КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Оборудование для окончательной расстойки теста
|
|
|
|
Конвейерный шкаф А2-ХРА предназначен для окончательной расстойки тестовых заготовок хлебобулочных изделий широкого ассортимента. Шкаф изготовлен из унифицированных узлов и деталей и может устанавливаться к печам с люлечным и ленточным Подом шириной 1,9 и 2,1 м.
Шкаф (рис. 119) состоит из каркаса 5 Г-образной формы, собранного из унифицированных секций. Внутри шкафа расположен конвейер, состоящий из шести пар цепных звездочек 12, 4, 6, 7, 8, 10 и двух тяговых втулочных цепей 3 с шагом 100 мм, которые перемещаются по направляющим 9. Пара звездочек 12 является приводной, остальные звездочки насажены свободно на консольные пальцы. Пара звёздочек 8 является натяжной. К цепям в отверстиях средней части пластин шарнирно подвешено 33 трехполочные люльки 2 размером 340 * 1930 мм с шагом 600 мм, причем две верхние полки при расстойке формового хлеба снимаются. Загрузка и разгрузка люлек производится вручную через окна 1 и 11 в вертикальной секции. Создание оптимальной температуры и влажности среды внутри шкафа осуществляется при помощи кондиционера, воздух от которого подается в верхнюю часть каркаса.
В движение конвейер приводится от электродвигателя, который через ременную передачу, цилиндрический редуктор и зубчатую передачу вращает приводной вал конвейера. Движение конвейера равномерно-прерывистое, что обеспечивается механизмом регулирования продолжительности расстойки, который состоит из диска с десятью подвижными упорами и конечного выключателя.
Продолжительность расстойки регулируется изменением количества упоров, взаимодействующих с роликом конечного выключателя. Если в работе участвуют все упоры, то выключение электродвигателя производится после каждого перемещения конвейера на один шаг люлек. В этом случае все люльки подряд останавливаются против окон загрузки и разгрузки и соответственно продолжительность расстойки является максимальной. Если выключить один, два и более подвижных упоров, то при повороте диска они не будут взаимодействовать с конечным выключателем и, следовательно, соответствующее количество люлек будет проходить мимо без загрузки. Таким образом, уменьшение количества останавливающихся под загрузку люлек приводит к сокращению расстойки. Так как из общего количества упоров может отключаться половина, то продолжительность расстойки можно регулировать в диапазоне 1:2. Выключение из работы двух люлек подряд не допускается, так как это приводит к нарушению ритма работы.
Включение электродвигателя может производиться вручную путем переключения на кнопку «пуск», от реле времени или непосредственно от привода печи при помощи механизма включения. При выпечке подовых изделий одна трехполочная люлька расстойного шкафа загружает три люльки печи, в этом случае диск механизма включения работает с одним пальцем, два дополнительных пальца снимаются. При выпечке формовых изделий каждая люлька конвейера расстойки загружает одну люльку печи, в этом случае диск механизма включения работает с тремя пальцами. Конвейерный шкаф А2-ХРА выпускается взамен шкафа Р-1-57 в трех исполнениях: А2-ХРА, А2-ХРБ и А2-ХРВ. Они аналогичны по конструкции и отличаются один от другого только количеством секций каркаса и люлек и соответственно производительностью.
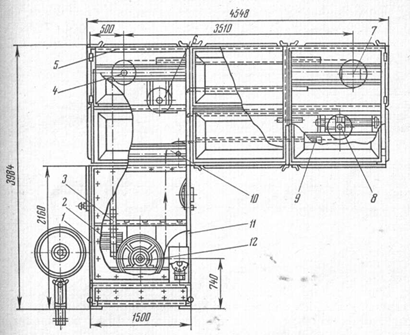
Рис. 119. Расстойный конвейерный шкаф А2-ХРА.
Конвейерные шкафы Т1-ХРГ-30 и Т1-ХРГ-50 предназначены для окончательной расстойки тестовых заготовок мелкоштучных булочных изделий широкого ассортимента. По конструкции эти шкафы аналогичны шкафу А2-ХРА и устанавливаются в комплекте с печами, имеющими люлечный и ленточный под шириной 1,4-1,5 м. Эти шкафы имеют Г-образную форму и цепной конвейер. С втулочной цепью с шагом 100 мм, на которой шарнирно подвешены трехполочные люльки размером 340x 1490 мм с шагом 600 мм.
