КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Интервал проталкивания обжиговых вагонеток в печи, продолжительность обжига
|
|
|
|
| Время загрузки вагонетки в печь, час.-мин. | Количество загружаемых вагонеток в печь | ||||||||||||||||||||
| 0:00 | 0:00 | 0:00 | 0:00 | 0:00 | 0:00 | 0:00 | 0:00 | 0:00 | 0:00 | 0:00 | 0:00 | 0:00 | 0:00 | 0:00 | 0:00 | 0:00 | 0:00 | 0:00 | 0:00 | 0:00 | |
| 2:00 | 1:50 | 1:42 | 1:36 | 1:30 | 1:24 | 1:20 | 1:15 | 1:12 | 1:08 | 1:05 | 1:02 | 1:00 | 0:57 | 0:55 | 0:53 | 0:51 | 0:49 | 0:48 | 0:46 | 0:45 | |
| 4:00 | 3:41 | 3:25 | 3:12 | 3:00 | 2:49 | 2:40 | 2:31 | 2:24 | 2:17 | 2:10 | 2:05 | 2:00 | 1:55 | 1:50 | 1:46 | 1:42 | 1:39 | 1:36 | 1:33 | 1:30 | |
| 6:00 | 5:32 | 5:08 | 4:48 | 4:30 | 4:14 | 4:00 | 3:47 | 3:36 | 3:25 | 3:16 | 3:07 | 3:00 | 2:52 | 2:46 | 2:40 | 2:34 | 2:28 | 2:24 | 2:19 | 2:15 | |
| 8:00 | 7:23 | 6:51 | 6:24 | 6:00 | 5:38 | 5:20 | 5:03 | 4:48 | 4:34 | 4:21 | 4:10 | 4:00 | 3:50 | 3:41 | 3:33 | 3:25 | 3:18 | 3:12 | 3:06 | 3:00 | |
| 10:00 | 9:13 | 8:34 | 8:00 | 7:30 | 7:03 | 6:40 | 6:18 | 6:00 | 5:42 | 5:27 | 5:13 | 5:00 | 4:48 | 4:36 | 4:26 | 4:17 | 4:08 | 4:00 | 3:52 | 3:45 | |
| 12:00 | 11:04 | 10:17 | 9:36 | 9:00 | 8:28 | 8:00 | 7:34 | 7:12 | 6:51 | 6:32 | 6:15 | 6:00 | 5:45 | 5:32 | 5:20 | 5:08 | 4:57 | 4:48 | 4:39 | 4:30 | |
| 14:00 | 12:55 | 11:59 | 11:12 | 10:30 | 9:52 | 9:20 | 8:50 | 8:24 | 8:00 | 7:38 | 7:18 | 7:00 | 6:43 | 6:27 | 6:13 | 6:00 | 5:47 | 5:36 | 5:25 | 5:15 | |
| 16:00 | 14:46 | 13:42 | 12:48 | 12:00 | 11:17 | 10:40 | 10:06 | 9:36 | 9:08 | 8:43 | 8:20 | 8:00 | 7:40 | 7:23 | 7:06 | 6:51 | 6:37 | 6:24 | 6:12 | 6:00 | |
| 18:00 | 16:36 | 15:25 | 14:24 | 13:30 | 12:42 | 12:00 | 11:22 | 10:48 | 10:17 | 9:49 | 9:23 | 9:00 | 8:38 | 8:18 | 8:00 | 7:42 | 7:26 | 7:12 | 6:58 | 6:45 | |
| 20:00 | 18:27 | 17:08 | 16:00 | 15:00 | 14:07 | 13:20 | 12:37 | 12:00 | 11:25 | 10:54 | 10:26 | 10:00 | 9:36 | 9:13 | 8:53 | 8:34 | 8:16 | 8:00 | 7:45 | 7:30 | |
| 22:00 | 20:18 | 18:51 | 17:36 | 16:30 | 15:31 | 14:40 | 13:53 | 13:12 | 12:34 | 11:59 | 11:28 | 11:00 | 10:33 | 10:09 | 9:46 | 9:25 | 9:06 | 8:48 | 8:31 | 8:15 | |
| 22:09 | 20:34 | 19:12 | 18:00 | 16:56 | 16:00 | 15:09 | 14:24 | 13:42 | 13:05 | 12:31 | 12:00 | 11:31 | 11:04 | 10:40 | 10:17 | 9:55 | 9:36 | 9:18 | 9:00 | ||
| 22:17 | 20:48 | 19:30 | 18:21 | 17:20 | 16:25 | 15:36 | 14:51 | 14:10 | 13:33 | 13:00 | 12:28 | 11:59 | 11:33 | 11:08 | 10:45 | 10:24 | 10:04 | 9:45 | |||
