КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Установка. Оценка достигнутого установкой положения детали в машине
|
|
|
|
Достигнутое положение детали является результатом двух выполняемых последовательно процессов - базирования и закрепления. Совокупность этих двух процессов называют установкой. Поскольку под установкой практически понимается реализация схем базирования и закрепления, можно с уверенностью сказать, что её результат, как и у всякого реального процесса, в какой-то степени приближается к идеально заданному, но не совпадает с ним. Это означает необходимость количественной оценки степени приближения достигнутого положения к требуемому. Такая оценка может быть дана размером установки АУ, который представляет собой расстояние (относительный поворот) между достигнутым и требуемым положением основной базы базируемой детали в определённом координатном направлении. Так, например, достигнутое положение крышки подшипника в направлении Z (рис. 4.27 а) оценивается размером установки АУ между фактическим положением координатной плоскости X1Y1O1Z1 и её требуемым положением XYOZ.В направлении Х положение крышки определено контактом её установочной базы (торцем) с аналогичной плоскостью торца корпуса. В идеальном представлении эти плоскости совпадают (рис. 4.27 а) и соответственно, совпадают координатные плоскости. Однако, реальные контактируемые поверхности несут на себе микро- и макронеровности, имеют погрешности формы, расположения по отношению к базовым поверхностям.
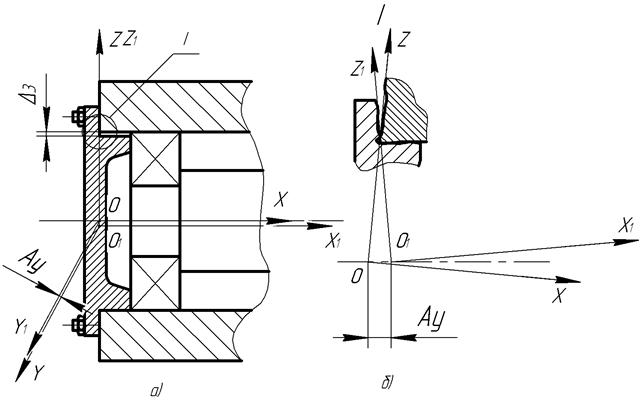
Рис. 4.27. Оценка достигнутого установкой положения крышки подшипника.
Всё это приводит к ситуации, которая в утрированном виде показана на рис. 4.27 б. Линии касательные к неровностям реальных плоскостей торцев, показывают фактические положения координатных плоскостей X1O1Z1 и XOZ, а расстояние ОО1 представляет собой размер установки вдоль оси Х, численное значение которого можно определить путём вычисления алгебраической суммы всех допусков, установленных для этих поверхностей.
При реализации партии соединений размер установки не сохраняет своей величины в каждой следующей паре соединения деталей и получает рассеяние по некоторому полю, которое называют погрешностью установки ωу. Причины погрешности установки ωу следующие:
1. ОБ и ВБ базируемой и базирующей деталей имеют погрешности изготовления, которые назовём ωОБ и ωВБ.
2. В схему базирования может быть заложена неопределённость базирования, которая сопровождается рассмотренной выше погрешностью ωНБ.
3. И, наконец, достигнутое базированием положение детали фиксируется силовым замыканием, которое, как было показано выше, является источником дополнительной погрешности закрепления ωЗ.
Другими словами, элементарные погрешности, суммируясь между собой в ходе выполнения базирования и закрепления, формируют погрешность размера установки. Каждая из этих элементарных погрешностей представляет собой поле рассеяния случайной величины, т.к. случайны причины их появления: неточности изготовления поверхностей основной и вспомогательной баз в пределах установленных на них допусков, случайные смещения в пределах гарантированных зазоров в соединениях, случайные колебания величины сил зажима и физико-механических свойств материалов, микро- и макрогеометрии контактирующих поверхностей. Поэтому, в соответствии с правилами случайных величин:
 (4.1)
(4.1)
Подводя итог можно отметить, что многократно повторяющийся на сборке процесс установки одной детали на другую сопровождается появлением размера установки АУ в одном или нескольких направлениях, причём размер установки всякий раз будет иметь погрешность установки ωУ.
|
|
|
|
|
Дата добавления: 2014-12-07; Просмотров: 559; Нарушение авторских прав?; Мы поможем в написании вашей работы!