КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Направляющие станков
|
|
|
|
В металлорежущих станках для прямолинейного и кругового перемещения узлов используют направляющие скольжения и качения. Направляющие должны обеспечивать прямолинейность и точность перемещений узлов и поэтому к ним предъявляют следующие требования; низкий коэффициент трения, не зависящий существенно от скорости; высокая жесткость в направлении, перпендикулярном подаче; высокая способность демпфирования; высокая износостойкость. Точность направляющих достигается соответствующей технологией обработки, а длительное сохранение ее — правильным выбором металла, конструкции и условиями эксплуатации.
В соответствии с ОСТ-2 Н20—73 установлены следующие типы направляющих скольжения: треугольные симметричные (рис. 23, а), треугольные несимметричные (рис. 23, 6), прямоугольные (рис. 23, в) и остроугольные (рис. 23, г). Регулировка зазоров в направляющих скольжения может производиться регулировочными клиньями А, прокладками Б, передвижными планками В (рис. 24). Равномерность смазки направляющих достигается за счет выполнения на их рабочей поверхности специальных смазочных канавок. Направляющие скольжения, несмотря на простоту обычных конструкций (традиционное исполнение), имеют ряд существенных недостатков: невысокую износостойкость, низкую точность установочных перемещений, большие силы трения. Поэтому в станках с ЧПУ все чаще применяют направляющие с пластмассовыми накладками на подвижных узлах, которые характеризуются минимальными коэффициентами трения, высокой износостойкостью, низкими температурами в зоне контактированиятрущихся поверхностей, высокой жесткостью и хорошей демпфирующей способностью.

Рис. 23
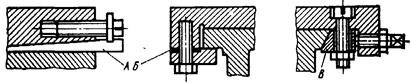
Рис. 24
Пластмассовые направляющие обычно располагают на более короткой из сопрягаемых поверхностей, например на столах, салазках и т. п. Толщина пластмассового слоя 1,5…3 мм. Он наносится методом заливки или приклеиванием накладок в виде ленты. Широкое распространение в станках с ЧПУ получили пластмассовые направляющие из фторопласта. В качестве материала для накладок направляющих используют фторопласт, основным компонентом которого является политетрафторэтилен. Достоинство фторопластовых направляющих — малый коэффициент трения,чтоисключает скачкообразное перемещение рабочего узла при замедленных скоростях подачи. Кроме того, фторопластовые направляющие характеризуются равномерностью износа, высокой долговечностью и постоянством коэффициента трения. В паре с пластмассовыми направляющими, как правило, применяют закаленные стальные планки твердостью не менее HRCэ 55.
В тех случаях, когда необходимо значительно снизить коэффициент трения и обеспечить его независимость от скорости перемещения, применяют направляющие качения без предварительного регулирования — незамкнутые (рис. 25, а, б) и с предварительным регулированием — замкнутые (рис. 25, в). Тела качения (цилиндрические ролики или шарики) изготавливают с допуском порядка 1 мкм.

Рис. 25
Для смазки роликовых направляющих используюткак обычныемасла, так и пластичные смазочные материалы, а длязащиты отпопадания пыли и стружки применяют различныеограждающиеустройства, телескопические щитки, гофрированные экраны и т. д.
В станках с ЧПУ нашли применение направляющие качения, изготовленные в виде отдельного узла — так называемых «танкеток», в которых тела качения циркулируют по замкнутой траектории. Такие опоры могут быть использованы в узлах с большой длиной хода. В настоящее времяих изготавливают централизованно с унифицированными присоединительными и габаритными размерами.
На рис. 26 приведена конструкция роликовой опоры, которая состоит из корпуса 1, роликов 2 и обойм 3. Крепление опор к привалочным плоскостям узлов осуществляется винтами 4. Для возврата роликов при их обкатке по корпусу 1 в верхней части конструкции предусмотрен зазор h между роликами и корпусом перемещающегося узла. Роликовые опоры применяют в паре с закаленными стальными направляющими, имеющими твердость не менее HRCэ 60...61.
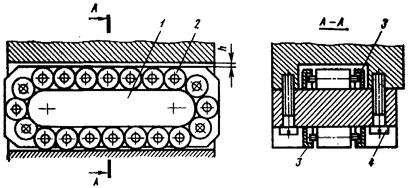
Рис. 26
Направляющие с роликовыми опорами, так же как и направляющие скольжения, могут быть замкнутыми и незамкнутыми. При исполнении замкнутой конструкции (рис. 27) для уменьшения деформаций и обеспечения равномерности распределения действующих нагрузок, каждая роликовая опора 1- — 6 должна взаимодействовать с противостоящей опорой. Для повышения статической и динамической жесткости и точности перемещений в опорах создается предварительный натяг с помощью клиньев 7 — 9 или мерных прокладок (рис. 27). Сопротивление движению при использовании узлов качения типа «танкеток» определяется силой Q, необходимой для перемещения опоры.
При этом учитывается трение качения, диаметр роликов. Величины Q и коэффициент, учитывающий трение качения, зависят от качества изготовления и монтажа опор. В нормальных условиях Q = 5...15 Н.
В ряде станков с ЧПУ, особенно крупногабаритных, применяют плоские и цилиндрические гидростатические направляющие, работающие в условиях жидкостного трения. Их достоинства: стабильность толщины масляного слоя, низкий коэффициент трения, плавность движения, высокая точность перемещений, пренебрежимо малый износ и нечувствительность к деформации станины. Демпфирующие свойства этих направляющих определяются вязкостью применяемого масла. Гидростатические направляющие, могут быть замкнутого и незамкнутого типа. В замкнутых гидростатических направляющих (рис. 28) нижняя опора 2выполняется плавающей. Масло от насоса 1 подается под постоянным давлением через дроссели 3 в карманы верхних и нижних поверхностей. Из карманов масло вытекает наружу через зазоры в направляющих. Станки с гидростатическими направляющими снабжены устройствами сбора масла и его очистки,
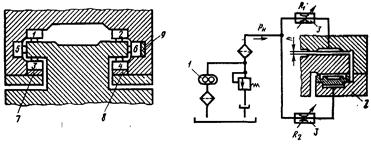
Рис. 27 Рис. 28
В станках, где нагрузки относительно невелики, можно использовать аэростатические направляющие. В отличие от гидростатических направляющих в аэростатических вместо масляной подушки создается воздушная. Станки с аэростатическими направляющими снабжены устройствами очистки, охлаждения и сушки воздуха. К качеству изготовления аэростатических опор предъявляют высокие требования, так как от этого в значительной степени зависит устойчивость их работы. Зазор в направляющих должен быть минимальным — 10...15 мкм.
|
|
|
|
|
Дата добавления: 2014-12-27; Просмотров: 2254; Нарушение авторских прав?; Мы поможем в написании вашей работы!