Конвейерный шкаф ЛА-23М (рис. 120) предназначен для окончательной расстойки тестовых заготовок массой 0,4-0,5 кг и автоматизированных поточных линиях с печами, имеющими ленточный или люлечный выносной под.
Шкаф 2 имеет Г-образную форму и состоит из семи унифицированных секций А,Б,В,Г,Д,Е, Ж. Каркас секций выполнен из уголковой стали и покрыт металлической обшивкой. Секция Ж является станиной; в ней расположен ведущий вал 10 конвейера, выравниватель шага - загрузчик 9, механизм разгрузки люлек 21 и надрезчик-опрыскиватель ЛД-151 20. На этой секции смонтированы вертикальные секции Е, Д и Г, к которым примыкает консольная часть шкафа, состоящая из секций А, Б, В, опирающихся на стойку 1. В целях увеличения производительности шкафа количество консольных секций может быть увеличено.
Внутри шкафа расположен цепной конвейер, состоящий из десяти пар цепных звездочек, из которых две пары (3 и 4) - натяжные, а остальные - направляющие, и двух бесконечных пластинчатых, втулочно-роликовых цепей 5 с шагом 75 мм. К цепям шарнирно подвешено через каждые два звена 212 люлек 6, в том числе 200 рабочих. Натяжение цепей производится с помощью винтовых натяжных станций, расположенных в секции А.
Движение конвейера равномерно-прерывистое и осуществляется от электродвигателя 13 (N = 1,1 кВт, л =930 об/мин), который через клиноременные передачи 11 и 12, червячный редуктор 15, кривошип 14, тягу 16, рычаг 17 и собачку 19 вращает храповое колесо 18, укрепленное на валу с приводными звездочками 8.

Рис. 120. Конвейерный шкаф ЛА-23М.
При остановке конвейера люлька устанавливается под посадчиком тестовых заготовок, загружающим в каждую люльку шесть тестовых заготовок, после чего конвейер включается в движение и цепи перемещаются на один шаг люлек.
После окончания расстойки люльки разгружаются с помощью механизма 21. При движении цепей поводок рамки с помощью копира поворачивается, в результате рамка люльки поворачивается на 180° и сбрасывает тестовые заготовки непосредственно на под печи, где производится надрезка надрезчиком 20.
При выпечке изделий в тупиковых печах с люлечным конвейером тестовые заготовки из люлек расстойного конвейера выгружаются на плоскость посадочного механизма. Продолжительность регулируется путем пропускания без загрузки четных люлек с помощью регулятора времени расстойки 7, имеющего диск с десятью выдвижными упорами, которые при выдвижении могут взаимодействовать с конечным выключателем.
Таким образом, продолжительность расстойки можно регулировать в диапазоне 1:2. Оптимальная влажность и температура среды в расстойном шкафу обеспечиваются подачей в шкаф воздуха от кондиционера через патрубок в секции Г. Отбор использованного воздуха из шкафа производится через патрубок в секции 5.
Конвейерный шкаф РШВ (рис. 121) относится к шкафам с вертикальным цепным конвейером и предназначен для окончательной расстойки тестовых заготовок массой 0,2-0,4 кг в автоматизированных поточных линиях с печами, имеющими ленточный под площадью 25, 40 и 50 м2.
В комплект шкафа входит роторно-ленточный посадчик 1 и разгрузочно-пересадочный ленточный транспортер 11, предназначенный для разгрузки люлек шкафа и посадки тестовых заготовок на под печи.
Шкаф состоит из металлического сварного каркаса 2, закрытого металлическими съемными ограждениями и щитами 13, имеющими смотровые окна из органического стекла. Внутри шкафа на каркасе смонтирован цепной конвейер, состоящий из 23 пар цепных звездочек 6, из которых пара звездочек 15 является приводной; звездочки 16 - натяжные, а звездочки 4, 7 и 8 установлены снаружи шкафа для холостого участка цепи, которая перемещается по направляющим 5. На звездочки натянуто две бесконечные цепи 3 с шагом 38,1 мм. К цепям через каждые четыре звена шарнирно подвешены люльки 14 с шагом 152,4 мм.
