КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Производство узорчатого стекла
|
|
|
|
Выработка стекла способом непрерывного проката
Оборудование для производства листового стекла
Листовое стекло - основная продукция заводов производящих строительное стекло. Листовое стекло можно производить различными способами: непрерывным прокатом, непрерывным вертикальным или горизонтальным вытягиванием через лодочку или со свободной поверхности, а также термическим формованием на расплаве металла. В зависимости от способа производства листовое стекло имеет полированную (огненно-полированную) или “кованую” поверхность. По назначению листовое стекло может быть: оконное, витринное, теплопоглощающее, цветное и др.
Способ непрерывного проката является одним из наиболее простых и высокопроизводительных поточных способов производства листового стекла.
По данному способу ленту стекла формуют путем непрерывного проката вязкой стекломассы между двумя валками прокатной машины, охлаждаемыми водой, затем по рольгангу она поступает в лер для отжига. Из-за контакта формуемой ленты с холодными валками качество ее поверхности очень плохое. Поверхность ленты неровная, сильно “кованная”, бугристая, покрыта мелкими посечками. Такое стекло получило название “сырое”, так как его нельзя было использовать без дополнительной обработки. До разработки более прогрессивных методов формование листового стекла, “сырое” стекло подвергали двух сторонней механической шлифовке и полировке. В настоящее время способ непрерывного проката широко используется для производства узорчатого или армированного стекла.
Узорчатым называют листовое прокатное стекло (бесцветное или цветное), имеющее по всех поверхности на одной или с обеих сторон рельефный закономерно повторяющийся узор.
|
|
|
Для получения узора на стекле один из валков, чаще всего верхний, имеет поверхность с выгравированным на нем рисунком, который при прокате стекла оставляет на нем отпечаток.
Узел формования прокатной машины ПЛ-1-160 приведен на рис. 56. Формование осуществляется следующим образом. Стекломасса 4, поступающая из выработочной части печи, через сливной брус 3, находящийся ниже уровня стекломассы на 75 – 80 мм, и через сливную линейку 5 самотеком поступает к формующим валкам 7. Учитывая высокую температуру стекломассы, поступающей на выработку, пустотелые прокатные валки изготавливают из легированных сталей и охлаждают смягченной водой. Проходя через зазор между валками, стекломасса формуется в виде ленты путем механического обжима поверхностями валков. Зазор между валками определяет толщину прокатываемой ленты (от 3 до 15 мм), а ширина задается типом прокатной машины. Ось катков расположена под углом 20° к вертикали. Количество стекломассы, поступающей на формование, регулируют шибером, который находится над сливным брусом. Верхний прокатный вал имеет в средней части несколько меньший диаметр, что позволяет получать ленту равной толщины по всей ширине. Температуру стекломассы на сливном пороге можно регулировать, изменяя количество сжигаемого газа в горелке 2. Формующую машину устанавливают на тележку, что позволяет ее при необходимости откатить и заменить новой.
Отформованная лента по выходе из прокатных валков поступает сначала на приемную чугунную плиту 8 с водяным охлаждением, затем на приемный, наклонный роликовый конвейер, с регулируемым углом наклона в пределах от 15 до 25° и далее в печь отжига. Натяжение ленты при прокатке, необходимое для нормального формования, создают за счет небольшого превышения окружной скорости вращающихся валков отжигательной печи по сравнению со скоростью прокатки.
|
|
|
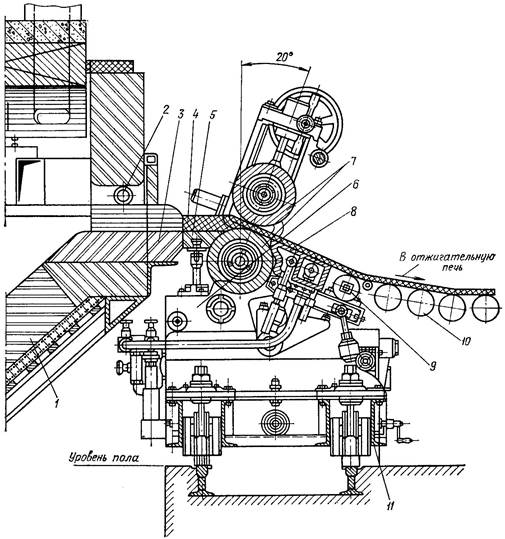
Рисунок 56
1 – наклонная торцовая стена бассейна; 2 – горелки; 3 – сливной брус; 4 – стекломасса; 5 – приемный лоток; 6 – станина; 7 – прокатные валки; 8 – приемная чугунная плита; 9 – асбестовый валик; 10 – приемные валики; 11 – тележка
Производство узорчатого стекла, в настоящее время, осуществляется на автоматизированных машинных линиях ЛУАС-1600 (рис. 57), позволяющих производить также и армированное стекло.
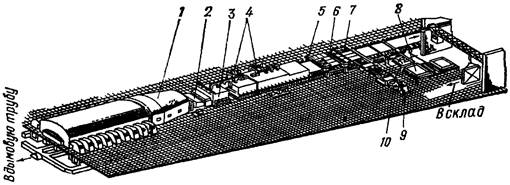
Рисунок 57
Подписи
Химические составы стекол, используемых для непрерывного проката узорчатых и армированных стекол, мало отличаются друг от друга. Они содержат, % по массе: SiO2 72.5 - 72.6; Аl2О3 0.8 -1.0; CaO 8.4 - 8.9; MgO 3.4 -3.6; Na2O 13.1 - 13.8.
Физико-химические свойства узорчатого и армированного стекла такие же, как у оконных стекол. Однако светопрозрачность узорчатого стекла понижена. Коэффициент общего светопропускания стекла, имеющего узор на одной поверхности, - 0.75; на обеих поверхностях - 0.65.
Стекло варят в ванных регенеративных печах непрерывного действия с поперечным направлением пламени, производительностью 80 – 120 т/сут. Температура варки 1540 - 1560°С. Температуру стекломассы в выработочной части печи устанавливают в зависимости от температуры стекломассы над сливным порогом. Она обычно составляет 1150°С. Температура луковицы стекломассы у прокатных валков равна 900 - 950 °С.
Для отжига ленты стекла используют газовые или электрические леры с автоматическим управлением температурным режимом. По выходе ленты стекла из лера производят ее отбортовку, резку на листы, сортировку и складирование. Ленту стекла надрезают победитовыми роликами на листы заданных размеров, которые отламываются под собственной тяжестью при подъеме специального валика. Ленту режут обычно на листы длиной 600 -1600 мм и шириной 400 – 1200 мм. Процессы транспортировки листов стекла, и их складирование в настоящее время полностью автоматизированы.
Таблица 13 – Технологические показатели и параметры линии ЛУАС-1600 при производстве узорчатого стекла.
| Наименование показателя | Значение |
| 1. Годовая производительность, тыс. м2 /год | |
| 2. Толщина стекла, мм | 4, 5, 6 |
| 3. Скорость проката, м/час | 270-150 |
| 4. Ширина ленты с бортами, мм | |
| 5. Ширина ленты без бортов, мм | |
| 6. Коэффициент использования оборудования, K1 | 0.96 |
|
|
|
Производительность прокатной машины можно определить по формуле:
Q = K 1. V. B,
где
Q - Производительность прокатной машины, м2/час;
K1 - Коэффициент использования оборудования;
V - Скорость проката, м/час;
В - Ширина ленты стекла, м.
|
|
|
|
|
Дата добавления: 2015-04-24; Просмотров: 3237; Нарушение авторских прав?; Мы поможем в написании вашей работы!