КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Хонингование гильзы цилиндра
Лабораторная работа №8.
Содержание работы. Подготовка исходных данных,
изучение основных технических характеристик, оборудова- ния, оснастки и инструмента, применяемых при хонинго- вальной операции, проектирование и выполнение хонинго- вальной операции, определение машинного времени и хро- нометраж выполняемой работы.
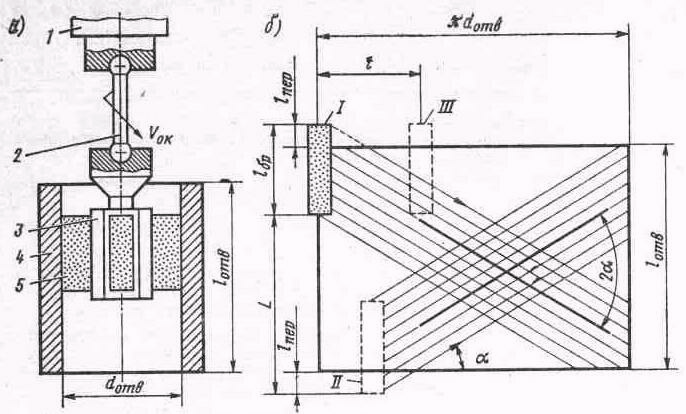 Рис. 22. Схема процесса хонингования (а) и развертка сетки сле-
Рис. 22. Схема процесса хонингования (а) и развертка сетки сле-
дов обработки (б):
1—шпиндель стайка: 2— шарнирное устройство; 3 — хонинго- вальная головка; 4 — гильза; 5 — хонинговальный брусок; 2а— угол скрещивания следов; а—угол подъема следа;
I, II, III — последовательные положения бруска за один двойной
ход
Оборудование и оснастка рабочего места: станок ЗГ833 с принадлежностями, приспособление для установки и крепления гильзы, шкаф для инструмента, стойка микро- метра С-ГУ, штатив Ш-П-Н (ГОСТ 10197—70), бруски хо- нинговальные, микрометр гладкий МК-100 (ГОСТ 6607—
78), индикаторный нутромер НИ 50-100 (ГОСТ 868—82),
штангенциркуль ШЦ-И-250-0,05 (ГОСТ 166—80), линейка
300 (ГОСТ 427—75), эталон шероховатости по чугуну.
Конструктивно-технологическая характеристика гильзы цилиндра. См. лабораторную работу № 1.(Часть 1).
Понятие о процессе хонингования. Требуемые ше- роховатость, точность размера и форма зеркала цилиндра могут быть достигнуты хонингованием (рис. 22).
Хонингование позволяет успешно решать ряд техно- логических задач, к числу которых относится: получение высокой точности размера и формы (IT6 — IT8) и малой шероховатости обрабатываемых поверхностей (Rа ≤ 0,32 мкм).
Таблица 28
Хонингование ведется при обильной подаче смазочно- охлаждающей жидкости (СОЖ) в зону резания для удале- ния стружки и продуктов износа с поверхности брусков и с обрабатываемой поверхности. Кроме того, СОЖ отводит часть выделяющегося при резании тепла, оказывает смазы- вающее воздействие, способствует улучшению условий ре- зания.
Хонинговальные бруски. Абразивный брусок харак- теризуется видом абразивного материала (64С), зернисто- стью (М20П), твердостью (С1), структурой (6), видом связи (К5), классом (А), типом (БКв) и габаритными размерами. Пример условного обозначения: 64СМ20-М28ПСТ2- Т26К5А БКв 100Х100 ГОСТ 2424 -75. Тип и размеры абра- зивных брусков выбирают по ГОСТ 2424—75 в зависимо- сти от выполняемой операции, формы и размеров обраба- тываемого отверстия.
Для изготовления алмазных брусков применяют зерна природйых (А) и синтетических (АС) алмазов.
Характеристика алмазного бруска включает следую- щие основные пара метры: вид алмазных зерен (АСР), зер- нистость (80/63), концентрацию алмазного слоя (100), связ- ку (М1), форму и габаритные размеры (2768—0124).
Пример условного обозначения; 2768-0124-1-АСР
80/63-100-М 1 СТ СЭВ 204—75.
Режим хонингования. Основными параметрами ре- жима резания (табл. 28) при хонинговании являются сле- дующие:
|
ки, м/мин,
VOK= π·D·n/1000
где D — диаметр обрабатываемого отверстия, мм; n— час-
тота вращения хонинговальной головки, мин1;
скорость возвратно-поступательного движения голов-
ки, м/мин,
VB.П = 2L·n2 /1000
где n— число двойных ходов хонинговальной головки в 1 мин; L = l отв + 2 l пер– l бр — длина рабочего, хода хонинго- вальной головки, мм; l отв — длина хонингуемого отверстия, мм; l пер — перебег бруска за пределы отверстия, мм; l бр — длина хонинговального бруска, мм;
соотношение между скоростями вращательного и воз-
вратно-поступательного движения хонинговальной головки λ= VOK / VB.П.
