КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Охрана труда и вентиляция на участках для обработки стереотипов
|
|
|
|
1,7
После обработки)
11,2—11,5
(до обработки)
| Мощность электродвигателя, кВт |
| 9 5 1275Х760ХЮ90 |
Скорость вращения борштанги, об/мин Габаритные размеры, мм Масса, кг
Для обработки стереотипов на крупных газетных предприятиях применяют отделочные автоматы типа ОА.
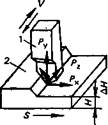
Строгание плоских стереотипов производят резцом, перемещающимся возвратно-поступательно относительно стереотипа, подаваемого в направлении, перпендикулярном движению резца.
|
Принципиальная схема процесса строгания показана на рис. 3.3. Стереотип 2 крепится на столе обычно подпружиненными валиками или шариками. Суппорт с резцом 1 в строгальных станках приводится в движение кривошипно-шатунным механизмом, стол — зубчато-реечной парой.
| Рис. 3.3. Схема строгания |
Точность и чистота обработки поверхности стереотипов по мере износа направляющих суппорта и стола выходят за пределы допусков, и, кроме того, сами стереотипы при обработке вследствие недостаточной жесткости значительно деформируются. Неточность обработки в строгальных станках обусловливается неравномерностью хода суппорта (по синусоидальному закону), ударами резца при рабочем ходе о кромку стереотипа и его повышенным износом. Наличие холостого хода, по длительности равного рабочему, снижает производительность станка. К достоинствам строгальных станков следует отнести простоту конструкции станка и инструмента и удобство переточки последнего.
Внутренняя расточка круглых стереотипов применяется для обработки по росту книжно-журнальных и гальваностереотипов. В этом случае обработка производится несколькими (2—4) резцами, вмонтированными в резцовый диск (рис. 3.4).
В станках, работающих по этому способу, стереотип крепится неподвижно в полуцилиндрическом корпусе, обращенном мыльной стороной кверху. Резцовая головка совершает сложное Движение: вращательное относительно горизонтальной оси и поступательное вдоль образующей стереотипа. Так работают станки отечественного производства типа СРК или МСК.
Стереотипы обрабатываются за один проход резцовой головки, причем для снижения сопротивления резанию резцы устанавливаются так, чтобы последовательно снималась небольшая часть припуска, т. е. каждый последующий резец устанавливается несколько глубже (на 0,05—0,1 мм) предыдущего.
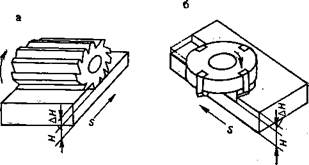
Для фрезерования плоских и круглых стереотипов служат цилиндрические и торцевее фрезы (рис. 3.5). Цилиндрические фрезы (рис. 3.5, а) работают сплошными или вставными резцами, расположенными по образующей фрезы, обычно под некоторым углом к горизонтали; торцевые — резцами, размещенными в торцевой части (рис. 3.5,6). В обоих случаях фреза представляет собой цилиндр с нарезанными на нем (или вставленными в него) резцами. Фреза вращается, а стол с плоским стереотипом или чаша с круглым стереотипом совершают соответственно поступательное или вращательное движение. Привод сто-
торой (~450 мм) больше ширины стереотипа, и фрезой с отно-сительно небольшим диаметром (^80—100 мм). В первом слу-чае производительность станка выше, поскольку стереотип мо-жет быть обработан полностью за один проход фрезы. Во втором случае стереотип обрабатывают за 4—5 проходов.
Из всех рассмотренных способов обработки предпочтение следует отдать торцевому фрезерованию как способу, в котором сочетаются высокая производительность процесса обработки с высокой точностью обработки при относительной простоте конструкции станка и инструмента.
|
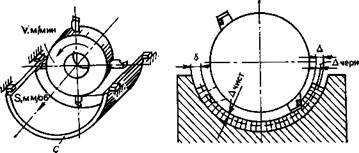
Рис. 3.4. Схема расточки (обточки)
ла обычно гидравлический или механический (винтовой, зубчато-реечный). Установку на требуемую глубину резания производят подъемом стола (размещенного на клиновых плоскостях) по индикатору или специально отградуированному лимбу. Стереотип чаще всего крепится подпружиненными валиками или упорными планками. Стружка удаляется вакуумным отсосом с помощью центробежного вентилятора. В зависимости от взаимодействия инструмента и стереотипа фрезерование бывает попутное, когда направление вращения фрезы совпадает с направлением движения стереотипа, и встречное, когда эти направления противоположны.
