КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Проверка уровней материала
|
|
|
|
Процедура калибровки головки
Система доставки материала T6ХВТ создана для непрерывной доставки материала в процессе построения модели в течение как максимум 72 часов без вмешательства оператора. Рекомендуется – выполнять полную процедуру калибровки головки перед началом построения каждой новой модели и затем проверять уровни материалов и переустанавливать ‘воздушную подушку’ головки каждые 72 часов для моделей, чье время построения превышает 72 часа. Если головка должна быть заменена в середине процесса построения модели, калибровка по расходу и схождению должна быть выполнена на вновь установленной головке.
Все шаги по процедуре калибровки головки выполняются при включенной T6ХВТ и запущенной управляющей программе T6X.
Замечание: Сокращенная версия всех шагов процедуры калибровки головки представлена в T6ХВТ Techniques-At-A-Glance (краткое руководство Т6ХВТ), Приложение Е, и в T6ХВТ Model Making Check List (тестовый лист построения модели), Приложение С.
3.2.4.1. Температуры доставки материала:
Проверьте установки температур и действующие значения температур материалов и компонентов системы доставки материалов. Используйте клавишу F3 или F4 для прокручивания окна состояния температур и сравните действующие и установленные значения температур с указанными ниже. Те и другие температуры должны быть одинаковыми.
Замечание 1: Если установки температур не такие, как указано ниже, используйте ’H’ Temperature adjustments (регулировки температуры) - опцию управляющего меню для установки температур в соответсвии с указанными ниже значениями.
Замечание 2: Действующие значения температур обычно имеют погрешность ± 3°C.
Замечание 3: Chamber (камера) – температура в рабочей зоне, она фиксируется, но не регулируется.
Temperature (SetPt / Reading) (установка / действующая)
Chamber (камера) 26 / хх °C
Build Jet (основная головка) 125 / 125°C
Build Line (линия подачи основного материала) 125 / 125°C
Build Tank (резервуар с основным материалом) 120 / 120°C
Support Jet (поддерживающая головка) 115 / 115°C
Support Line (поддерживающая линия) 110 / 110°C
Support Tank (резервуар с поддерживающим материалом) 97 / 97°C
Рис. 3-7 Окно состояния температур (F3 или F4)
Поля уровня резервуара, расположенные в верхней правой стороне монитора T6ХВТ, показывают количество материала в резервуарах на момент последнего запуска процесса построения модели или на момент последней проверки расхода материала. Рекомендуется проверять уровни резервуаров перед калибровкой головки.
1. Используйте ’M’-> Maintenance (обслуживание), ‘B’-> Build (основной), ‘L’-> Level (уровень) - для обновления поля уровня резервуара с основным материалом.
2. Используйте ’M’-> Maintenance (обслуживание), ‘S’-> Support (поддерживающий), ‘L’-> Level (уровень) - для обновления поля уровня поддерживающего материала.
Если действующие значения ниже 25% - добавьте одну бутылку материала в соответствующий резервуар. Обычно лучше поддерживать уровень материала в резервуаре между 25% и 50%. Этот уровень достаточен для построения большинства моделей и сохраняет материал свежим.
3.2.4.3 Продувка и установка воздушной подушки на головках:
Головки T6ХВТ требуют наличия внутренней воздушной подушки, которая работает как гидравлический амортизатор во время постоянного перемещения головок и инжектирования материала. Воздушная подушка постепенно абсорбируется в рабочий материал внутри головки и должна периодически восстанавливаться.
Замечание: Процедуры продувки, создания воздушной подушки и калибровки расхода могут быть опущены, если выполнены два следующих условия:
Должно пройти меньше 24 часов с момента завершения предыдущей процедуры калибровки головки и T6ХВТ была все это время включена в сеть.
Должно пройти меньше 24 часов до завершения построения следующей модели
1. Подготовьте шприц для введения воздушной подушки, установите поршень на отметке 0.2 ml, положите шприц в удобное место, чтобы его легко было взять.
2 Отрежьте кусок в 1.2 cм тефлоновой трубки и положите его рядом со шприцем.
3. Используйте ’M’ -> Maintenance, ‘S’ -> Support, [B-> Build]], P-> Prime purge для перемещения головки в соответствующее положение для запуска продувки.
4. Немедленно нажмите P-> Prime purge для прерывания продувки.
5. Осторожно охватите и вращайте заглушку головки в обе стороны, чтобы ослабить уплотнение, и затем снимите заглушку с головки. См.рис.3-8. Положите заглушку в удобное место, где ее можно легко взять, и она не укатится. Заглушка нужна в процессе построения модели.
6. Наденьте подготовленную силиконовую трубку на патрубок головки. См. Рис. 3-9.
7. Подставьте одноразовый, термоустойчивый стакан под открытый конец силиконовой трубки и держите его до тех пор, пока не закончится слив материала. См. Рис. 3-9.
ПРЕДОСТЕРЕЖЕНИЕ:
T6ХВТ будет выбрасывать из трубки струю очень горячего расплавленного материала в стакан во время процедуры продувки. Держите руки вдали от открытого конца трубки!
8. Нажмите P-> Prime purge для создания давления в системе доставки материала и удаления воздуха и материала из греющей линии и головки через сливную трубку.
