КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Определение формы и размеров заготовки, выбор оптимального размера стандартного листа, обеспечивающего максимальный коэффициент использования материала (КИМ)
|
|
|
|
Выбор заготовки для изготовления штампованной детали и схемы штампа
ТЕХНОЛОГИЧЕСКИЙ РАЗДЕЛ
На рисунке 2.1 представлен эскиз детали (накладки) со всеми необходимыми размерами.
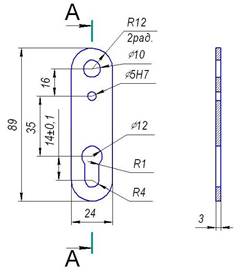
Рисунок 2.1. Деталь
Материал 25ХГСА (ГОСТ 11259-76) конструкционная легированная сталь, которая применяется для ответственных деталей: сварных и штамповочных; также применяется в улучшенном состоянии: ходовые винты, оси, валы, червяки и другие.
Химические состав, механические и физические свойства представлены, см. рисунок 2.2, таблица 2.1, 2.2.
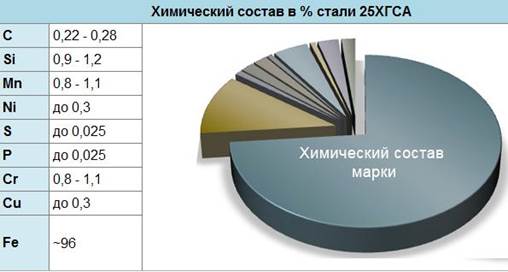
Рисунок 2.2 – Химический состав сплава 25ХГСА в %
Таблица 2.1 – Физические свойства сплава 25ХГСА при t=600˚
| E 10- 5 (МПа) | a 10 6 (1/Град) | l (Вт/(м·град)) | ρ (кг/м3) | C (Дж/(кг·град)) |
| 1.63 | 14.4 |
Таблица 2.2 – Механические свойства стали 25ХГСА при t=600o
| Прокат | σ0,2 (МПа) | ψ % | δ5,(%) | σв, (МПа) | KCU (кДж /м2) | HRCэ |
| Лист |
Краткие обозначения:
σв - временное сопротивление разрыву (предел прочности при растяжении).
σ0,2 - предел текучести условный.
δ5 - относительное удлинение после разрыва.
E - модуль упругости нормальный.
l - коэффициент теплопроводности (теплоемкость материала.
C - удельная теплоемкость материала.
а - коэффициент температурного (линейного) расширения.
ρ - плотность
ψ - относительное сужение, %
KCU - ударная вязкость.
HRCэ - твердость по Роквеллу, шкала С
Технологические процессы холодной штамповки могут быть наиболее рациональными лишь при условии создания технологичной конструкции или формы детали, допускающей наиболее простое и экономическое изготовления.
Основными показателями технологичности листовой штамповки являются:
1. Наименьший расход материала.
2. Наименьшее количество и трудоемкость операций.
3. Отсутствие последующей механической отработки.
4. Наименьшее количество оснастки при сокращении затрат и сроков подготовки производства.
5. Увеличение производительности отдельных операций и цеха в целом.
6. Наименьшая себестоимость штампуемых деталей.
Основные технологические требования к конструкции плоских деталей, полученных вырубкой и пробивкой:
1. Наименьшие размеры пробиваемого отверстия для стали, штампуемой обычной пробивкой свободным пуансоном составляет 1,3S, где S-толщина детали.
2. Наименьшие расстояния от края отверстия до прямолинейного наружного контура должно быть не менее S для круглых отверстий и не менее 1,5S, если края отверстий параллельны друг другу.
3. Необходимо избегать сложных конфигураций с узкими и длинными вырезами контура или очень узкими прорезями.
4. При применении цельных матриц сопряжения в углах внутреннего контура необходимо выполнить с радиусом закручивания  .
.
Требование №3 для данной детали выполняется, контур состоит из длинных прямолинейных и закругленных участков и не имеет узких и длинных вырезов;
Все требование выполняется, поэтому можно сказать, что деталь технологична.
Для определения размеров заготовки необходимо знать размеры перемычек, которые при штамповке детали из полос необходимы для обеспечения прочности и жесткости.
Схему раскроя выбираем из условия рационального использования материала.
В данном случае однорядный тип ручной подаче величины перемычек:
a=3.2, b=2.5.
Рассмотрим листы следующих размеров ГОСТ 11268-76:
1250х2000; 1250х2500.
Определим шаг штамповки Р:

Рассмотрим лист 1250х2000
Рассмотрим два возможных варианта расположения полос на листе.
На листе вмещается:
 ,
,  ,
,
где  -количество полос;
-количество полос;
 - количество заготовок в 1 полосе;
- количество заготовок в 1 полосе;
B- ширина листа; b- ширина полосы;
L- длина листа;
P- шаг штамповки.
Вариант 1:
 штук;
штук;  полос.
полос.
И того на листе:
 деталей.
деталей.
Коэффициент используемости материала:

где, 
Площадь S - была определена в системе КОМПАС.
Вариант 2:
 штук;
штук;  полос.
полос.
И того на листе:
 деталей.
деталей.
Коэффициент используемости материала:

Полученные расположения полос на листах показаны на рисунке 2.3.
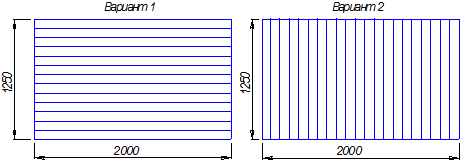
Рисунок 2.3 - Расположение полос на листах 1250х2000
Рассмотрим лист 1250х2500
Вариант 1:
 штук; полос.
штук; полос.
И того на листе:
 деталей.
деталей.
Коэффициент используемости материала:

Вариант 2:
 штук;
штук;  полос.
полос.
И того на листе:
 деталей.
деталей.
Коэффициент используемости материала:

Полученные расположения полос на листах показаны на рисунке 2.4.
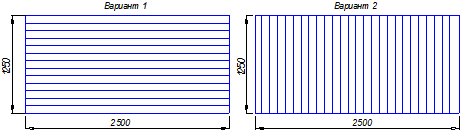
Рисунок 2.4 - Расположение полос на листах 1250х2500
Следовательно, выбираем лист 1250х2500 с вертикальным раскроем листа, так как КИМ у него выше, чем у предыдущих трех и равен 0,689. Количество деталей при таком раскрое составит 1222 штук.
|
|
|
|
|
Дата добавления: 2015-04-24; Просмотров: 899; Нарушение авторских прав?; Мы поможем в написании вашей работы!