| 22:24 | 21:00 | 19:45 | 18:40 | 17:40 | 16:48 | 16:00 | 15:16 | 14:36 | 14:00 | 13:26 | 12:55 | 12:26 | 12:00 | 11:35 | 11:12 | 10:51 | 10:30 | ||||
| 22:30 | 21:10 | 20:00 | 18:56 | 18:00 | 17:08 | 16:21 | 15:39 | 15:00 | 14:24 | 13:50 | 13:20 | 12:51 | 12:24 | 12:00 | 11:37 | 11:15 | |||||
| 22:35 | 21:20 | 20:12 | 19:12 | 18:17 | 17:27 | 16:41 | 16:00 | 15:21 | 14:46 | 14:13 | 13:42 | 13:14 | 12:48 | 12:24 | 12:00 | ||||||
| 22:40 | 21:28 | 20:24 | 19:25 | 18:32 | 17:44 | 17:00 | 16:19 | 15:41 | 15:06 | 14:34 | 14:04 | 13:36 | 13:10 | 12:45 | |||||||
| 22:44 | 21:36 | 20:34 | 19:38 | 18:46 | 18:00 | 17:16 | 16:36 | 16:00 | 15:25 | 14:53 | 14:24 | 13:57 | 13:30 | ||||||||
| 22:48 | 21:42 | 20:43 | 19:49 | 19:00 | 18:14 | 17:32 | 16:53 | 16:17 | 15:43 | 15:12 | 14:43 | 14:15 | |||||||||
| 22:51 | 21:49 | 20:52 | 20:00 | 19:12 | 18:27 | 17:46 | 17:08 | 16:33 | 16:00 | 15:30 | 15:00 | ||||||||||
| 22:54 | 21:54 | 21:00 | 20:09 | 19:23 | 18:40 | 18:00 | 17:22 | 16:48 | 16:16 | 15:45 | |||||||||||
| 22:57 | 22:00 | 21:07 | 20:18 | 19:33 | 18:51 | 18:12 | 17:36 | 17:03 | 16:30 | ||||||||||||
| 23:00 | 22:04 | 21:13 | 20:26 | 19:42 | 19:01 | 18:24 | 17:49 | 17:15 | |||||||||||||
| 23:02 | 22:09 | 21:20 | 20:34 | 19:51 | 19:12 | 18:36 | 18:00 | ||||||||||||||
| 23:04 | 22:13 | 21:25 | 20:41 | 20:00 | 19:22 | 18:45 | |||||||||||||||
| 23:06 | 22:17 | 21:30 | 20:48 | 20:09 | 19:30 | ||||||||||||||||
| 23:08 | 22:20 | 21:36 | 20:55 | 20:15 | |||||||||||||||||
| 23:10 | 22:24 | 21:42 | 21:00 | ||||||||||||||||||
| 23:12 | 22:28 | 21:45 | |||||||||||||||||||
| 23:14 | 22:30 | ||||||||||||||||||||
| 23:15 | |||||||||||||||||||||
| Интервал про-талкивания, мин | |||||||||||||||||||||
| Продолжитель-ность обжига кирпича | 72 часа | 66 часов 28 минут | 61 час 43 минуты | 57 часов 36 минут | 54 часа | 50 часов 49 минут | 48 часов | 45 часов 28 минут | 43 часа 12 минут | 41 час 9 минут | 39 часов 16 минут | 37 часов 34 минуты | 36 часов | 34 часа 34 минуты | 33 часа 14 минут | 32 часа | 30 часов 51 минута | 29 часов 48 минут | 28 часов 48 минут | 27 часов 52 минуты | 27 часов |
Приложение Б1
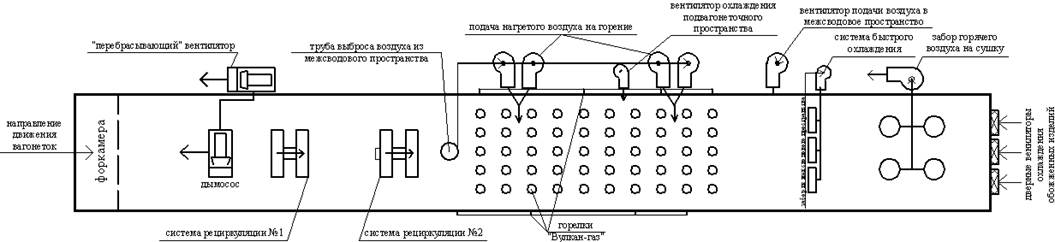
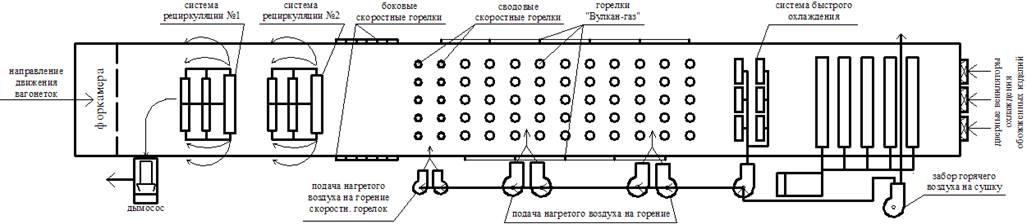
Принципиальная схема печи № 1
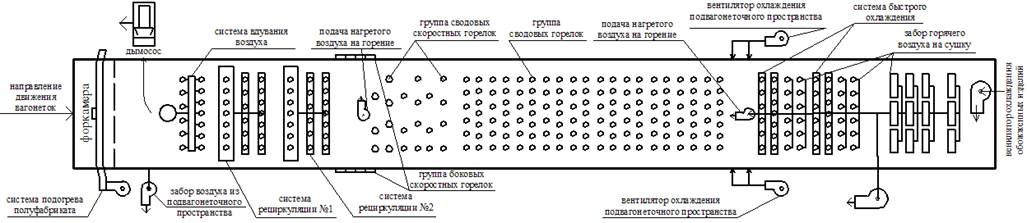
Принципиальная схема печи № 2
Приложение Б2
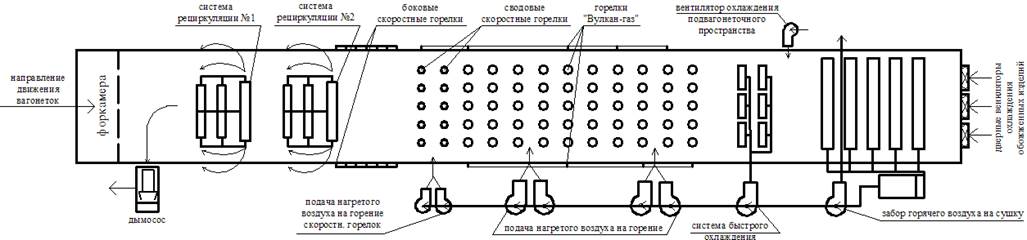
Принципиальная схема печи № 3
