КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Билет №4. Классификация деталей машин: 1)Корпусные детали;2) Валы;3) Зубчатые колеса;4)Детали типа рычагов, вилок
|
|
|
|
Классификация деталей машин: 1)Корпусные детали;2) Валы;3) Зубчатые колеса;4)Детали типа рычагов, вилок, профильных стержней;5) Мелкие и крепежные детали.
Корпусные детали отличаются большим разнообразием конструктивных форм, размеров, веса и материалов используемых для их изготовления. В настоящее время наиболее распространенными технологическими процессами изготовления корпусных деталей являются литье, резка-гибка, сварка, штампо-сварка и литьё-сварка.
Заготовки корпусных деталей, при больших габаритных размерах и наиболее сложных конструктивных форм, получают при помощи литья. Литьё в песчаные формы или керамические. Примеры: станины, траверсы, корпуса редукторов, турбин.
Заготовки крупных размеров получают путём деления на простые части, получаемые методом литья с последующей сваркой.
Заготовки после сварки требуют отжига для снятия остаточных напряжений, образующихся при сварке Без отжига сварные детали теряют точность, что сказывается
на увеличении себестоимости изготовления и эксплуатации. Широко применяется, где литье целиком трудновыполнимо, требует много времени и связано с риском получения неисправимого брака.
Для изготовлениямелких литых корпусов применяют литье в кокиль, под давлением Точность размеров и форм 0,02 - 0,04мм. Механическая обработка сокращается на 80 85%.
Для изготовления заготовок средних размеров используют штамповку, сварку, резку, гибку. Отдельные части изготовляются из листового, ленточного, сортового или профильного материала. Пример, задний мост автомобиля:
Преимущества: полное использование свойств материала, вследствие чего меньше масса деталей и отходов, незначительный цикл изготовления по сравнению с литьем. Выгоден в массовом производстве. Корпуса автомашин.
Заготовки валов. Подавляющее большинство валов изготавливают из стали. Использование в качестве заготовки крупного проката экономично только для изготовления гладких и ступенчатых валов с небольшой разницей в размерах шеек. Меньше уход в стружку.
Заготовки для многоступенчатых и коленчатых валов получают при помощи свободной ковки под ковочными молотками и прессами Более приближенные к деталям заготовки получают штамповкой в многоручьевых штампах. Секционная штамповка-коленвал 2,5- 3т.
Для изготовления значительной части валов небольших габаритных размеров применяют горизонтально-ковочные машины. Заготовка - прокат. Штамп из двух половин и пуансон, совершающий возвратно-поступательные движения.Кроме того, валы получают методом поперечно-винтовой прокатки.Высокая производительность Автоматизация.
Может применяться литьё центробежное, сварка в стык. Материалы - чугун, сталь, бронза, алюминий.. Шейки из легированной стали.
Заготовки зубчатых колёс. Изготовляют из стали, реже - чугуна, цветных сплавов, пластмасс.
При диаметре 60 - 20мм - из прутка. Трудоемкость ниже, чем из штамповок.
При больших диаметрах - свободная ковка, штамповка в подкладных штампах, открытых и закрытых штампах, на ковочных молотах и прессах, на горизонтально-ковочных машинах.
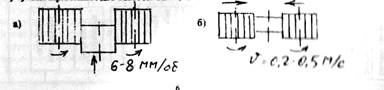
Для сокращения расхода металла на изготовление зубчатых колес применяют накатку зубьев. Применяют два способа: Рис.2, а,б
|
Экономия 10-15% металла. Производительность станка 60 колес в час.
Рычаги, вилки, профильные стержни. Шатуны, балки передних осей, крюки и т.д. изготовляют из различных материалов. Всеми видами литья, ковки, штамповки.
Для получения заготовок максимально приближенных к готовой детали используют чеканку и калибровку.
Калибровка, как бы, дополнительная штамповка. Точность 7 квалитет. Обрабатывают только внутренние поверхности.
Чеканка после термообработки. Чеканочные прессы от 30 до 2500 тонн. Достигается точность размеров по высоте 25мкм.
Мелкие крепежные детали составляют большую номенклатуру самых разнообразных деталей. Кулачки, уголки, тройники, штуцеры, резьбовые втулки, болты, винты, шпильки, шурупы и т.д.
С целью использования наиболее производительных и экономичных технологических процессов изготовления мелких деталей организуют на специализированных предприятиях и цехах. Группирование мелких деталей по служебному назначению, размерам, подобию конструктивных форм создает предпосылки для их группового изготовления. Эти предпосылки позволяют использовать наиболее экономичные технологические прцессы.
Одним из наиболее экономичных технологических процессов получения заготовок крепежных деталей и других мелких деталей, выпускаемых в большом количестве, является холодная высадка.
При небольшой программе используется штамповка, свободная ковка и различные виды литья.
|
|
|
|
|
Дата добавления: 2015-04-24; Просмотров: 529; Нарушение авторских прав?; Мы поможем в написании вашей работы!