КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Теоретическое введение
|
|
|
|
ИМПУЛЬСНАЯ ШОВНАЯ СВАРКА МЕТАЛЛОВ.
ЦЕЛЬ РАБОТЫ: изучение процесса лазерной импульсной шовной сварки металлов, отработка технологических режимов сварки однородных и разнородных металлов и проведение структурного анализа сварных соединений.
ПРИБОРЫ И ПРИНАДЛЕЖНОСТИ: лазерная технологическая установка «Квант-12», измеритель энергии ИКТ-1Н, осциллограф, металлографический микроскоп, шлифовальные и полировальные порошки, реактивы для травления.
Сплошной шов при импульсной лазерной сварке формируется путем наложения лазерных пятен друг на друга с перекрытием их на поверхности свариваемого материала. Для расчета скорости сварки вводится коэффициент перекрытия:
K=L/D (1)
где L- длина перекрытия сварных лазерных пятен, D- диаметр лазерного пятна. Геометрические характеристики шва при импульсной сварке лазерным пучком круглого сечения показаны на рис.1. Поскольку сварная точка при лазерной сварке имеет сферическую или коническую форму, то глубина шва h зависит от коэффициента перекрытия k. Выбор коэффициента перекрытия определяется необходимой минимальной глубиной проплавления, от которой, в свою очередь, зависит прочность и герметичность шва. Для обеспечения наибольшей прочности глубина шва должна быть близка к максимальной глубине проплавления, а коэффициент перекрытия ® к 1.
Скорость сварки при этом мала. Ее можно определить по формуле:
V=f×D(1-k) (2)
где f - частота следования импульсов лазера.
Основными требованиями при сварке материалов являются обеспечение герметичности и вакуумной плотности шва. Внешний вид сварного шва показан на рис.2. Значения глубины шва лежат в пределах 0,1 - 0,3 мм, коэффициента перекрытия 0,3-0,5.

Рис.2 Внешний вид сварного шва.
Рис.1 Схема образования и характеристики сварного шва.
h - глубина шва, H-максимальная глубина проплавления, a- ширина шва.
Для выполнения лабораторной работы используется лазерная технологическая установка “Квант-12”. Установка предназначена для шовной сварки однородных и разнородных металлов и сплавов сфокусированным излучением с длиной волны l=1,06 мкм. При сварке пар (мельхиор+ковар, ковар+ковар) глубина проплавления составляет 0,3 мм при скорости сварки 150 мм/мин.
Установка также позволяет сваривать детали из таких материалов, как никель, нержавеющая сталь, титан и др. В излучателе лазера использован активный элемент из алюмоиттриевого граната Г10-Н диаметром 6 мм и длиной 90 мм.
В качестве источника оптической накачки в установке используется импульсная ксеноновая лампа ИНП3-7х80А. Излучение лампы концентрируется на активном элементе при помощи осветительной камеры, выполненной в виде кварцевого цилиндра с серебреным покрытием.
Охлаждение лампы и активного элемента, а также фильтрация ультрафиолетового излучения осуществляется с помощью водного раствора К2CrО4 .Резонатор лазера образован двумя сферическими зеркалами. Источник питания импульсной лампы МТ-42 состоит из источника тока, выпрямителя и емкостного накопителя. Разряд емкостного накопителя на импульсную лампу с предварительно ионизированным газом происходит через разрядный коммутатор.
Управление осуществляется системой управления СУМ-10А. В качестве источника тока, обеспечивающего линейный заряд емкостного накопителя, использован индуктивно-емкостный преобразователь. Емкостный накопитель источника питания из четырех LС-звеньев обеспечивает получение прямоугольного импульса накачки. Для изменения длительности импульса часть конденсаторов емкостного накопителя может быть отключена. Лазер установки “Квант-12” позволяет получать импульсы с энергией излучения до 5 Дж. Максимальная частота повторения импульсов 20 Гц, максимальная средняя мощность излучения 30 Вт. Длительность лазерного импульса на уровне половины амплитуды составляет 1,5; 2; 2,5; 4 мс. Временная структура импульса характеризуется отсутствием пичков.
Расходимость излучения при средних значениях энергии составляет 20 мрад. Нестабильность энергии лазерного излучения не превышает 5%.
На рис.4 представлена оптическая схема установки.
Излучение лазера, выходя через зеркало резонатора 3 с коэффициентом пропускания 0,7, попадает в телескопическую систему, состоящую из короткофокусного компонента 5 и длиннофокусного 6. Телескопическая система уменьшает расходимость лазерного пучка. Интерференционное зеркало 7 направляет излучение в фокусирующий объектив 9 с фокусным расстоянием 50 или 100 мм. При помощи телескопической системы и объектива излучение лазера может быть сфокусировано в пятно диаметром от 0,25 до 1,2 мм.
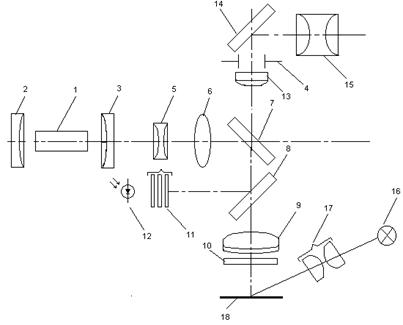
Рис.4 Оптическая схема лазерной установки “Квант-12”.
1- активный элемент; 2,3- зеркала резонатора; 4- затвор; 5,6- телескопическая система; 7-поворотное интерференционное зеркало; 8- плоскопараллельная пластина; 9- фокусирующий объектив; 10- защитное стекло; 11,12- система для измерения энергии излучения; 13- тубусная линза; 14- поворотное зеркало; 15-бинокулярная система; 16,17- система подсветки; 18- плоскость обработки.
Изменение диаметра пятна осуществляется ступенчато благодаря применению сменных короткофокусных компонентов телескопической системы или плавно путем перемещения длиннофокусного компонента.
Визуальная часть оптической системы кроме объектива включает тубусную линзу 13, поворотное зеркало 14 и бинокулярную систему 15. Для защиты зрения от излучения лазера и излучения плазменного факела, возникающего в зоне сварки, предусмотрен затвор 4. Работа затвора синхронизирована с подачей лазерных импульсов таким образом, что в момент импульса визуальная оптическая система оказывается перекрытой.
Установка “Квант-12” снабжена индикатором энергии излучения ИЭ-3. Для отвода части излучения на фотоприемник индикатора в оптическую систему введена плоскопараллельная стеклянная пластина 8. Установка содержит систему для подачи инертного газа в зону обработки с целью предотвращения окисления сварного шва и приспособление для перемещения деталей со скоростью до 300 мм/мин.
|
|
|
|
|
Дата добавления: 2014-12-26; Просмотров: 708; Нарушение авторских прав?; Мы поможем в написании вашей работы!