Как свидетельствуют исследования, более целесообразен способ попутного фрезерования, который обладает известными преимуществами по сравнению со способом встречного фрезерования.
Торцевое фрезерование (рис. 3.5, б), т. е. обработка стереотипов по росту торцевой фрезой с вертикально ориентированной осью шпинделя, находит все большее применение. Как уже укг-зывалось, возможны два вида обработки: фрезой, диаметр ко-
Рис. 3.5. Схемы процессов фрезерования: а — цилиндрического; б — торцевого
Для обработки плоских стереотипов по росту методом торцевого фрезерования на полиграфических предприятиях находят широкое применение специализированные вертикально-фрезерные станки типа МСП, МФП, МФУ-3 или СКП1М, СКП1Р, а также различные модели импортного оборудования.
3.2. Фрезерно-пробельные, фацетно-торцевые, разрезные и обрубные станки
Станки предназначены для углубления непечатающих (пробельных) участков в стереотипе, глубина которых зависит от площади пробела.
По принципу построения фрезерно-пробельные станки бывают двух видов:
станки, в которых фреза совершает вращательное движение, а изделие (стереотип или клише) перемещается в двух вза-
имно перпендикулярных направлениях в горизонтальной плоскости;
станки, в которых стереотип, закрепленный на столе, неподвижен, а фреза кроме вращательного совершает также поступательное движение в горизонтальной плоскости.
Обработка пробелов плоских стереотипов производится на станках, по конструкции аналогичных вертикально-фрезерному станку для обработки плоских стереотипов по росту. Привод стола для перемещения стереотипа в двух взаимно перпендикулярных направлениях в горизонтальной плоскости может осуществляться либо при помощи гидравлических устройств, либо с использованием механических систем.
Фацетно-торцевые станки предназначены для обработки фацетов и торцов плоских стереотипов и клише, а также торцов подставок под клише. Торцы стереотипов обрабатываются под углом 90°, а фацеты клише и цицерных стереотипов — соответственно под углами 15° и 45°.
Со стереотипов, гальваностереотипов и клише для монтажа в полноформатные формы или для крепления на фацетных досках и формных цилиндрах надо удалить литейные гузки (приливы). На круглых стереотипах гузки обрубаются на гильотинных обрубных станках с электроприводом.
Разрезают стереотипы дисковыми пилами (фрезами). При разрезке плоских стереотипов фрезы вращаются, а стереотип самостоятельно или вместе со столом подается под их зубья. При разрезке круглых стереотипов последние устанавливают на цилиндры с профрезерованными пазами для входа зубьев фрезы, а смонтированные на валу электродвигателя фрезы вращаются и перемещаются поступательно вдоль образующей стереотипа над тем или иным пазом опорного цилиндра.
Кроме разрезных станков применяются обрубные станки для обрубки клише, а также лобзиковые станки для вырезания отдельных участков клише тонкими ленточными пилами или долбежные и сверлильные станки для удаления дефектных участков клише и стереотипов с помощью долбяков и сверл.
3.3. Универсальные станки и агрегатированные авмотаты
Все однооперационные станки работают с высоким коэффициентом использования лишь на крупных предприятиях с большим объемом работ по изготовлению стереотипов. На средних и мелких предприятиях наличие всего комплекта операционных станков экономически не оправдано, так как они занимают большую производственную площадь, потребляют много 60
электроэнергии, а используются мало и большую часть времени простаивают.
