КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Растачивание гильзы цилиндра
|
|
|
|
Лабораторная работа №7.
Содержание работы: подготовка исходных данных, изучение основных технических характеристик оборудова- ния, оснастки и инструмента, применяемых при выполне- нии операции; проектирование и выполнение расточной операции; определение машинного времени и хронометраж выполняемой работы.
Основные сведения по конструктивно- технологической характеристике гильзы, видах и характере дефектов приведены в лабораторной работе № 1.(Часть 1).
Оборудование и оснастка рабочего места: станок
2А78Н с принадлежностями, приспособление для установки и крепления гильзы, шкаф для инструмента, стойка микро- метра С-1У, штатив Ш-П-Н (ГОСТ 10197—70), резец про- ходной с пластинкой ВКЗМ, φ = 45° (ГОСТ 18882—73), микрометр рычажный МР-100 (ГОСТ 4381—80), индика- торный нутромер НИ 80-100 (ГОСТ 868—72), штангенцир- куль ШЦ-И-250-0,05 (ГОСТ 166—80), линейка 300 (ГОСТ
427—75), эталон шероховатости по чугуну.
Способы устранения дефекта (износ отверстия). В практике ремонта наибольшее распространение получил способ восстановления гильз обработкой под ремонтный размер, который включает в себя расточную и хонинговаль- ную операции.
Расточка производится на вертикальных алмазно- расточных станках моделей 278, 278Н, 2А78Н и много- шпиндельных полуавтоматах.
Станок 2А78Н (рис. 19) предназначен для тонкого растачивания цилиндров (гильз) автотракторных двигате- лей.
Станок включает в себя следующие узлы: основание /, колонна 2, шпиндельная бабка 3, шпиндель 4, коробка ско- ростей и подач 17.
Основной базовой деталью, на которой устанавлива- ются все остальные узлы станка, является основание. Оно выполнено за одно целое со столом, имеет сверху прива- лочную плоскость, к которой крепятся колонна, коробка скоростей и подач. Внутри основания располагаются элек- тродвигатели. На правой стенке расположен вводной вы- ключатель, на передней — пульт управления станком.
По направляющим колонны в вертикальном направле- нии перемещается шпиндельная бабка. На кронштейнах пе- редней стенки
колонны установлены ходовой винт и шлицевой ва- лик. В шпиндельной бабке расположены механизмы приво- да шпинделя, привода шпиндельной бабки и ручных пере- мещений.
С помощью кулачковой муфты возможно отключение шпинделя от кинематической цепи привода, что облегчает вращение шпинделя от руки при установке и центрирова- нии обрабатываемых деталей.
Коробка скоростей и подач обеспечивает шпинделю
шесть частот вращения, что в сочетании с двухскоростным (переключатель скоростей о на рис. 19) электродвигателем главного привода составляет 12 различных скоростей вра- щения шпинделя и четыре рабочие подачи.
Управление коробкой осуществляется двумя рукоят- ками: первая 10 предназначена для переключения частоты вращения шпинделя, вторая 9 — для переключения величи- ны подач.
На станке установлены два трехфазных короткозамкнутых асинхронных электродвигателя:
двухскоростной электродвигатель 1М главного дви- жения типа Т42/6-2-С1 мощностью 1,7/2,3 кВт (1000/3000 об/мин, исполнение М301);
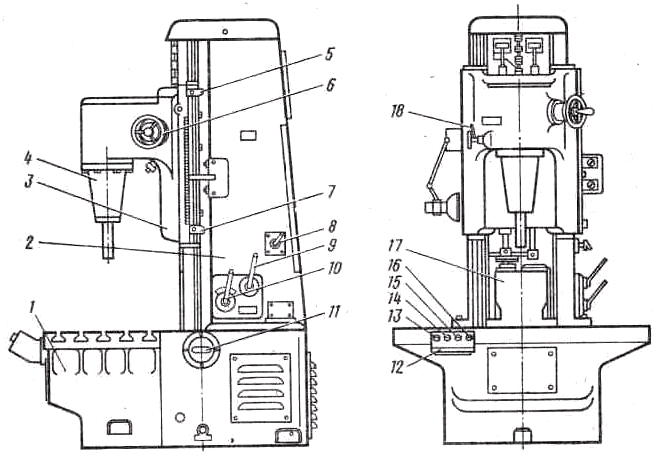
Рис. 19. Узлы и органы управления станком 2А78Н:
1—основание: 2—колонна; 3—шпиндельная бабка; 4—шпиндель; 5, 7
— кулачки выключения хода шпиндельной бабки; 6 — маховик ручного перемещения шпиндельной бабки; 8 — переключатель скоростей; 9 — рукоятка переключения величин подач; 10 — рукоятка переключения
частоты вращения шпинделя; 11– водный выключатель; 12 — пульт
управления; 13, 14— кнопки ускоренного движения шпиндельной бабки соответственно «Вверх» и «Вниз»; 15— кнопка «Пуск»; 16— кнопка
«Стоп»; 17 — коробка скоростей и подач; 18 — рукоятка отключения шпинделя от кинематической цепи его привод
электродвигатель быстрых ходов 2М типа АОЛ2-12-6- С1 мощностью 0,6 кВт (1000 об/мин, исполнения М101). - Рабочее напряжение 380В в силовой цепи, 110 в цепи управления, 36 В — в цепи местного освещения.
