  см. в табл. 33.
см. в табл. 33.
Время обслуживания рабочего места  мин:
мин:

|
Время на личные надобности за смену  = 10 мин.
= 10 мин.
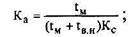
Число обслуживаемых мотальщицей головок при  =1 и
=1 и  = 1,
= 1,

Коэффициент загруженности мотальщицы  на основе
на основе
фотохронометражных наблюдений установлен равным 0,94. Коэффициент занятости мотальщицы
По табл. 2 определяем  при п = 50 и
при п = 50 и  = 0,02:
= 0,02:  = 1,0559. Далее находим максимальное число обслуживаемых головок при
= 1,0559. Далее находим максимальное число обслуживаемых головок при  = 1,0559 и
= 1,0559 и  = 0,97 (по данным НИИТруда):
= 0,97 (по данным НИИТруда):

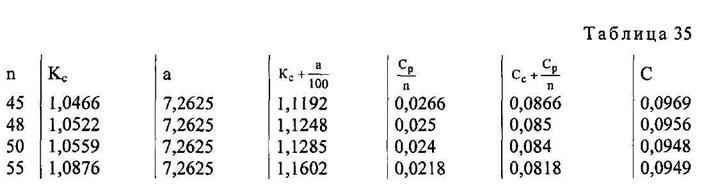
Окончательно норма обслуживания определится путем сравнения расходов на 1 мин оперативного времени (табл. 35). Эти расходы определяются по формуле:
|
|
|
|

Расходы на эксплуатацию станка в течение 1 мин оперативного времени  = 0,06. Расходы на заработную плату рабочего, включая расходы на социальное страхование, в течение 1 мин
= 0,06. Расходы на заработную плату рабочего, включая расходы на социальное страхование, в течение 1 мин  - 1,2.
- 1,2.
|
Из табл. 3 5 следует, что расходы на 1 мин оказываются минимальными при обслуживании 50 головок. Поскольку на автомате 32 головки, принимаем для удобства обслуживания  = 48 (три сторонки).
= 48 (три сторонки).
|
|


Норма производительности станка (м/ч)


|
Норма выработки ткача (м/ч)
|
|
|
|
|
Дата добавления: 2014-12-07; Просмотров: 3455; Нарушение авторских прав?; Мы поможем в написании вашей работы!