Поэтому как в СССР, так и за рубежом выпускаются агрегатированные станки, на которых можно выполнять несколько технологических операций. В частности, для комплексной обработки плоских стереотипов выпускаются станки типа МФУ. На них можно выполнять сверление и фрезерование стереотипов, долбление (для замены дефектных участков клише), разрезку стереотипов на части, обработку их по росту, обработку фацетов и торцов. Кроме того, на станке имеется приспособление для заточки режущих инструментов.
Для механической обработки большого количества стереотипов и получения стабильного и хорошего качества в очень сжатые сроки (в часы «пик» выпуска газет) в крупных газетных типографиях используют автоматы, агрегатированные с литейными автоматами. Технологическая цепочка в этом случае состоит из литейной и отделочной секций, либо отделочный автомат используется для обслуживания 3—6 литейных автоматов, и в этом случае они связаны между собой транспортерами и работают в жестком циклическом режиме.
Отечественное машиностроение выпускает отделочные автоматы типа ОАМ, являющиеся в своем последовательном развитии результатом модернизации автоматов ОАС, 20АС и ЗОАС.
Каждый автомат состоит из двух подводящих транспортеров, двух фрезерных головок для снятия гузки, зачистки торцов по образующим, зачистки пробельного поля со стороны «хвоста» стереотипа, двух механизмов подачи стереотипов в расточные коробки, двух расточных устройств, в которых производится обработка стереотипов по росту и зачистка фацетов по дугам, поперечного транспортера, камеры охлаждения и привода.
В зависимости от числа автоматов типа ОГА, которые обслуживает отделочный автомат ОА, может изменяться длина обоих подводящих транспортеров, и в силу этого меняется цифровой индекс перед шифром этого автомата. Так, например, для работы с четырьмя автоматами типа ОГА выпускаются автоматы 40АМ и 50АМ, для работы с шестью — автоматы бОАМ и 70АМ. Четные цифры обозначают, что транспортер охлаждения направлен вправо, а нечетные — влево.
Для создания условий, обеспечивающих безопасность работы и снижение утомляемости рабочего-станочника, необходимо, чтобы:
все движущиеся части станков имели ограждения;
были устройства для защиты рабочего от стружки и абразивной пыли;
имелась рациональная система управления станком (автоматизация уп-
равления, правильное устройство и рациональное расположение органов управления, надежная фиксация рукояток управления и т. д.);
станки были снабжены тормозными устройствами (лучше автоматизированными);
промежутки между подвижными частями были не менее: 30 мм — в тех местах, куда может попасть палец рабочего; 120 мм — где может попасть рука; 350 мм — где есть опасность попадания головы или корпуса рабочего;
средний допустимый уровень шума не превышал 85 Дб;
было местное освещение зоны обработки стереотипа;
в конструкцию были введены ограничители хода, предохранители от чрезмерных напряжений, блокировочные устройства, сигнализация;
было надежное закрепление инструмента и обрабатываемого стереотипа;
была местная вентиляция.
Выделяющаяся в процессе работы станков пыль полидисперсна: при фрезеровании более мелкая, при разрезке, обработке фацетов, сверлении — крупная пыль и стружка. Обезопасить воздушную среду от попадания пыли только средствами вентиляции нельзя, поэтому работа на отделочных станках без защитных экранов и без оборудования станков стружкосборниками не допускается.
Повышенную опасность в отделочном отделении представляют собой отрезные и фрезерно-отделочные станки, к которым предъявляются те же требования, что и к металлорежущим станкам.
Отделочное оборудование должно иметь местные отсосы со скоростью движения воздуха во всасывающих патрубках пылеприемников не менее 16—20 м/с. Можно применять индивидуальные пылеулавливающие агрегаты, устанавливаемые вблизи станков, и централизованные установки. Во всех помещениях, где находится пыль свинца, рециркуляция не допускается. Общий коэффициент перехода в тепло при расчете тепловыделений рекомендуется принимать равным 0,25. Кратность воздухообмена должна быть не меньше 7 объемов в час.
|
|
|
|
|
Дата добавления: 2015-04-24; Просмотров: 345; Нарушение авторских прав?; Мы поможем в написании вашей работы!