9. Функция Prime purge автоматически удаляет нежелательный воздух из системы доставки материалов, восстанавливая ее нормальные рабочие условия. Последующее создание давления в системе и заполнение материалом чашки в резервуаре удаляет нежелательный воздух и обеспечивает непрерывную устойчивую струю из головки. Функция Prime purge автоматически выполняет шесть циклов «создание давления – заполнение». Обычно этого достаточно, чтобы убедиться, что весь нежелательный воздух удален из системы, что подтверждается наблюдением за сливной трубкой. Если в течение двух последних циклов не наблюдается пузырьков воздуха в трубке, то можно преходить к п.10. Если воздушные пузырьки будут наблюдаться в течение двух последних циклов, повторите процедуру Prime purge еще раз.
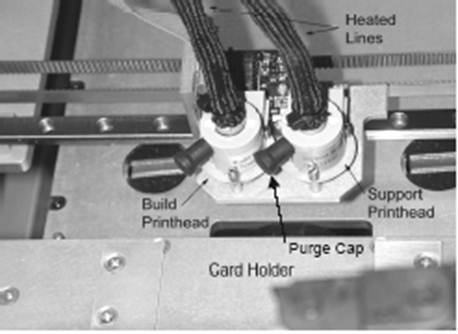
Рис. 3-8 Основная и поддерживающая головки
ПРЕДОСТЕРЕЖЕНИЕ:
Не позволяйте материалу стекать из головки более 5 секунд! ‘Стекание’ –это состояние, при котором материал непрерывно течет из конца сливной трубки а не капает отдельными каплями.
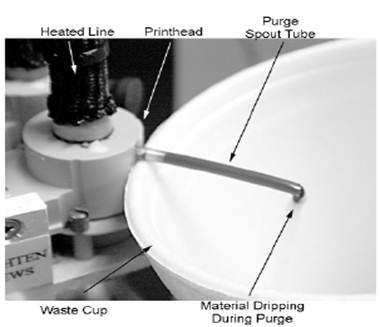
Рис. 3-9 Продувка головки
10. По завершении последнего цикла продувки удалите стакан, как только материал перестанет капать из сливной трубки.
11. Немедленно сдавите, поверните и снимите сливную трубку с патрубка головки и наденьте заранее подготовленный шприц на патрубок головки. См. Рис. 3-10.
12. Медленно и осторожно вдавливайте поршень, так чтобы 0.2 ml воздуха поступили в головку в течение пяти секунд.

Рис. 3-10 Создание воздушной подушки в головке
13. Возьмите заглушку и, быстро удалив шприц, наденьте заглушку на патрубок головки, создав тем самым воздушное уплотнение.
14. Нажмите ‘F’ -> purge and Fire для инжектирования материала под давлением из головки.
15. Примерно через 30 секунд нажмите ‘F’ -> purge and Fire для остановки инжектирования.
16. Нажмите ‘W’ -> Wipe для очистки поверхности головки от любых лишних материалов.
17. Подождите минимум 5 секунд для стабилизации мениска в головке.
18. Нажмите ‘K’ -> jet check для проверки головки. Наблюдайте сообщение ‘Jet passed’ (тест головки прошел) в поле сообщений на мониторе. Если появляется сообщение ‘Jet failed’ (ошибка теста головки), обращайтесь в раздел 5.9.4 “Поиск неисправностей” этого руководства.
19. Нажмите K’ -> jet check еще раз и немедленно нажмите ‘’ (стрелка вверх). Это запустит дополнительные 10 тестов головки, чередующихся с тестами барабана.
Замечание: Необходимо иметь 5-и секундную задержку между успешными тестами головки, чтобы дать возможность материалу охладиться.
20. Наблюдайте всплывающее окно:
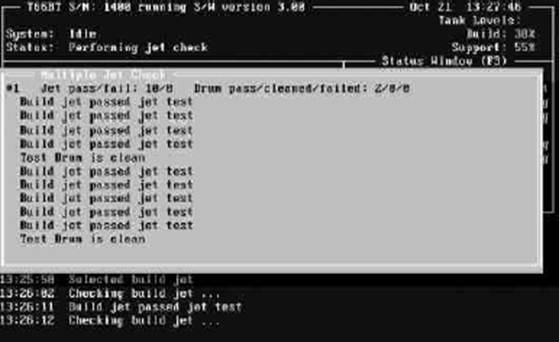
Рис.3-11 Всплывающее окно многократных тестов головки
21. Убедитесь, что все тесты головки успешны так же, как и все тесты барабана. Нажмите Enter.
22. Если головка даст несколько сбоев в тестах, повторите п. 19 – 21. Если количество ошибок в тестах головки большое или все тесты дают ошибку при повторении, см. Раздел 4.5.4
23. Если хотя бы один из тестов барабана не пройдет, см.раздел 4.5.4.
24. Повторите все предыдущие шаги этого раздела для основной головки для поддерживающей головки, заменив B->Build на S.
Замечание 1: Обе головки - основная и поддерживающая должны быть продуты и иметь воздушную подушку, возобновляемую по крайней мере раз каждые 72 часа непрерывной работы. Воздушная подушка частично абсорбируется материалом внутри головки и должна периодически восстанавливаться.
Замечание 2: Необходима задержка в 5 секунд между каждым успешным тестом основной головки, чтобы дать возможность тестовой модели охладиться соответствующим образом, так чтобы она могла быть удалена скребком с поверхности барабана.
|
|
|
|
|
Дата добавления: 2014-12-23; Просмотров: 427; Нарушение авторских прав?; Мы поможем в написании вашей работы!