КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Методические указания. Вертикального фасовочно-упаковочного автомата
|
|
|
|
Вертикального фасовочно-упаковочного автомата
Лабораторная работа 2
Кривошипно-кулисный механизм
Кривошипно-кулисный механизм предназначен для реверсирования талера в отечественных двухоборотных плоскопечатных машинах. К талеру 1 жёстко прикреплены неподвижная 2 и подвижная 3 створки кулисы. Палец 4 кривошипа укреплён на торце ведущей шестерни и вращается вместе с ним с постоянной угловой скоростью. На палец вместо камня надет ролик. Замена камня роликом вызвана тем, что кривошип во время работы не всегда находится в контакте с кулисой, ролик в этом случае позволяет избежать помех при входе в паз кулисы.
Контрольные вопросы
1. Перечислите признаки, по которым классифицируются кинематические пары.
2. Какие связи в механизме называются избыточными?
3. Какие подвижности в механизме называются местными или локальными?
4. Дайте определение понятия «подвижность механизма».
5. Напишите формулы для подсчёта подвижности механизма для плоскости и для пространства.
6. Напишите формулу для подсчёта избыточных связей в механизме.
Изучение принципа работы и расчёта
Цель работы: изучение и освоение основ выбора вертикального фасовочно-упаковочного автомата и методики его технологического расчёта, построение циклограмм работы упаковочного автомата.
Оборудование: фасовочно-упаковочный автомат серии ТПА-1200РА, секундомер, весы.
Предварительная подготовка: ознакомиться с назначением, конструкцией и методиками расчёта основных узлов и деталей верти-
кальных фасовочных аппаратов и упаковочных модулей [1, с. 24 – 37,
72 – 97; 5].
Вертикальные фасовочно-упаковочные автоматы наряду с автоматическим режимом работы характеризуются применением различных типов дозаторов, использованием пневматических приводов, пневматики и т.д., что позволяет упаковывать широкий спектр продуктов.
 Фасовочно-упаковочный автомат серии ТПА-1200РА – это промышленный аппарат вертикального типа для фасовки и упаковки сыпучих и штучных продуктов (кроме пылящих). Технические характеристики фасовочно-упако-
Фасовочно-упаковочный автомат серии ТПА-1200РА – это промышленный аппарат вертикального типа для фасовки и упаковки сыпучих и штучных продуктов (кроме пылящих). Технические характеристики фасовочно-упако-
вочного аппарата серии ТПА-1200РА приведены в табл. 2.
Конструкция и принцип работы автомата. Фасовочно-упаковочный автомат ТПА-1200РА (рис. 1) предназначен для упаковывания сыпучих веществ в полимерную упаковку. Упаковываемый материал из бункера с помощью вибрационного питателя поступает в весовой дозатор. Ограничителем в момент взвешивания для прекращения подачи материала является механизм блокирующих щёток. После набора дозы материал внутри ствола перемещается в сформированную заготовку упаковки.
В фасовочно-упаковочном автомате данного типа применён принцип сворачивания полимерной ленты упаковочного материала при помощи формующего воротника в рукав вокруг вертикальной трубы-тубуса (или ствола). Формуемый рукав перемещается шаговым приводом вдоль трубы вниз. Во время остановки продольными губками электронагревателя сваривается продольный шов рукава и нижний поперечный шов будущего пакета, а также формируется верхний поперечный шов заполненного пакета и происходит отрезка заполненного пакета ножом, расположенным между сваривающими губками. В этот момент в рукав через формующую трубу (ствол) поступает очередная доза фасуемого продукта из дозатора. Лента материала, разматываясь с рулона, попадает на узел направляющих роликов, предназначенных для стабилизации движения плёнки. Для обеспечения требуемого натяжения ленты разматывающее устройство снабжено тормозом.
Технологические операции дозирования: поворот ограничительных щёток и подъём ковша весового дозатора, а также технологические операции сварки швов осуществляются с помощью элементов, приводимых в действие пневмоцилиндрами. Регулирование работы пневмоцилиндров исполнительных механизмов осуществляется посредством трёх пневмораспределителей. Механизм протяжки ленты приводится в действие от электродвигателя.