При выходе резца из зоны резания срабатывает конце- вой выключатель, пускатель обесточивается, электродвига- тель 1М отключается. Вращение шпинделя и рабочая пода- ча прекращаются, включается двигатель 2Д, осуществляется возврат шпиндельной бабки в исходное положение на быст-
воротом ручки крана вверх.
 Проверка центровки гильзы и установка резца.
Проверка центровки гильзы и установка резца.
ром ходу.
По достижении верхнего исходного положения сраба-
тывает концевой выключатель, электродвигатель 2Д отклю-
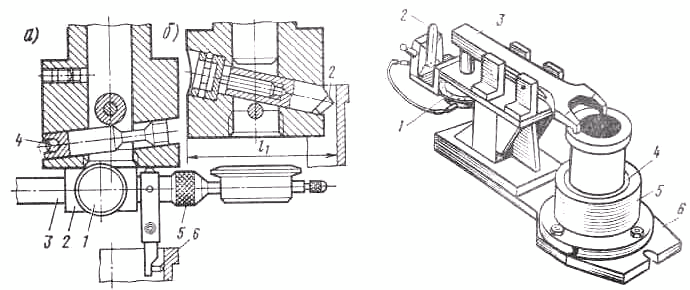
Рис. 20. Резцовая головка станка 2А78Н с приспособлениями для центрирования гильз (а) и установки резца (б)
Рис. 21. Приспособление для установки и крепления гильз
чается.
В резцовую головку шпинделя (рис. 20, а) устанавли-
вают:
шариковую оправку 4 для грубой центровки в гладкое наклонное отверстие с двумя фиксирующими резьбовыми пробками;
индикаторный центроискатель для окончательного контроля соосности шпинделя и гильзы (в торцевое резьбо- вое отверстие);
резец (рис. 20, б) в гладкое отверстие с микрометриче- ским винтом для установки вылета резца с фиксирующей резьбовой пробкой. Цена деления лимба микрометрическо- го винта 0,02 мм.
Приспособление для установки и крепления гильзы (рис. 21) состоит из основания 6, корпуса 5, центрирующего кольца 4, прижима 3 с пневматическим приводом 1 и крана управления 2.
Посадочной поверхностью гильза устанавливается в центрирующее кольцо приспособления. Вилка прижима в это время отведена в сторону до упора. Для крепления гиль- зы вилка прижима устанавливается над верхним торцом гильзы. Подача воздуха в камеру привода производится по-
Гильзы устанавливают в приспособление, которое крепится
на столе. Поскольку центрирование приспособления произ- водится при наладке станка, то учащиеся обязаны только проконтролировать нормативную величину
погрешности эксцентриситета оси гильзы.
Эксцентриситет осей шпинделя и растачиваемого от- верстия не должен превышать 0,03 мм. Соосность достига- ется при помощи шариковой оправки 4 (см. рис. 20, а) пред- варительно и приспособления для центрирования (оконча- тельно). Центрирование ведется по неизношенной поверх- ности зеркала цилиндра на глубине 3—4 мм от верхнего торца.
Перемещение растачиваемой детали в продольном и поперечном направлениях при центрировании производится путем перемещения приспособления по плоскости стола вручную.
Оправку в шпиндель устанавливают так (см. рис. 20, а), чтобы шаровой конец ее находился от диаметрально противоположной стороны резцовой головки на расстоянии
l=(d+D)/2,
где d — диаметр резцовой головки, мм; D — диаметр ци-
линдра на глубине 3—4 мм от верхнего торца гильзы (или поверхности блока), мм.
После закрепления оправки и проверки величины l микрометром шпиндель опускают на указанную глубину и, поворачивая его, центрируют гильзу.
Отцентрированное приспособление закрепляют на столе болтами и прихватами. Точность центровки проверя- ют при помощи приспособления (см. рис. 20, а), колодка 2 которого ввинчивается в торец резцовой головки шпинделя. Шпиндель должен быть отключен от кинематической цепи его привода при помощи рукоятки 18 (см. рис. 19). Упор 6 рычага подводят к зеркалу цилиндра на глубине 3—4 мм, положение рычага 3 фиксируется винтом 1 и гайкой 5.
Шкалу индикатора устанавливают на «0» и поворотом шпинделя на один оборот определяют величину погрешно-
— арабскими цифрами.
Поскольку время на вспомогательные переходы (ус- тановить, снять деталь) в нормативах объединено, то и в технологической документации эти работы записываются в один переход. Например:
А. Установить блок цилиндров, отцентрировать и за-
крепить (открепить, снять).
Режим резания при растачивании (табл. 26). Режим резания должен обеспечить выполнение требований черте- жа (по шероховатости поверхности, точности размера, формы и расположения), наивысшую производительность и минимальную себестоимость работы.
|
сти центрирования. При необходимости производят коррек-
тировку положения гильзы.
Вылет l1 резца (см. рис. 20, б) регулируют при помощи винта 1 с лимбом, ввинчиваемого в торец резца 2.
Расстояние l1 от вершины резца до диаметрально про- тивоположной стороны резцовой головки рассчитывают по формуле l1=(l+D1)/2, где D1 — диаметр гильзы, мм, под ко-
Обрабаты- ваемый ма- териал
Чугун:
НВ 170-229
НВ 229-269
Глубина резания, мм
0,1—0,15
0,1—0,15
торый должно быть произведено растачивание.
После установки резца на величину l1 положение рез-
ца фиксируется стопорным винтом.
Проектирование (разработка) операции растачи-
|
|
|
|
|
Дата добавления: 2014-12-25; Просмотров: 6533; Нарушение авторских прав?; Мы поможем в написании вашей работы!