радиальная подача (5), мкм/об, или удельное давление брусков (Ро), Н/см2.
Состав СОЖ. Для хонингования чугуна в качестве
СОЖ применяют керосин с добавлением 10—20% масла индустриального И12–А.
а — устройство:
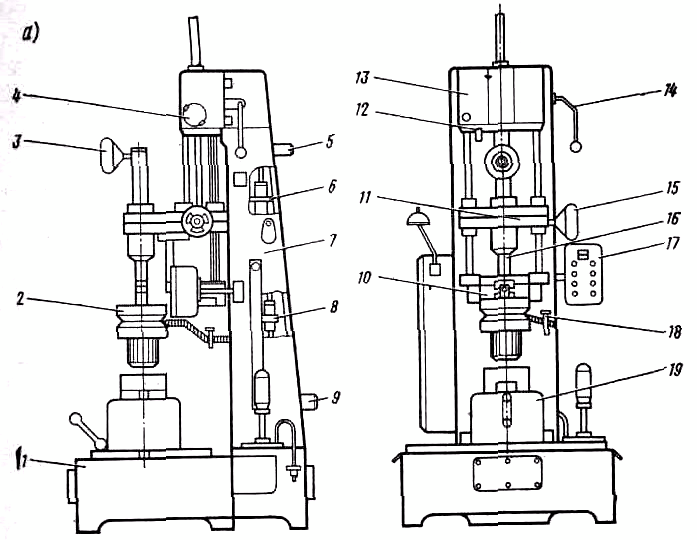 Рис. 23. Хонинговальный станок ЗГ833:
Рис. 23. Хонинговальный станок ЗГ833:
Редуктор передает вращение на приемную шестерню ползуна через шлицевой вал. Основные детали его: веду- щий вал—шестерня с закрепленным на нем трех ручьевым шкивом и ведомая шестерня, передающая вращение шлице- вому валу.
Ползун — механизм, передающий вращение от шлице-
вого вала на проводок 16 хонинговальной головки.
Коробка передач 13 установлена на верхнем торце ко- лонны, служит для преобразования вращательного движе- ния привода в возвратно-поступательное движение и пере- дачи его при помощи рейки на ползун.
С лицевой стороны коробки расположен фрикцион-
ный, электромагнитный тормоз, с правой стороны — меха-
/ — основание; 2 — шпиндель; 3 — маховик механизма разжима хона: 4
— кулачки регулировки хода ползуна; 5— электродвигатель возвратно- поступательного движения шпинделя; 6 — привод возвратно- поступательного движения хонинговальной головки; 7 — колонна; 8 — привод вращения шпинделя; 9 — электродвигатель привода вращения шпинделя; 10— редуктор; II — ползун; 12 — толкатель конечного выклю- чателя; 13 — коробка подач; И — рукоятка реверса; 15 — маховик ручно- го ввода хона; 16 — поводок хонинговальной головки; 17 — пульт управ- ления; 18 — кран охлаждения; 19 — приспособление для обработки гильз или блоков;
Станок хонинговальный ЗГ833 (рис. 23) предназначен для хонингования отверстий в гильзах автотракторных дви- гателей.
Основание станка представляет собой плиту коробча- той формы, внутренняя плоскость которой является резер- вуаром для охлаждающей жидкости. На основании распо- ложены электронасос охлаждения, колонна 7 и фильтр. На верхней рабочей плоскости устанавливаются приспособле- ния 19 для обработки гильз или блоков.
На колонне расположены: привод вращения шпинде- ля, привод возвратно-поступательного движения хонинго- вальной головки, пульт управления (см. рис. 23, б).
низм реверсирования.
Кинематическая схема станка позволяет осуществить:
вращательное и осевое возвратно-поступательное движение хонинговальной головки с одновременным ради- альным перемещением брусков головки;
осевое перемещение невращающейся хонинговальной головки (вниз, вверх);
осевое перемещение невращающейся хонинговальной головки (вниз, вверх).
Станок имеет систему с ручным приводом механизма разжима.
Осевое усилие разжима брусков
P=P0 lбр B n tg(φ+θ),
где P0— удельное давление брусков, Н/cм2; lбр. — длина бруска, см; В — ширина бруска, см; n — число бру- сков; φ — угол конуса разжима, град; θ — угол трения, град; θ = 6°.
Работа на станке. Предварительно необходимо изу- чить устройство станка, расположение и назначение всех органов управления, проверить наличие смазки в механиз-
мах станка.
Рабочий цикл осуществлять в следующей последова-
тельности.
1. Включить станок. При этом загорится сигнальная лампа на пульте управления.
2. Вращением маховика 3 (см. рис. 23, а) механизма разжима хона по часовой стрелке сжать бруски.
3. Переключатель режимов поставить в положение
«Ввод хона».