При расстойке тестовых заготовок массой 0,2 кг на люльку укладывается 8 заготовок; при расстойке тестовых заготовок массой 0,4 кг - 6 штук. Соответственно при посадке в люльки конвейера тестовых заготовок массой 0,2 кг (для городских булок) ротор 26 посадчика имеет 8 карманов, а для заготовок массой 0,4 кг - 6 карманов. Ротор 26 при вращении своими карманами подает тестовые заготовки на движущуюся ленту 21 посадочного транспортера. Когда на ленте окажется 6 или 8 тестовых заготовок, лента останавливается и затем специальным механизмом поворачивается вокруг продольной оси. В результате тестовые заготовки скатываются с ленты в люльку конвейера шкафа, после чего лента возвращается в исходное положение, и цикл повторяется. Когда люлька пройдет весь рабочий участок цепи и расстойка закончится, тестовые заготовки из люлек перекладываются на ленту 10 разгрузочно-пересадочного транспортера.

Рис. 121. Конвейерный шкаф РШВ.
При огибании цепями звездочек 9, укреплённых на валу 12 совместно с барабаном 18, люлька, дойдя до этого барабана, прижимается к ленте и огибает барабан. При выходе на горизонтальный участок ленты 10 тестовые заготовки перекладываются из люлек на ленту пересадочного транспортера. Освобожденная люлька, принимая исходное положение, выходит из шкафа и поднимается вверх, где при движении на холостом участке цепи просушивается сукно ячеек люльки.
При огибании пересадочной лентой плоского козырька 17 тестовые заготовки перекладываются на под печи.
Привод цепного конвейера осуществляется от электродвигателя 23, который через клиноременную передачу 24, вариатор скорости 25, клиноременную передачу 22, червячный редуктор 21 и цепную передачу 20 вращает приводной вал 19.
Продолжительность расстойки тестовых заготовок регулируется изменением скорости цепного конвейера с помощью вариатора скорости 25. Для создания оптимальных температурно-влажностных условий внутри шкафа в нижней части установлен коллектор с трубами для подачи влажного пара низкого давления.
Шкаф изготавливается в трех модификациях: РШВ, РШВ-2 и РШВ-3.
Шкаф РШВ предназначен для тесторазделочных линий, расположенных в одном этаже с туннельными печами, имеющими площадь пода 25 м2. Шкаф РШВ-2 предназначен для тесторазделочных линий, расположенных на двух этажах с туннельными печами с площадью Кода 25 м2. Шкаф РШВ-З предназначен для тесторазделочных линий. Расположенных на одном этаже с туннельными печами с площадью Пода 40 и 50 м2.
Конвейерный шкаф Т1-ХРЗ (рис. 122) предназначен для окончательной расстойки тестовых заготовок при выработке круглого подового хлеба массой 1 кг в автоматизированных поточных линиях с печами с ленточными люлечным подом площадью от 25 до 50 м2. Этот шкаф изготавливается трех модификаций: Т1-ХРЗ-80 - к печам с площадью пода 25 м2; Т1-ХРЗ-120 - к печам с площадью пода 40 м2; Т1-ХРЗ-140 - к печам с площадью пода 50 м2. Эти шкафы одинаковы по конструкции и различаются между собой количеством горизонтальных секций каркаса и люлек.
В комплект шкафа входят подающий ленточный транспортер 5, механический посадчик 4 тестовых заготовок маятникового типа, механизм 2 разгрузки люлек на под печи, пульт управления 6 и патрубки 13 для подачи в шкаф кондиционированного воздуха. Конвейерный шкаф представляет собой каркас, собранный из унифицированных секций 1. Консольная часть шкафа опирается на стойки I1 Внутри шкафа смонтирован четырехниточный конвейер, который состоит из девяти пар цепных звездочек и двух бесконечных втулочно- роликовых тяговых цепей 9 с шагом 100 мм. Звездочки 3 являются приводными, а две пары звездочек 11 и 12 - натяжными. К цепям через каждые три звена с шагом 300 мм шарнирно подвешены восьмикарманные люльки 10 в количестве 80, 120 или 140 штук в зависимости от модификации шкафа.
