КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Билет №2. Физический процесс установки заготовки в приспособление станка или другого оборудования с требуемой точностью получил название установки Этот процесс
|
|
|
|
Физический процесс установки заготовки в приспособление станка или другого оборудования с требуемой точностью получил название установки Этот процесс включается в операцию как один из ее переходов.
Проходом называется однократное относительное движение режущего инструмента и обрабатываемой детали, в результате которого с поверхности снимается один слой материала.
Основными технологическими элементами, из которых формируется операция, являются переходы Переход предоставляет собой законченный процесс получения каждой новой поверхности или сочетания поверхностей детали при обработке одним режущим инструментом.
Законченную часть технологического процесса, выполненную на одном рабочем месте, называют операцией. Операции называют по оборудованию на котором выполняются Токарная, фрезерная. Сверлильная и т.д.)
Для выполнения технологического процесса должно быть оборудовано рабочее место. Рабочее место представляет собой часть объема цеха, предназначенного для выполнения работы одним рабочим или группой рабочих, в котором размешено технологическое оборудование, инструмент, приспособления, стеллажи и т.д.
Технологический процесс обычно делится на несколько частей: по физическим и экономическим причинам.
Отдельные части технологического процесса приходится делить на рабочие приёмы и элементы приёмов. Рабочим приёмом принято назвать часть перехода, состоящего из нескольких законченных действий работающего, направленных на выполнение какой-либо части перехода (закрепление детали, включение станка, подвод инструмента, соединение двух деталей, завертывание гайки...).
Элементом приёма принято называть элементарную часть приема (Взять кольцо, смазать, взять ключ).
Разработка технологического процесса изготовления детали представляет собой решение сложной комплексной задачи. Требуется найти оптимальный для данного производства вариант перехода от полуфабриката, предоставляемого металлургической промышленностью, к готовой детали, отвечающей всем требованиям ее служебного назначения.
Особенно большое внимание уделяется чистовым и отделочным технологическим методам обработки, объем которых в общей трудоемкости обработки деталей непрерывно возрастает. Наряду с механической обработкой широко применяют методы обработки пластическим деформированием без снятия стружки, с использованием химической, электрической, световой, лучевой и других видов энергий. Весьма прогрессивными является комбинированные методы обработки, которые в отдельных случаях обеспечивают получение деталей машин высокого качества.
Условная классификация современных технологических методов обработки, которые наиболее широко применяются в промышленности, приведена на схеме.
Практически перед технологом всегда возникает задача разработки технологического процесса изготовления конкретной детали. Поэтому рассмотрим процесс технологического получения заготовок применительно к типовым деталям машиностроения..
Технологические методы обработки заготовок:
1. Механическ и е:
· Слесарная (отпиливание, разрезание, рубка, шабрения, притирка),
· Пластическим деформированием (обкатывание, раскатывание, калибрование, выглаживание, накатывание, дробеструйная, ротационная)
· Резанием:
·Точение (обтачивание, растачивание, подрезание, разрезание),
·Сверление (рассверливание, зенкерование, зенкование, развертывание, целование)
·Строгание (долбление),
·Фрезерование,
·Протягивание (прошивание),
·Шлифование,
·Отделочные (полировка, доводка, притирка, хонингование, шевингование, алмазно-жидкостная),
2. Комбинированные:
· Электрообразивная,
· Электроалмазная,
· Электрохимическое хонингование,
3. Электрофизические и электрохимические:
· Электроэрозионная(электроискровая, электроимпульсная, электроконтактная),
· Электрохимическая (Электрохимическая, анодомеханическая,),
· Химическая (химическая, химикомеханическая)
· Импульсно-механическая (ультразвуковая, электрогидравлическая),
· Лучевая (светолучевая, электронно-лучевая),
· Плазменная,
· Взрывная.
Классификация металлообрабатывающих станков.
1. Токарные (специализированные, одношпиндельные, многошпиндельные, револьверные, карусельные),
2. Сверлильные (вертикально сверлильные, одношпиндельные, многошпиндельные, горизонтально сверлильные, радиально сверлильные),
3. Шлифовальные (кругошлифовальные, внутришлифовальные, плоскошлифовальные, притирочные, полировочные),
4. Комбинированные.
5. Зубо- и резьбообрабатывающие (резьбонарезные, зубосторогальные)
6. Фрезерные (вертикально-консольные, горизонтально-консольные)
7. Строгальные, долбежные, протяжные (одностоечные, двухстоечные)
8. Разрезные (резцом, абразивным кругом, гладким диском)
9. Разные.(балансировочные).
