КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Нормирование ремонтных работ
|
|
|
|
Лабораторная работа №6.
Содержание работы: изучить исходные данные и уяснить цель операции, назначить состав операции, подоб- рать оборудование, приспособление, инструмент (режущий и измерительный), материалы, назначить ражим работы и пронормировать операцию.
Особенности нормирования ремонтных работ. Сле- сарные, разборочно-сборочные, сварочные, кузнечные, тер- мические жестяницкие и малярные работы (ручные) зани- мают значительное место при капитальном ремонте авто- мобилей и оказывают существенное влияние на формирова- ние качества и эффективности ремонта.
Технически обоснованная норма штучного времени, устанавливаемая на операцию ручной работы, включает: неполное оперативное время, вспомогательное время, свя- занное с установкой, креплением (откреплением и снятием) и измерениями, время организационно-технического об- служивания рабочего места и отдыха исполнителя (допол- нительное).
Основное время ручной работы и часть вспомогатель- ного времени, связанная с переходом (взять, положить, вставить, сдвинуть, совместить, включить и др.), составля- ют неполное оперативное время (t` oп ), которое опреде- ляется по нормативам.
В таблицах нормативов неполное оперативное время установлено на единицу параметра основной работы (1 кг, 1 мм, 1 шт., 1 см2, 1 дм2 и т. п.) и комплекс приемов в мину- тах.
В связи с этим при нормировании ремонтных работ необходимо четко определять содержание нормируемой операции и условия, в которых она выполняется.
Основное время сварки. Основными факторами, опре-
деляющими продолжительность сварки, являются: толщина
свариваемых изделий, вид и режим сварки, длина шва.
Основное время, т. е. время образования сварного шва, может быть определено но нормативам (на 1 пог. м шва) или расчетным путем.
Последовательность расчета технической нормы времени.
1, 2, 3. См. п. 1, 2, 3 и примечание к ним в лаборатор-
ной работе № 5.
4. Рассчитать неполное оперативное время на каждый переход операции и режим сварки.
4.1. Для слесарных, разборочно-сборочных, кузнеч- ных, термических и малярных работ найти по таблицам нормативов [13, 14]
оперативное время t” ОП на единицу параметра основ- ной работы (1 мм, 1 кг, 1 дм2 и т. д.) и поправочный коэф- фициент на изменение условий работы (отличающихся от табличных).
Рассчитать неполное оперативное время на основную работу перехода (резку, опиливание металла, окраску по- верхности и т. п.) по формуле
t 'ОП = t ”ОП QK
где t” ОП — неполное оперативное время на единицу пара-
метра работы по нормативу, мин; Q — величина основного параметра выполняемой работы (мм, кг, дм2, шт. и т.п.); К— поправочный коэффициент на изменение условий работы.
Рассчитать t' ОП по остальным переходам и просумми-
ровать на операцию.
4.2. Пользуясь нормативными данными по видам сварки, назначить, а если необходимо, рассчитать элементы режима сварки в последовательности, установленной табл.
1 отчета (см. прилож. 8.).
5. Рассчитать основное время сварки (на 1 пог. м шва,
мин).
5.1. Электродуговая:
t0 = F γ 60 / (α Н I)
где F — поперечное сечение шва (валика), мм2 (для расчета F поперечное сечение шва представляют площадью простой геометрической фигуры —треугольника, прямоугольника, квадрата, сектора, пр.—или принимают по нормативу); γ — плотность наплавленного металла, г/см3; αН — коэффициент наплавки, г/(А·ч); I — сила сварочного тока, А.
Примечание. Величина массы наплавленного металла может быть принята по нормативам.
5.2. Газовая:
t0 = (F γ / α Н) + t01 n
где αН — коэффициент наплавки, г/мин; t 01 — основное
время на разогрев свариваемых кромок, мин; n — число ра-
зогревов, определяемое числом отдельных участков сварки и длиной сварочного шва (на каждый участок 1—2 разогре- ва).