Производительность фасовочно-упаковочного автомата определяется взаимодействием приводов рабочих органов и исполнительных механизмов.
Фасовочно-упаковочный автомат относится к машинам циклического действия. Рабочие органы и исполнительные механизмы совершают периодические движения с возвратом в исходное положение. Промежуток времени между двумя исходными положениями рабочего органа или его исполнительного механизма называется кинематическим циклом механизма Т к. Время между двумя исходными положениями рабочих органов автомата, за которое осуществляется выпуск одного готового изделия, называется рабочим циклом автомата  Т р.
Т р.
В лабораторной работе рассматривается автомат, рабочий цикл которого совпадает с его кинематическим циклом.
При заполнении сжатым воздухом воздушной магистрали автомата перед началом его работы поршни всех цилиндров отжаты. Это положение исполнительных механизмов является исходным.
Построение циклограмм. Согласование работы механизмов и рабочих органов, последовательность выполнения и продолжительность операций наглядно представляются циклограммой автомата. Циклограмма – это графическое изображение последовательности и соотношения интервалов рабочих, холостых ходов и остановок в пределах кинематического цикла.
Циклограмма представляет собой графическую зависимость перемещения рабочих органов от времени.
Для построения линейной циклограммы автомата по оси абсцисс в определённом масштабе откладывается время рабочего цикла от 0 до Т р. Отсчёт времени ведётся от начала рабочего хода ведущего звена исполнительного механизма, принимаемого за основной. За начало работы лабораторной установки необходимо принять работу сварочных элементов. Затем прямыми линиями изображаются перемещения и остановки рабочих органов. При этом линии, параллельные оси абсцисс, означают остановки, а наклонные – перемещения.
циклограмма вертикального упаковочного автомата, построенная при фасовании сыпучих продуктов в сварные полипропиленовые пакеты с плоским дном, представлена на рис. 2.
Расчёт производительности. Важнейшим фактором выбора фасовочно-упаковочного оборудования является производительность, т.е. количество продукции, которое перерабатывается или выпускается в единицу времени данным оборудованием. Различают следующие виды производительности: теоретическую П¢, фактическую П.
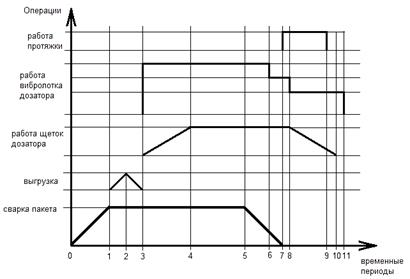
Рис. 2. Циклограмма вертикального упаковочного автомата
В производственных условиях выполняют анализ фактической производительности эксплуатируемого и нового оборудования.
Теоретическая производительность

где Z – число рабочих циклов Т р в единицу времени.
Если за цикл выдаётся K изделий, то 
Фактической производительностью называется реальное количество кондиционной продукции, которое машина выдаёт в среднем в единицу времени за достаточно продолжительный период её эксплуатации, включающий различные внецикловые потери времени и потери от брака.
Суммарные потери машинного времени за период эксплуата-
ции  , например за месяц или год, составляют:
, например за месяц или год, составляют:
 ,
,
где  – простой по организационным причинам;
– простой по организационным причинам;  – потери, обусловленные планово-предупредительным обслуживанием и ремонтом машины;
– потери, обусловленные планово-предупредительным обслуживанием и ремонтом машины;  – простой из-за отказов машины;
– простой из-за отказов машины;  – потери времени из-за выпуска бракованной продукции.
– потери времени из-за выпуска бракованной продукции.
Коэффициент использования автомата за данный период эксплуатации
 ,
,
где  – время эффективной работы за рассматриваемый период эксплуатации.
– время эффективной работы за рассматриваемый период эксплуатации.
Фактическая производительность за этот период П = k П '.
|
|
|
|
|
Дата добавления: 2015-04-24; Просмотров: 1880; Нарушение авторских прав?; Мы поможем в написании вашей работы!