КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Технология сборки штампа
|
|
|
|
Выбор пресса и его технические характеристики
Наиболее распространенные в штамповочном производстве являются приводные механические прессы, которые по способу воздействия на штампуемый материал разделяются на: кривошипные и винтовые.
К выбираемому прессу предъявляют следующие основные требования:
1. мощность пресса должна быть достаточной для выполнения работы, необходимой для данной операции;
2. пресс должен обладать достаточной жесткостью (малой упругой деформацией), а для разделительных операций — также повышенной точностью направляющих;
3. габаритные размеры стола и ползуна пресса должны давать возможность установки и закрепления штампов и подачу заготовок, а отверстие в столе пресса – позволять свободное проваливание штампуемых деталей;
4. число ходов пресса должно обеспечивать достаточно высокую производительность штамповки;
5. в зависимости от рода работы должно быть предусмотрено наличие специальных устройств и приспособлений (буфера, выталкиватели, механизмы подачи и т. п.);
6. удобство и безопасность обслуживания пресса должны соответствовать требованиям техники безопасности.
7. главное, чтобы нужное усилие штамповки должно быть меньше или равно номинальному усилию, развиваемому прессом: закрытая и открытая высота.
Для выбора пресса в дерево проекта добавляем узел «Выбор пресса» и нажимаем кнопку «проектирование Выбор пресса». Появляется информация о рассчитанном усилии пресса, габаритах блока и закрытой высоте штампа. По усилию пресса и габаритам рабочей зоны выбираем из таблицы подходящий пресс. Таким прессом является пресс однокривошипный открытый простого действия, модель пресса К117А (таблица 2.3).
Таблица 2.3 -Характеристики пресса
| Усилие, кН | |
| Габариты мм | 840х560 |
| Максимальный ход пресса | |
| Размер стола, мм | 360х240 |
| Диаметр отверстия под хвостовик, мм | |
| Максимальная закрытая высота, мм |
Данный штамп состоит из стандартного блока. Нижняя часть штампа состоит из нижней плиты(5), матрицы(1), планок(2,3) и съёмника(12). Верхняя часть состоит из верхней плиты(4), плитки прокладки(6) и (11). Все элементы штампа соединены крепежными деталями: винты (13,14) и штифты (16,17). Ход штампа сопровождается движение верхней рабочей части по колонкам(20,21)-втулкам(18,19). Пуансонодержатель служит для крепления пуансонов(7,8,9,10). Он крепиться к верхней части плиты при помощи винтов, что предотвращает смещение пуансонов. Отверстия для запрессовки пуансонов, должно быть строго перпендикулярно к опорной плоскости пуансонодержателя. Съёмник предназначен для снятия деталей и отходов пуансонов.
Работа штампа. Пуансоны находятся вверху. Заранее отрезанная от листа полоса подается справа налево между направляющими планками (2,3) и съёмником на плоскость матрицы до первого разового упора(24). Штамп совершает рабочий ход, осуществляя пробивку отверстий пуансоном (8,9,10). После этой операции упор(24) убирают и в дальнейшем не используют. Верхний блок поднимается вверх (холостой ход штампа) и во время этого процесса, полоса, снятая с пуансонов и семиком, подается до постоянного упора (23), который задает шаг штамповки. Рабочий ход аналогичен ходу, описанного в предыдущем абзаце.
Во время рабочего и холостого направления движения полосы задается направляющими планками. Снятие полосы с пуансонов обеспечивается съёмником. Схема штампа показана на рисунке 2.13
Порядок сборки штампа (чертёж К104.ВРБ.144.15.00.СБ).
1. Запрессовать направляющие колонки в нижнюю плиту. 2. Запрессовать втулки в верхнюю плиту и запрессовать хвостовик в верхнюю плиту штампа, закрепить штифтом.
3. Запрессовать постоянный упор в матрицу.
4. Запрессовать пуансоны в пуансонодержатель, после чего шлифовать верхнюю плоскость пуансонодержателя. 5. Установить стальную плитку прокладку и пуансонодержатель на верхнюю плиту и зафиксировать винтами. 6. Рассверлить отверстия и запрессовать штифты в верхнюю плиту. 7. Установить матрицу на нижнюю плиту. 8. Установить в направляющую планку упор временный боковой и пружину. 9. Установить направляющие планки и съемник на матрицу и закрепить с нижней плитой винтами.
10. Надеть верхнюю половину штампа на нижнюю половину. 11. Рассверлить отверстия под штифты в нижней части штампа, закрепленной струбцинами и запрессовать штифты в нижнюю часть штампа. 12. Снять струбцины.
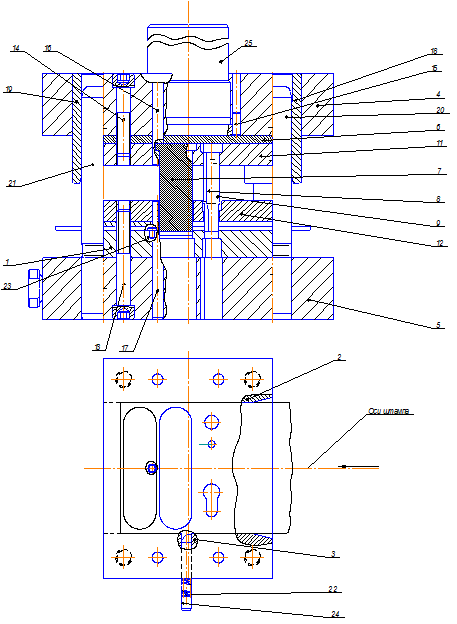
Рисунок 2.13 – Схема штампа
1 – матрица; 2,3 – планки; 4 - верхняя плита; 5- нижняя плита; 6 - плитка прокладка; 7,8,9,10 – пуансоны; 11 – пуансонодержатель; 12 – съёмник;
13,14,15 - винты; 16,17 – штифты; 18,19 – втулки; 20,21 –колонки; 23 - упор; 25 – хвостовик
|
|
|
|
|
Дата добавления: 2015-04-24; Просмотров: 2058; Нарушение авторских прав?; Мы поможем в написании вашей работы!