Движение конвейера шкафа для расстойки периодическое. Конвейерный шкаф может работать в ручном и автоматическом режиме. При автоматической работе тестоделительная машина работает периодически и останавливается после выдачи каждых восьми тестовых заготовок. Пуск делителя производится от датчика, расположенною на печи. Тестовые заготовки в количестве восьми штук поочередно из округлителя поступают на ленточный транспортер 5, лента которого посыпается мукой из мукопосыпателя 7. Далее, проходя под гибкими кантователями 8, заготовки поступают в механический посадчик 4, который укладывает их в карман люльки конвейера. После укладки в люльку восьми заготовок датчик включает электродвигатель конвейера расстойки, в результате цепь перемещается на один шаг люлек и останавливается конечным выключателем механизма регулирования времени расстойки.
После прохождения люльками рабочего участка цепи заканчивается расстойка, и когда люльками доходит до разгрузочных упоров 2, кассета люльки опрокидывается и тестовые заготовки укладываются на под печи 15. Возврат кассет люлек в исходное положение производится также с помощью последующих двух упоров. При выпечке изделий на люлечном поду в тупиковых печах выгрузка тестовых заготовок из люлек конвейера шкафа производится на плоскость посадочного механизма.
Продолжительность расстойки регулируется путем изменения числа загружаемых люлек при помощи вращающегося диска с десятью упорами. Привод диска осуществляется от приводного вала конвейера с помощью цепной передачи. При выдвижении на диске одного упора последний взаимодействует с роликом конечного выключателя, который блокирует выключение электродвигателя. В результате одна четная люлька из 20 будет проходить без остановки под загрузку. Соответственно происходит при выдвижении двух, трех и более упоров. При выдвижении десяти упоров 10 четных люлек из каждых 20 будут проходить без остановки под загрузку. В этом случае время расстойки сократится в 2 раза. Таким образом, диапазон регулирования времени расстойки составляет 1:2.
Подающий транспортер приводится в движение от электродвигателя через клиноременную передачу, червячный редуктор и цепную передачу.
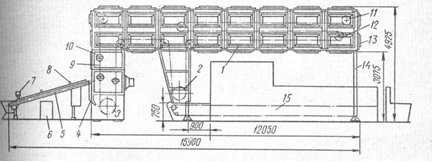
Рис. 122. Конвейерный шкаф Т1-ХРЗ.
В пекарнях малой мощности используются расстойные камеры шкафного типа. В шкафу (рис. 123) расстойка тестовых заготовок происходит в четырех контейнерах, периодически загружаемых в рабочее пространство. В состав шкафа входят: кожух 5, двери 4, электронагреватели 6, парогенератор 3, панель управления 1 и вентилятор 2.
Шкаф оснащен системой автоматического управления температурно- влажностным режимом расстойки, а также снабжен звуковой сигнализацией, свидетельствующей о завершении цикла. Работа шкафа осуществляется следующим образом.
Переключатели на панели управления «Нагрев» и «Влажность» устанавливают в положение «Отключено». С помощью автоматического выключателя шкаф включается в сеть. Электронагреватели расстойной камеры включаются при переводе переключателя «Нагрев» в положение «Наладка», при этом на панели должна загореться сигнальная лампа.
Рециркуляционный вентилятор запускается нажатием кнопочного выключателя «Вентилятор», при этом должна загореться сигнальная лампа, встроенная в этот тчыкттючятеттк
Электронагреватели пароувлажнителя включают путем перевода переключателя «Влажность» сначала в положение «Наладка» (должна загореться сигнальная лампа), а затем в положение «Автомат». Переключатель «Нагрев» устанавливают в положение «Отключено». Открывают двери шкафа, закатывают контейнер в камеру расстойки и закрывают двери. Включают электронагреватели камеры расстойки установкой переключателя «Нагрев» в положение «Автомат». Задают на таймере необходимое время расстойки.
По окончании расстойки по сигналу таймера отключают электронагреватели камеры путем перевода переключателя в положение «Отключено». Открывают двери, выкатывают контейнеры, закатывают новые, закрывают двери, цикл повторяется.

Рис. 123. Расстойная камера шкафного типа
|
|
|
|
|
Дата добавления: 2015-04-24; Просмотров: 9439; Нарушение авторских прав?; Мы поможем в написании вашей работы!