6. По таблицам нормативов [13, 14] найти вспомога-
тельное время tB, мин.
а) для сварочных работ:
tB1 — вспомогательное время, связанное с переходом
(с длиной свариваемого шва на 1 пог. м шва), мин;
tB2 — вспомогательное время, связанное со сваркой изделия, мин;
б) для слесарных, разборочно-сборочных и других ручных работ:
tB — вспомогательное время, связанное с установкой, креплением (откреплением и снятием) и измерениями дета- ли, мин.
7. Рассчитать дополнительное время на операцию t д,
мин.
а) оперативное время:
сварки t ОП = (t0 + tB1) L + tB2, где L – длина шва, м;
других ручных работ (t ОП = t’ ОП + tB);
б) дополнительное время
tД = t ОП X /100 где Х — норма дополнитель- ного времени по нормативу,
%.
8, 9, 10. См. п. 8, 9, 10
лабораторной работы № 5
-+\,0.
7. Подварить кромку.
8. Упрочнить зону термического влияния с обеих сто-
рон балки.
Ж. Снять балку.
2. Оборудование и инструмент: сварочный преобра- зователь ПС-300 (14 кВт, 30 В; 80—380 А; 590 кг); кантова- тель, щиток со светофильтром Э-2, реверсивная щетка РЩ-
4 (Ø90 мм;
-1
Пример. Рассчитать норму
4500 мин
), ножовка слесарная с полотном 300 мм, корд-
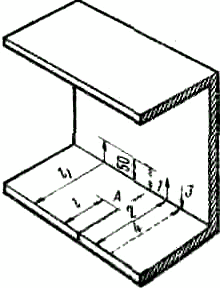 Рис. 33. Эскиз подго- товки и заварки трещи- ны продольной балки рамы
Рис. 33. Эскиз подго- товки и заварки трещи- ны продольной балки рамы
времени на ремонт продольной балки (лонжерона) рамы автомоби-
ля ЗИЛ-130.
Деталь № 2801014-Б, материал сталь ЗОТ, твердость НВ 220, предел
щетка, молоток с радиусом бойка 3 мм, клеймо.
3. Режим сварки:
Толщина материала — 6 мм. Электрод УОНИ 13/55, Ø
4 мм; ток 130–150 А, полярность —обратная, положение шва — нижнее (на сгибе профиля — вертикальное); ко-
прочности σВ = 750 Н/мм3, масса 130 кг.
Дефект — усталостная трещина l = 60 мм на полке
(ширина полки 80 мм) (рис. 33).
Способ ремонта — ручная электродуговая сварка.
эффициент наплавки α H = 9 г/А • ч.
4. Неполное оперативное время на слесарные перехо-
ды.
Переход 1. Норматив [14, с. 261]:
Решение. 1. Состав операции:
резка стали толщиной 6 мм, σВ = 400÷600 Н/мм
при
А. Установить балку в кантователь.
1. Прорезать трещину ножовкой на длину l1 = 130 мм
(с выходом на стенку).
2. Зачистить поверхность, прилегающую к трещине,
по 20 мм справа и слева, и с обеих сторон балки.
длине разреза 100—150 мм, t”ОП = 0,5 мин на 10 мм резки.
Уточнение по условиям работы: поправка по σВ = 750
Н/мм2, К1 = 1,2; поправка на неудобные условия работы и сложность профиля К 2 = 1,2
Примечание. 13— длина резки в см.
Б. Повернуть балку внутренней поверхностью вверх.
см2
Переход 2. Норматив [13, табл. IV, 3.103]: зачистка 1
поверхности, сталь σВ = 600 Н/мм2, ширина зачистки
3. Наложить первый участок шва (см. рис. 33, поз. 1).
В. Повернуть балку на 90°.
4. Наложить второй участок шва (поз. 2).
Г. Повернуть балку на 90°.
5. Наложить третий участок шва (поз. 3).
