КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Теория съема припуска при однопроходном микрошлифовании
|
|
|
|
ВОПРОСЫ
1. Какие технологические переходы процесса обработки алмазов в бриллианты? В чем суть каждого технологического перехода?
2. Какие существуют методы воздействия на алмаз в процессе его обработки?
3. Какие недостатки имеет метод механической обработки алмазов при ручной огранке алмазов в бриллианты?
4. В чем состоит физическая сущность процесса размерно-регулируемого шлифования?
5. В чем преимущество процесса микрошлифования в режиме пластичности?
6. Объясните принципиальную схему установки PEGASUS.
7. Какие условия необходимы для шлифования в режиме пластичности?
8. Что такое хрупко-пластичный переход?
9. Недостатки установки PEGASUS.
10. Какие материалы возможно шлифовать в режиме пластичности?
ГЛАВА II
МАТЕМАТИЧЕСКАЯ МОДЕЛЬ УПРАВЛЕНИЯ МИКРОШЛИФОВАНИЕМ.
Процесс обработки сложно профильных изделий из хрупких материалов должен быть размерно-регулируемым, исключающим возможность сколообразования из-за хрупкого разрушения обрабатываемого материала. Толщина стружки, снимаемая абразивным зерном за каждый оборот шлифовального круга, исчисляется в нанометрах (10 –9 м), поэтому стабильность микроперемещений, как в направлении съема припуска, так и равномерность скорости подачи в других направлениях, а также величины возмущающего воздействия от вращающейся поверхности шлифовального круга и подшипников должны быть соизмеримы с толщиной единичной стружки (т.е. быть соизмеримы с нанометрами). Упругая обрабатывающая система (УОС) станка должна обеспечивать стабильность размерной настройки независимо от направления вектора скорости по отношению к направлениям плоскости кристаллизации («твердому» или «мягкому» направлениям).
Предлагается способ размерного пластичного микрошлифования сверхтвердых и хрупких минералов и монокристаллов при обработке с оптическими классами чистоты сложно-профильных поверхностей, который может быть реализован на станке c ЧПУ.
Этот способ включает согласованные в координатных осях станка перемещения по образующим и направляющим линиям формы обрабатываемой поверхности точки касания этой поверхности с производящей поверхностью вращающегося шлифовального круга диаметром D при скорости резания V.
В направлении координатной оси Z станка (рис. 2.1) производится врезная дискретная подача δ. Точка касания перемещается в режиме реверсивного возвратно-поступательного движения со скоростью продольной подачи VS по траектории длиной L. Дискретные врезные подачи δ осуществляются в моменты реверса движения продольной подачи.
За базу отсчета по координатной оси Z принимается точка положения кромки правящего алмаза. Момент начала резания определяется средствами ЧПУ станка.
Особенностью размерного пластического микрошлифования является весьма узкий диапазон изменения технологических режимов обработки, связанных со значительными величинами предварительной нагрузки на абразивное зерно шлифовального круга, а также с температурными воздействиями. Поэтому необходим постоянный контроль над таким параметром процесса резания, который наиболее эффективно отображает процесс пластичного микрошлифования.
Резание в пластичном режиме характеризуется наличием большей части деформаций в виде пластического оттеснения материала.
Область режимов резания обработки от начала реализации процесса резания до хрупкого разрушения является той областью, в которой должен находиться диапазон используемых режимов резания.
Переход упругой обрабатывающей системы с одного стационарного уровня (нижнего, указанного выше диапазона) на другой стационарный уровень (верхний) объективно отражает наличие процесса резания в пластичной области. В процессе работы в области пластического микрошлифования необходимо контролировать процесс нарастания упругих деформаций под действием различных факторов, в том числе и температурного. Поэтому целесообразно постоянно контролировать процесс нарастания упругих деформаций в соответствии с определенными законами.
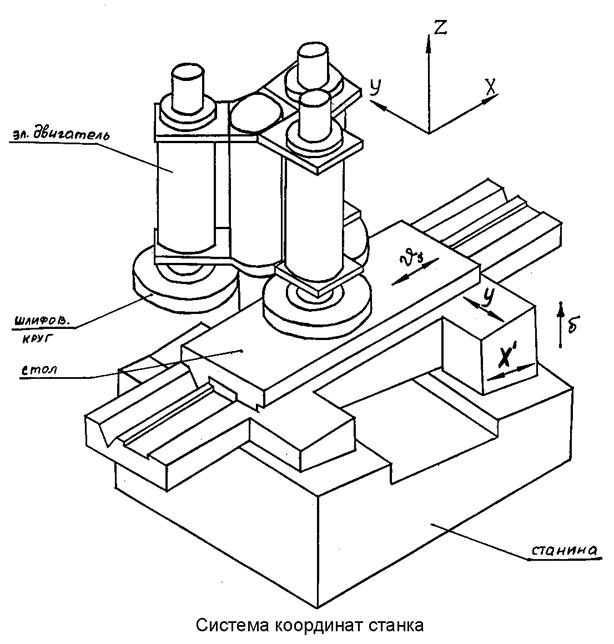
Рис. 2.1.
Известно, что скорость съема припуска S пропорциональна нормальной составляющей силы резания PZ:
PZ = CP · S (2.1)
где CP – коэффициент пропорциональности,
а произведение упругих деформаций Δ на жесткость УОС j равно нормальной составляющей силы резания:
Δ · j = PZ (2.2)
Величину упругих деформаций в процессе резания представим разностью входного и выходного сигнала:
Δ = ХВХ – ХВЫХ (2.3)
где ХВХ – суммарная врезная подача;
ХВЫХ – суммарная величина снятого припуска.
S = dXВЫХ / dt – скорость съема припуска.
Из выражений (2.1), (2.2) и (2.3) получим:
j · (ХВХ – ХВЫХ) = СР · dХВЫХ /dt (2.4)
Выражение (2.4) является дифференциальным уравнением микрошлифования. Решение дифференциального уравнения на участке нарастания упругих деформаций при скачкообразном изменении врезной подачи имеет вид экспоненты:
Δ = S0 · Tn · (1 – e – t/ Tn) (2.5)
где Tn – постоянная времени переходных процессов резания, характеризующая время перехода из одного стационарного состояния в другое стационарное состояние;
S0 = dХВЫХ /dt t=0 – скорость съема припуска на стационарном
участке, равная скорости врезания на входе;
δ /τ = dХВЫХ /dt t=0
где τ – время между реверсами стола.
|
|
|
|
|
Дата добавления: 2014-12-27; Просмотров: 510; Нарушение авторских прав?; Мы поможем в написании вашей работы!