КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Появления и способы предупреждения
|
|
|
|
Типичные дефекты при нарезании резьб, причины их
Накатывание резьб
Накатываются, как правило, наружные резьбы. Накатанные резьбы отличаются от нарезанных более высоким качеством резьбовой поверхности и большей прочностью резьбы. Более высокое качество резьбовой поверхности обусловлено тем, что такие резьбы получают без осуществления резания, т.е. без снятия стружки и, следовательно, при такой обработке отсутствуют отрицательно влияющие на обработанную поверхность факторы (срыв вершин резьбы, задиры и т.п.). Прочность резьбы увеличивается за счет пластического деформирования материала заготовки, которое происходит при накатывании резьбы выдавливанием части материала заготовки из впадин резьбы в ее вершины. Такое пластическое деформирование называется наклепом. Оно изменяет структуру металла, вызывая его упрочнение. Накатывание резьбы осуществляется при помощи специальных роликов, устанавливаемых в корпусе резьбонакатной плашки (рис. 10.11). Накатные плашки применяются для получения резьб диаметром от 4 до 32 мм с шагом от 0,7 до 2,5 мм. Накатывание резьбы можно выполнять как вручную. Так и на металлорежущих станках.
| |||
|
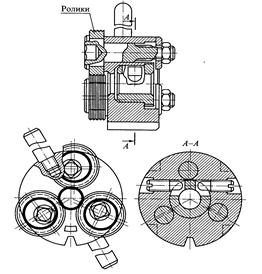
Таблица 11
| Дефект | Причина | Способ предупреждения |
| Рваная резьба | Диаметр стержня больше номинального, а диаметр отверстия – меньше. Нарезание резьбы без смазки. Стружка не дробиться обратным ходом инструмента. Затупился режущий инструмент | Тщательно проверять диаметры стержня и отверстия перед нарезанием резьбы. Обильно смазывать зону резания. Следить за состоянием режущих кромок инструмента и при их затуплении инструмент заменять |
| Неполный профиль резьбы (тупая резьба) | Диаметр стержня меньше требуемого. Диаметр отверстия больше требуемого. | Тщательно проверять диаметры стержня и отверстия под нарезание резьбы. |
| Перекос резьбы | Перекос плашки или метчика при врезании. | Внимательно контролировать положение инструмента при врезании. |
| Задиры на поверхности резьбы | Малая величина переднего угла метчика. Недостаточная длина заборного конуса. Сильное затупление и неправильная заточка метчика. Низкое качество СОЖ. Высокая вязкость материала заготовки. Применение чрезмерно высоких скоростей резания. | Использовать метчики необходимой конструкции и геометрии. Применять соответствующую СОЖ. Выбирать рациональную скорость резания с помощью справочных таблиц. |
| Провал по калибр-пробкам. Люфт в паре винт-гайка | Разбивание резьбы метчиком при неправильной его установке. Большое биение метчика. Снятие метчиком стружки при вывертывании. Применение повышенных скоростей резания. Использование случайных СОЖ. Неправильное регулирование плавающего патрона или его непригодность. | Правильно (без биения) устанавливать инструмент. Выбирать нормальные скорости резания. Применять наиболее эффективные СОЖ для данных условий обработки. Выбирать исправный патрон. |
| Тугая резьба | Сработался (затупился) инструмент. Неточные размеры инструмента. Большая шероховатость резьбы инструмента. | Заменить инструмент и нарезать резьбу заново. Применять метчики необходимых размеров. |
| Конусность резьбы | Неправильное вращение метчика (разбивание верхней части отверстия). Отсутствие у метчика обратного конуса. Зубья калибрующей части срезают металл. | Правильно устанавливать метчик. Использовать метчики правильной конструкции. |
| Несоблюдение размеров резьбы (непроходной калибр проходит, а проходной калибр не проходит) | Неправильные размеры метчика. Перекос метчика при установке и нарушение условий его работы. Срезание резьбы при обратном ходе метчика. | Заменить инструмент исправным. Правильно устанавливать метчик и соблюдать условия его работы. |
| Поломка метчика | Диаметр отверстия меньше расчетного. Большое усилие при нарезании резьбы, особенно в отверстиях малых диаметров. Нарезание резьбы без смазки. Не срезается стружка обратным ходом. | Строго соблюдать правила нарезания резьбы. |
Контрольные вопросы:
1. Как образуются режущие кромки у резьбонарезного инструмента?
2. Почему при накатывании резьбы ее прочность выше, а качество лучше, чем у резьб, полученных резанием?
3. С какой целью при нарезании резьб применяется смазывающе-охлаждающая жидкость и от чего зависит ее выбор?
4. Почему при нарезании наружной резьбы диаметр должен быть несколько меньше, чем нормальный диаметр резьбы, а при нарезании внутренних резьб диаметр отверстия под резьбу несколько больше внутреннего диаметра резьбы?
5. Почему и для чего при механизированном нарезании резьбы необходимо использовать предохранительные устройства?
|
|
|
|
|
Дата добавления: 2014-12-27; Просмотров: 2223; Нарушение авторских прав?; Мы поможем в написании вашей работы!