Д. Повернуть балку на 90°.
6. Наложить четвертый участок шва (поз. 4)
Е. Повернуть балку на 90°.
3,6—4,5 см, площадь до 80 см, t”ОП = 0,033 мин.
Уточнение по условиям работы: поправка по σВ = 750
Н/мм, K 1 = 1,1, по сложности профиля К 2 = 1,2.
t’ОП = 0,033 • (104) • 1,1 • 1,2 = 4,55 мин.
Примечание. 104 — площадь зачистки, см2
Переход 8. Норматив [13, табл. IV 3.113]: при площади упрочнения до 0,2 дм2, t”ОП = 0,78 мм, для стали σВ = 60 кгс/мм2.
Уточнение по условиям работы: поправка по σВ =75
кгс/мм2, K 1 == 1,2, по сложности работы K 2 = 1,45.
t’ОП = 0,78 • 1,2 • 1,45 = 1,41 мин.
5. Основное время сварки на I пог. м.
Переход 3—7. Массу наплавляемого металла (Q) на 1
пог. м шва Принимаем по нормативу [З].
При сварке стали толщиной 6 мм встык Q == 409 г
t0 = 409•60/150 = 27,5 мин
6. Вспомогательное время.
6.1. Для переходов установки (А) и снятия (Ж) балки
— 2,3 мин и 1,4 мин, соответственно [14, табл. 1451.
Для переходов, связанных со сваркой балки (Б, В, Г, Д, Е), провернуть 5 раз на 90º массу до 10 кг (коэффициент качения в опорах кантователя f = 0,05), t B2 = 0,10 • 5 == 0,5 мин [13, табл. IV. 3.2].
6.2. Вспомогательное время, связанное с длиной сва-
риваемого шва [13, с. 310),
t B1 = t’ B1 + t” B1,
где t’ B1 — время, необходимое на осмотр и очистку свари-
ваемых кромок, мин (t’ B1 = 0,3 мин на 1 пог. м шва);
t” B1 — время, необходимое на смену электрода, мин
(t” B1 = 1,31 мин):
t B1 = 0,3+ 1,31 = 1,61 мин.
7. Дополнительное время на операцию.
7.1. Оперативное время сварки
t ОП. = (27,5 + 1,61) • 0,266 + 0,5 = 8,23 мин.
Оперативное время слесарных переходов
t ОП. = 9,4 + 4.55 + 1.41 + 2,3 + 1.4 == 19,06.
Оперативное время операции
t ОП.О = 8,23 + 18,06 = 27,29 мин.
7.2. Дополнительно время [13, с. 312]
t Д = 27,29•11/100 = 3,0
8.Штучное время
t Ш = 27,29+3,0 = 30,29
9. Подготовительно-заключительное время [ 13, с.
313] 4
Т п.з. = 27,29 •4/100 = 1,1 мин.
10. Норма времени на операцию
tH = 30,29 + 1,1 = 31,39 мин.
Задачи. Рассчитать норму времени на:
1. Заварку трещины на крыле автомобиля.
2. Окраску кабины автомобиля ЗИЛ-130 при капи-
тальном ремонте.
3. Изготовление и пригонку ДРД при ремонте пола ка-
бины ЗИЛ-130.
4. Подготовку трещины для заварки на блоке цилинд-
ров ЗИЛ-130.
5. Ремонт отверстия шкива коленчатого вала ЗИЛ-130
с применением эпоксидных композиций.
Контрольные вопросы
1. Перечислите параметры, характеризующие режим электродуговой сварки.
2. Перечислите параметры, характеризующие режим газовой сварки.
3. Как определить неполное оперативное время?
4. Как находят основное время электродуговой и газо-
вой сварки?
5. Какова структура вспомогательного времени свар-
ки?
|
|
|
|
|
Дата добавления: 2014-12-25; Просмотров: 2448; Нарушение авторских прав?; Мы поможем в написании вашей работы!