По универсальности:
· Универсальные,
· Широкого назначения,
· Специализированные,
· Специальные,
По точности изготовления:
· Нормальной точности,
· Высокой точности,
По степени механизации:
· С ручным управлением,
· Полуавтоматы,
· Автоматы,
· С ЧПУ.
Билет №3 Абразивом называются тела, имеющие вид зерен с острыми гранями и служащие для обработки твердых тел путём срезания с них мелкой стружки (царапанием или истиранием). Твердость абразива должна быть больше твёрдости обрабатываемого материала и иметь острие кромки.
Процесс абразивной обработки с преобладанием царапающего действия называется шлифованием, истирающего - полированием.
Абразивные материалы делятся на естественные и искусственные. Естественные -алмаз, корунд Al2O3-95%; наждак Al2O3-25%; кварцевый песок. В промышленности используются главным образом искусственный материал: электрокорунд Al2O3 (Э и ЭБ), карборунд SiC (КЧ и КЗ), карбид бора В4С и синтетические алмазы СА, монокорунд (М), электрокорунд хромистый ЭХ, злектрокорунд титанистый ЭТ.
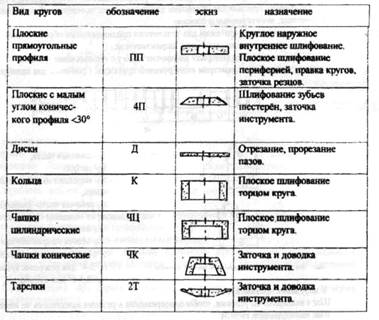
При изготовлении инструмента зерна скрепляют друг с другом цементирующим веществом. - связками. Основные виды инструментов шлифовальные круги, сегменты, головки, бруски, шкурки.Абразивные инструменты характеризуются материалом зерен, зернистостью, связкой, структурой, твердостью, формой и размерами Алмазные инструменты, крометого, характеризуются концентрацией алмазных зёрен.
|
Зернистость характеризует размеры зёрен инструмента: шлифзерно от №200 до №16, зерна от 2000 до 160 мкм, шлифпорошки от№12 до №З, зерна от 125 до 28 мкм
№М40 до№5,зерта от 40 до 3 мх, Алмазные порошки от А50 (630-500мк:) до АМ-1- с зерном менее 1 мкм. Связки для кругов из электрокорунда и карбида кремния применяют органические и неорганические. Органические - вулканитовая (В) и бакелитовая (Б); неорганические -керамическая (К).
Твердость характеризуется величиной силы, с которой связки удерживают абразивные зерна. Шкала твердости абразивного инструмента: Мягкий М, подразделяется Ml,M2,M3 Среднемягкий СМСМ1,СМ2Средний С С1,С2Среднетвердый СТ СТ1,СТ2,СТЗТвердый ТТ1,Т2Весьма твердыйВТBT1,BT2Чрезвычайно твердый ЧТ ЧТ1,ЧТ2
Условное обозначение располагают в определенной последовательности: абразивный материал и его марка, номер зернистости, степень твердости, номер структуры и вид связки.
Испытание и балансировка кругов.
Перед установкой круги контролируют простукиванием. Каждый круг испытывают на специальных станках при вращении со скоростью в 1,5 раза превышающей на маркировке. Масса круга должна быть распределена равномерно относительно оси вращения. Вибрации. Круги, устанавливаемые во фланцах должны быть отбалансированы. Статическая балансировка - круг вместе с фланцем монтируют на балансировочной оправке. Правят и опять балансируют. Проводится также динамическая балансировка.
Износ и правка В процессе шлифования режущие свойства кругов изменяются. Абразивные зерна изнашиваются, затупляются, частично раскалываются, заполняются шлифованными
отходами. Возрастает сила резания. Крут изменяет форму, точность обработки снижается. Правильно выбранный круг самозатачивается. Увеличивающаяся из-за износа круга сила резания вырывает из связки круга затупившиеся зерна, остальные обнажаются и оказываются на поверхности. Полностью самозатачивание кругов не происходит.
Правильно выбранной связке придается большое значение. Если связка слабо удерживает зёрна, то они будут удаляться раньше, чем затупятся и произойдет "осыпание" При чрезмерно прочном удержании зерна сильно затупляются, на рабочей поверхности образуется зеркальный блеск Происходит засаливание круга. Для восстановления режущих свойств кругов их правят. Удаляют затупившиеся зерна и восстанавливают геометрию. Правят алмазным кристаллом, алмазным карандашом, шлиф, кругами большей твердости, шарошками. Правка осуществляется обтачиванием, обкатыванием, шлифованием.
Шлифование различают: круглое, плоское, внутреннее, бесцентровое.
|
|
|
|
|
Дата добавления: 2015-04-24; Просмотров: 444; Нарушение авторских прав?; Мы поможем в написании вашей работы!