4. Нажать кнопку «Подача—пуск» (включится элек-
тродвигатель подач).
5. Кратковременными толчками кнопки «Толчковый» (ползун совершает прерывистые движения вниз) подвести хонинговальную головку к обрабатываемому отверстию на расстояние не менее 50 мм.
6. Переключатель режимов поставить в положение
«Ручной».
7. Маховиком ручного ввода плавно ввести хонинго-
вальную головку в обрабатываемое отверстие.
8. Переключатель режимов установить в положение
«Ввод хона».
9. Нажать кнопку «Шпиндель—-пуск» (происходит вращательное и возвратно-поступательное движение хонин- говальной головки).
10. Вращением маховика против часовой стрелки раз- жать бруски на установленное давление (сжимается тариро- ванная пружина, усилие сжатия контролируется по шкале). По часам (секундомеру) начать отсчет машинного времени операции. Хонинговать гильзу в размер.
11. По окончании времени хонингования нажать кноп- ку «Шпиндель—стоп», а затем кнопку «Конец цикла». Электродвигатель 9 привода шпинделя отключается, ползун движется вверх до тех пор, пока не нажмет на толкатель концевого выключателя 12, ползун останавливается.
12. Для полной остановки станка и в случае экстрен- ной необходимости отключения всех механизмов станка — нажать кнопку «Общий стоп».
Приспособление для установки и крепления гильзы такой же конструкции, как на расточном станке.
Проектирование хонинговальной операции выполня-
ется по схеме, приведенной в лабораторной работе № 1.
Ниже приводится технологическая инструкция на хо-
нингование гильзы цилиндров (табл. 29),
|
Содержание перехода Указания по выполнению
| 4. Ознакомиться с особенностями вида обработки | Уяснить схему и сущность про- цесса хонингования, точность по- лучаемых размеров и формы, ве- личину шероховатости поверхно- сти, область применения этого вида обработки при ремонте авто- мобилей, параметры режима об- работки и их влияние на качество и эффективность хонингования |
| 5. Определить припуск на хонинго- вание | Определить действительный раз- мер расточенного отверстия под поршень D. Установить ремонт- ный размер, под который следует хонинговать отверстие Dpp. Най- ти припуск на хонингование а X= Dрр–D, где Dpp — нижнее отклонение ремонтного размера отверстия под поршень, мм |
| 6. Спроектировать хо-нинговальную операцию |
|
Содержание перехода Указания по выполнению
|
| Содержание перехода | Указания по выполнению |
| 7. Установить гильзу цилиндра на столе станка | Гильзу цилиндра устанавли- вают в приспособление (без вы- верки), установочной базой слу- жит посадочная поверхность. За- крепить гильзу в приспособле- нии: а) с пневматическим приво- дом—ручка крана привода вверх хонингования б) с цанговым зажимом — повер- нуть гайку зажима по часовой стрелке до надежного прижатия гильзы. |
| 8. Подготовить дан- ные для наладки | Допустимая погрешность центровки 5 мм Определить величину пере- бега брусков за пределы отвер- стия l пер= 1/3 l бр. Из-за неправильно установ- ленной величины перебега бру- сков возникает повышенная по- грешность формы отверстия (ко- нусообразность, бочкообразность, седлообразность и др.). Рассчитать усилие пружины механизма разжима брусков (φ=10°–15°; θ=6°). Рассчитать длину рабочего хода шпиндельной бабки. Величину усилия сжатия пружины найти на шкале меха- низма разжима. Отыскать кулачки управле- |
|
Содержание перехода Указания по выполнению
11. Хонинговать гильзу цилиндра
|
Содержание перехода Указания по выполнению
| 12. Контроль опера- ции | Измерить диаметр обрабо- танного отверстия гильзы. Определить шероховатость поверхности отверстия (сравне- нием с эталоном) и величину по- грешностей размера и формы (∆размера; ∆ов; ∆кон). Результаты контроля размера, формы и шероховатости сопоста- вить с требованиями чертежа или РК. Сделать запись в отчет |
| 13. Организационно- техническое обслу- живание рабочего места | Привести в исходное поло- жение инструмент, деталь, доку- менты. Привести в порядок ста- нок, приспособления, инстру- мент. Подписать операционную карту-отчет. Рабочее место сдать дежурному |
| 14. Защита результа- тов работы и сдача отчета |
|
| Содержание перехода | Указания по выполнению |
| и требования ЕСТД в части, ка- сающейся операции |
Контрольные вопросы и задания.
1. В чем сущность процесса хонингования как вида обработки?
2. Как избежать искажения формы хонингуемого от-
верстия?
3. Как назначается режим резания при хонинговании?
4. Какова технология контроля хонингованной гильзы цилиндров?
5. Дайте характеристику хонинговальных брусков.
|
|
Дата добавления: 2014-12-25; Просмотров: 6357; Нарушение авторских прав?; Мы поможем в написании вашей работы!