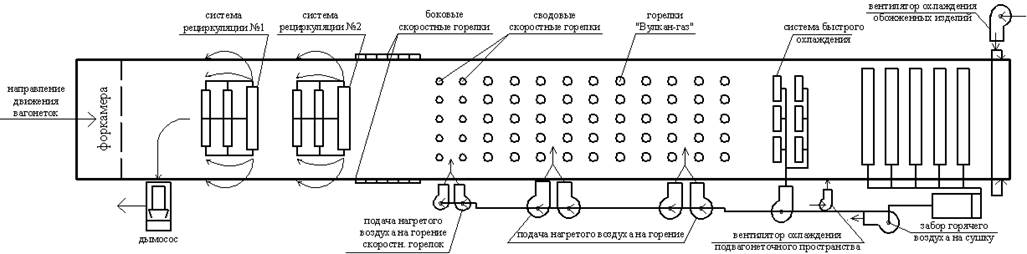
Принципиальная схема печи № 4
Приложение Б3
Принципиальная схема печи № 5
[1] При этом не допустим рез сырца с отклонением по толщине друг от друга более 1 мм
[2] Количество консольных вагонеток на одном пути, шт. – 37.
[3] Количество консольных вагонеток на одном пути, шт. – 37.
[4] – для блоков сушилок №№ 2, 3. В блок туннельной сушилки № 1 подается теплоноситель, получаемый от водо-воздушного теплообменника ГПА, который является сезонным источником (теплообменник во время отопительного сезона не задействован).
[5]В случае возникновения сомнений по правильности форм и размеров изделий необходимо обратиться к мастеру и (или) инженеру по качеству
[6]В зависимости от конструктивных особенностей печей (эксплуатационного состояния свода) количество рядов фактически может отличаться от номинального. Тогда при садке на вагонетку 26 рядов одинарного полнотелого кирпича количество штук кирпича на вагонетке – 4160; при садке 26 рядов одинарного пустотелого кирпича количество штук кирпича на вагонетке – 4992.
[7]Снятые с каждой рамки, состоящие из 10 шт. кирпича одинарного – при заполнении вагонеток на формовочной линии № 4, из 11 шт. кирпича одинарного – при заполнении вагонеток на формовочных линиях №№ 2; 3; из 9 шт. кирпича утолщенного – при заполнении вагонеток на формовочной линии № 3
[8]Две группы, в каждой 4×20 шт. кирпича одинарного – при заполнении вагонеток на формовочной линии № 4, либо 4×22 шт. кирпича одинарного – при заполнении вагонеток на формовочных линиях №№ 2; 3, либо 4×18 шт. кирпича утолщенного – при заполнении вагонеток на формовочной линии № 3
[9] Один пакет состоит из 20 (15) рядов по высоте одинарного (утолщенного) кирпича – для обжига в печи № 4 либо 27 (20) рядов одинарного (утолщенного) кирпича – для обжига в печах №№ 1; 2; 3; 5; в ряду 4×5 шт. изделий, уложенных на плашок
[10]В зависимости от конструктивных особенностей печей (эксплуатационного состояния свода) количество рядов фактически может отличаться от номинального: 26 рядов вместо 27, 14 рядов вместо 15 и т.д. (при садке на вагонетку 14 рядов утолщенного кирпича, количество штук кирпича на вагонетке натурального / условного: 4032 / 5443 – с автоматов-садчиков №№ 3, 5; при садке 26 рядов одинарного кирпича, количество штук кирпича на вагонетке: 4160).
|
|
|
|
|
Дата добавления: 2015-04-24; Просмотров: 920; Нарушение авторских прав?; Мы поможем в написании вашей работы!